
国際特許分類[B21C23/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402)
国際特許分類[B21C23/00]の下位に属する分類
特有の形または形状の材料からの出発,例.機械的に予備処理したもの (11)
被覆のない製品の製造 (121)
金属押出しに特に適するプレス (34)
金属被覆した製品の製造;2個以上の金属からの製品の製造 (22)
被押出し金属またはダイスまたはその類似のものの潤滑,例.潤滑剤の物理的状態,潤滑剤を供給する位置 (14)
国際特許分類[B21C23/00]に分類される特許
81 - 90 / 200
アルミニウム押出し加工における加熱された鋳塊セグメントの溶接方法
金属押出し加工において加熱された金属鋳塊を加工する方法。各鋳塊の残材は、後続の鋳塊と接続される。具体的には、2つの鋳塊セグメントの当接させた端部が、鋸切断機と整列される。鋸切断機が作動すると、当接させた端部の双方から同時に材料が取り除かれる。鋳塊セグメントを互いに回転させることによって切断された端部が摩擦溶接されて一体となる。この方法によれば、事実上エンドレスな加熱された円柱状鋳塊が作成され、鋳塊残材がなくなる。  (もっと読む)
(もっと読む)
アルミニウム及びケイ素を含有するアルミニウム合金の処理方法
【課題】時効に要する時間を短縮すると共に、機械的性質及び押出し性の両方に優れたアルミニウム合金を与えるアルミニウム合金の処理方法を提供する。
【解決手段】マグネシウム及びケイ素の合金混合物0.5重量%〜2.5重量%(Mg/Siのモル比は0.70〜1.25である);並びにアルミニウムで形成される残部を含むアルミニウム合金が、冷却後に、均質化、押出し前の予熱、及び時効(該時効は、押出し後に、160℃〜220℃の最終保持温度に2段階時効操作として行われる)にかけられるアルミニウム合金の処理方法において、時効は、押出し材が100℃/時を超える加熱速度で100℃〜170℃の温度に加熱される第1段階と、押出し材が5〜50℃/時の加熱速度で最終保持温度に加熱される第2段階とを含み、加熱開始から最終保持温度での保持終了までに要する時間が3〜24時間の間であることを特徴とするアルミニウム合金の処理方法とする。
(もっと読む)
金属粉末の連続押出加工方法
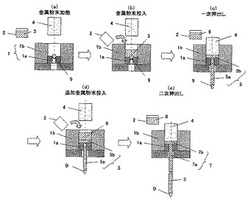
【課題】先に押出加工された前方押出材と、引き続いて押出加工された後方押出材との間で良好な接合強度が得られる金属粉末の連続押出加工方法を提供する。
【解決手段】金属粉末連続押出加工方法は、押出開口を有する押出用金型1内に加熱された金属粉末3を粉末状態のままで投入する工程と、金型1内の金属粉末3を押出ツール4によって押出加工する一次押出工程と、一次押出工程に引き続いて、金型1内に圧縮状態で残っている金属粉末の圧縮体5b上に加熱された追加の金属粉末6を粉末状態のままで投入する工程と、金型1内の圧縮体5bおよび追加金属粉末6を押出ツール4によって押出加工する二次押出工程とを備える。
(もっと読む)
加工硬化特性に優れたAl−Mg系冷間加工用アルミニウム合金押出材
【課題】冷間加工性及び加工硬化特性に優れ、冷間加工後高い強度が得られ、かつ冷間加工後のSCC感受性が低い、Al−Mg系冷間加工用アルミニウム合金押出材を提供する。
【解決手段】Mg:2.5〜4.0%、Mn:0.2〜0.8%、Ti:0.005〜0.2%を含有し、必要に応じてさらにCr:0.05〜0.3%、Zr:0.05〜0.2%のうち1種類以上を含有し、残部Al及び不可避的不純物からなり、材料中のMn系分散粒子の平均粒径が0.2〜2.0μm、その平均粒子間距離が1μm以下とされたAl−Mg系アルミニウム合金押出材。加工硬化指数n≧0.18が得られる。
(もっと読む)
Al添加マグネシウム合金押出管材の製造方法

【課題】 外観、強度共に良好なAl添加マグネシウム合金押出管材の製造方法の提供。
【解決手段】 アルミニウム含有量が7〜10重量%のマグネシウム合金ビレットを350〜430℃で均質化処理した後、ビレット温度380〜440℃、押出し速度1m/min以下で押出加工することを特徴とする。
(もっと読む)
温間加工性に優れたAl−Zn−Mg−Cu合金押出材およびその製造方法ならびに該押出材を用いた温間加工材
