
国際特許分類[B21D51/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347)
国際特許分類[B21D51/26]の下位に属する分類
縦方向の折目にそっての巻締め
円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/26]に分類される特許
41 - 50 / 280
缶製造
ツーピース形金属容器の製造に利用されるのに適した方法及び装置が開示される。特に、かかる方法及び装置により、伸ばし作業と絞り加工(再絞り加工)作業の組み合わせを利用してカップを板金から製作する手法が開示される。その結果として得られたカップは、材料の入って来るゲージに対してカップの底部の厚さが減少するという利点を有する。  (もっと読む)
(もっと読む)
缶胴
缶蓋に継ぎ合わされるようになった絞り・しごき金属缶胴であって、しごき側壁、この側壁と一体に形成された包囲状態の非ドーム状ベースを有し、ベースの底パネルの平均ロックウェル硬度数は、少なくとも約64である、缶胴。 (もっと読む)
缶製造のための底部ツール

【課題】容器底部、特に、二部品から成る飲料缶またはエアロゾル缶の底部を形成するための深絞りツールを創造する。
【解決手段】深絞りツール2が、要求される缶内部形状に合わせられたピストンを有する第一のツール部分3を有し、ドーム部材12とこれと同軸に配置されたリング形状の押さえ14が属する第二のツール部分4を有し、前記押さえはドーム部材12に対して可動に支承されており、かつ押さえ力によって付勢されており、リング形状に形成され、かつドーム部材12の周りに配置されたリフター23を有し、リフター23に弾性力を及ぼしつつ支持するバネ手段26を有する。
(もっと読む)
缶体を製造するための工具または方法

【課題】 缶体を効率的かつ確実に製造するための装置および方法を提供することである。
【解決手段】第一の押出しパンチ(7)と第二の押出しパンチ(8)が同じ方向に走るように駆動されていることにより解決される。
(もっと読む)
カールした端部を有する缶を作製するための方法および装置、そのような缶、ならびに缶本体
発明は、ペンキ缶などの缶(61)を作製するための方法および装置であって、i)円筒体(2,36,51,65)を提供するステップと、ii)開口部の直径を規定するために円筒体の第1の開口部(20,60,75)にピストン手段(19,25,44,74)を配置するステップと、iii)第1の開口部(20,60,75)の規定された直径が実質的に周方向に寸法的に安定するように、第1の開口部(20,60,75)の自由端(8,66)を径方向外方に円筒体(2,36,51,65)に沿って軸方向にカールさせ、それによりカール(47,49,57,68,70,79)を形成するステップとを含む方法および装置、ならびに作製された缶(61)および缶本体(63)に関する。 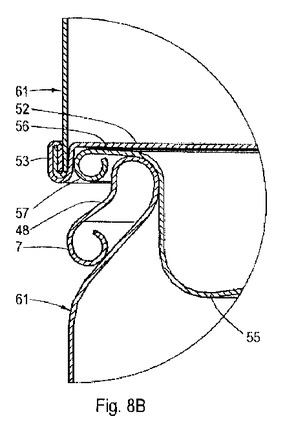 (もっと読む)
(もっと読む)
溶接缶体
【課題】表面処理鋼板の板厚を低減しつつ、缶胴の変形を防止でき、所要の表示や装飾等に制限を受けないと共に安定性に優れた溶接缶体を提供する。
【解決手段】溶接缶体1a、1bは、表面処理鋼板を溶接接合した缶胴2と、その両端のフランジ部2aに二重巻締めされた缶蓋3a,3bとを備える。缶胴2は、51〜53mmの直径の未加工部4と、この両端に連設された両加工部5a,5bとを有する。表面処理鋼板は、0.12〜0.16mmの板厚と、400〜530MPaの降伏応力Ypと、5〜30%の伸びElとを有する。缶胴2の全長は96〜106mm、縮径加工部5aと表面加工部5bの間の未加工部4の長さは67〜71mmで、残余を縮径加工部5aと表面加工部5bとの長さの合計とする。