【目的】温間加工により高い塑性加工性を得ることを可能とし、塑性加工後の人工時効処理で得られる強度が損なわれることもない温間加工性に優れたAl−Zn−Mg−Cu合金押出材を提供する。
【構成】Zn:5.0〜7.5%、Mg:1.6〜3.3%、Cu:1.1〜2.5%を含有し、さらにCr:0.30%以下、Mn:0.60%以下、Zr:0.30%以下のうちの1種以上、およびTi:0.06%以下、B:0.005%以下のうちの1種以上を含有し、さらに不純物としてのFeおよびSiをそれぞれ0.25%以下に制限し、残部Alおよび不可避的不純物からなるW調質またはT4調質のアルミニウム合金押出材であって、表面から深さ200μm以上の内部は亜結晶粒からなる繊維状組織で構成され、さらに集合組織の主方位がBrass方位であり、ODF(結晶方位分布関数)で表現されるBrass方位への集積度がランダム方位の10倍以上であることを特徴とする。
(もっと読む)
ねじり前方押出し法およびねじり前方押出し装置
【課題】摩擦撹拌現象により低圧での押出しを可能にし、単一連続プロセスで一気に結晶粒を微細化できる大型微細粒バルク素材創製に適したねじり前方押出し法およびねじり前方押出し装置を提供すること。
【解決手段】筒形コンテナ1の装填穴に棒状の固形金属材料であるビレットBを装填した後、コンテナ1に隣接して配置された円筒形ダイス2の方へプッシャー3によってビレットBを押圧しつつプッシャー3の押出し軸P周りにダイス2とビレットBとを相対的に回転させる際に、プッシャー3の押込み圧力および前記相対的な回転の回転速度を、ダイス穴の内面にビレットBの一端を接触させながら滑らせてビレットBの一端とダイス穴の内面との間で摩擦力および摩擦熱を生じさせて前記一端に塑性流動を発生させるような前記押込み圧力および回転速度に設定し、前記塑性流動をビレットBの他端側へ継続させながらねじりせん断ひずみを付与してビレットBをねじり押出し加工することを特徴とするねじり前方押出し法。
(もっと読む)
高比強度Mg合金材およびその製造方法ならびにMg合金海中構造用部材
【課題】比強度、減衰性能に優れるMg合金材を焼結によることなく得る。
【解決手段】Mg合金インゴット1から切削した粒1aを室温において固めて成形体2とし、該成形体2を450℃以下で押出加工し、好適にはさらに250〜450℃で後方押出などの二次歪み加工を行う。減衰性能を損なうことなく、切削粒の歪みを残存させて高い強度を得ることが可能になる。高比強度Mg合金材は、所望によりNi−Pめっき、Ni−BめっきおよびCrめっきの内の2、3種などのめっき層を層状に形成することができ、深海での環境下において、高強度、防音性、耐食性が要求される海中構造用部材に好適に利用することができる。
(もっと読む)
ねじり前方押出し装置およびねじり前方押出し法
【課題】金属や高分子などの固体状の材料および粉末材料に大きいねじりひずみを加え材料の内部組織を微細にすることができるねじり前方押出し加工において、ねじりひずみを効率的に加えることにより押出し荷重を低減する装置および方法を提供する。
【解決手段】
筒形コンテナー3内に装填された材料1をプッシャー4で押し込み、コンテナー3あるいは筒形ダイス2の一方を回転しないように回転方向に固定し、他方を押出し軸の周りに回転させるねじり前方押出し装置において、ダイス2が入側ダイス部分2−2と出側ダイス部分2−3からなる二段ダイスであり、入側ダイス部分2−2のダイス穴の入口側横断面がコンテナー3内に隙間なく装填された材料1の横断面を完全に含む大きさであり、かつ円形でない形状寸法であると共に、出側ダイス部分2−3のダイス穴の入口側横断面が入側ダイス部分2−2のダイス穴の出口側横断面に完全に含まれ、かつコンテナー3内の材料1の横断面より小さい形状寸法であることを特徴とするねじり前方押出し装置。
(もっと読む)
アルミ合金等のポートホール押出材
【課題】溶着部の脆弱性をカバーし、バルジ加工時の限界拡管率や変形率を向上させることができるアルミ合金等のポートホール押出材を提供する。
【解決手段】母材部相互間の溶着部界面11が、中空部中心線12からの当該溶着部位における放射方向に対して交差していることを特徴とするアルミニウム又はアルミニウム合金のポートホール押出材1で、前記溶着部界面と、当該溶着部界面の前記中空部内周面に表れた内周線11aと当該中空部中心線とを結ぶ放射面13との交差角度θが30度以上である。
(もっと読む)
81 - 90 / 200
[ Back to top ]