(もっと読む)
容器の製造方法および容器製造装置
【課題】標記と予め定められた位置関係を有する凹部が形成された容器を簡易に製造可能な製造方法等を提供する。
【解決手段】印刷機500は、ブランケットシリンダ510と、インキ塗布装置520と、缶体24を支持する支持ロール530と、缶体24を内周面側から支持するスピンドル531と、塗料塗布装置540とを備える。また、ブランケットシリンダ510は、ブランケットシリンダ本体51aに取り付けられた複数のブランケット51bを有し、各ブランケット51bには、インキ像51dが載せられている被転写部51cが設けられている。そして、被転写部51cには、缶体24に凹部を形成するための凸部51eが配置され、被転写部51cと缶体24とが接触する接触部Tにおいてインキ像51dを転写する際に、凸部51eを缶体24に押し当てることにより缶体24に凹部を形成する。
(もっと読む)
保護内層を有する缶状容器
【課題】 錫の最適配置により缶詰食品の質的特徴の保持を可能にしつつ、内面が、製品と露出された錫との化学反応の美的衝撃を制限し、あるいは排除さえするように構成された保護層で被覆された特に食品の缶詰に適した缶型容器を開発すること。
【解決手段】 本発明は缶詰にされる製品、詳細には食品を保持する缶等の容器に関し、前記容器は缶本体(1)を備え、前記缶本体(1)は底要素(2)を備え、それに側壁(3)が続き、前記缶本体(1)は缶詰内容積(6)を定め、少なくとも部分的に錫から成る内面(7)を有し、前記内面(7)は缶詰にされる前記製品の化学作用に抵抗するための保護層(10)で覆われる。発明によれば、前記保護層(10)はその表面の少なくとも一部に分布する複数の孔(11)を含み、そのそれぞれを介して前記錫内面(7)の対向領域(7a)に前記缶内容積(6)から接触でき、それにより特に、缶詰にされる前記製品の前記錫内面(7)に対する化学作用により生じる美的衝撃を最小にしながら錫の放出を可能にする。
(もっと読む)
金属ボトル缶
【課題】強度を保持しながら、薄肉化、軽量化とのバランスを図った金属ボトル缶。
【解決手段】先端にカール部2を有する口部1、缶軸に平行なストレート部を有する首部4、テーパー状の肩部5、胴部6及び底部7が一体成形で造られる金属ボトル缶8において、0.48mm〜0.30mmの厚みの元板(肉厚T)を絞りしごき加工して、胴部の直径が40mm〜70mm、首部の直径が20mm〜35mm、首部のストレート部の長さが10mm〜40mm及び肩部の傾斜角が40度〜70度に形成されると共に、前記口部の肉厚Xが0.46mm〜0.33mm及び首部のストレート部の肉厚が0.43mm〜0.30mmに形成されることを特徴とする金属ボトル缶。
(もっと読む)
容器補修装置及び容器補修方法
【課題】スカート部の中心部分に十分な空間が無くてもスカート部を補修することが可能な容器補修装置を提供する。
【解決手段】ビール樽100Aのスカート102、103の変形を補修する容器補修装置1において、正常なビール樽100Aが所定位置に拘束された場合にそのスカート102の外周面が接する位置に固定されたプレス受け部36Aを有する第1プレス部材31Aと、第1プレス部材31Aに支軸34Aを介して揺動自在に取り付けられて一端にプレス受け部36Aに対して開閉されるプレス部37Aが設けられた第2プレス部材32Aと、プレス部37Aをプレス受け部36Aに対して閉じる補修位置とプレス部37Aがプレス受け部36Aに対して開く解放位置との間でプレス部37Aが支軸34A回りに回転移動するように第2プレス部材32Aを駆動する油圧シリンダとを有する第1プレス機構30Aを備えている。
(もっと読む)
41 - 50 / 280
[ Back to top ]