
国際特許分類[B21D51/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347)
国際特許分類[B21D51/26]の下位に属する分類
縦方向の折目にそっての巻締め
円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/26]に分類される特許
61 - 70 / 280
耐食性エアゾール容器の製造方法および二重エアゾール容器の製造方法
【課題】内袋の挿入時に、内袋を変形させずに、皺の発生やクラックの発生等による品質低下を防止した耐食性エアゾール容器の製造方法の提供。
【解決手段】胴部と、その胴部より縮径された首部および/または肩部とを備えた金属容器1と、その内部に挿入される内袋2とからなり、前記内袋2と金属容器1との密着度が高く、金属容器1と内袋2との間にプロペラントが存在しない耐食性エアゾール容器の製造方法であって、胴部と底部とからなる有底筒状の容器1z内に合成樹脂製の内袋2を自動的に容器内に向かって前後する挿入杆または自動的に容器内に向かって吹き込まれるエアーで挿入し、その後、容器1zの開口部に絞り金型4でネッキング加工を施して、容器1zの開口部を内袋2の開口部の外径に合わせて絞り、首部または肩部を形成する。
(もっと読む)
耐流通ピンホール性に優れる缶ボディ用アルミニウム合金板及びその製造方法

【課題】本発明は、圧延時のクラックの発生を抑え、胴切れ発生率を低く抑え、突き刺し強度も高くした缶ボディ用アルミニウム合金板の提供を目的とする。
【解決手段】本発明は、質量%で、Mn0.8〜1.1%、Mg1.3〜1.7%、Si0.25〜0.4%、Fe0.3〜0.55%、Cu0.3〜0.45%、Si+Cu0.6〜0.8%、Cu量≧Si量、残部Alであり、板厚0.240〜0.265mm、素材引張強さ325MPa以下、素材耐力285〜310MPa、素材伸び2.5〜4.5%、ベーキング後素材耐力280MPa以上、素材ベーキング後(AB TS)−(AB YS)が37MPa以上、缶ボディの胴部の引張強さが350〜410MPa、胴部伸びが4.5〜5%、ベーキングによるTSの変化が10MPa以上、ベーキングによるYS変化(H YS−AB YS)が10MPa以下である。
(もっと読む)
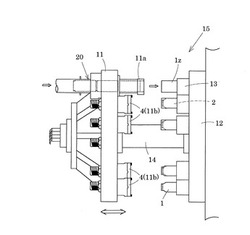
金属容器の製造方法、溝加工ツールおよび金属容器
【課題】胴部から上部に縮径する肩部を介して、縮径した開口部を備えた金属製の容器本体の胴部外周に、複数本の環状溝を形成する金属容器の製造方法を提供する。
【解決手段】円筒状の胴部と、その胴部の下端を閉じる底部と、その胴部の上端から縮径するように延びる首部と、その首部の上端の口部とを備えた金属製の容器本体Cを成形し、前記容器本体Cを胴部の軸を中心にして回転させると共に、外周に複数の環状突起14aを有し、回転自在に支持された成形駒14を前記胴部に当接させて、前記胴部側面に複数の環状溝を形成する金属容器の製造方法。
(もっと読む)
深絞り鉄角缶の多段プレス成型方法および深絞り鉄角缶
【課題】表面性状に優れた深絞り鉄缶の多段プレス成型方法および深絞り鉄缶を提供する。
【解決手段】第1絞り工程以降の全絞り工程において、少なくとも最終絞り工程以外の絞り工程を実質的にしごき加工を施さない多段成型方法とし、第2絞り工程に於ける絞り缶の長辺から短辺に至る各位置の絞り缶の高さ増加率の最大値ΔHmaxを40%以下、各位置のΔHの変動幅を20%以下となるようにし、第3絞り工程以降の全絞り工程において、ΔHmaxを25%以下、前記変動幅を15%以下となるように、ブランク10の形状、各絞り工程毎のポンチ輪郭2、ダイス輪郭1を設定することで、しごき加工を施さなくとも絞り成型を可能とする。
(もっと読む)
金属缶胴の製造方法
【課題】板厚の薄い金属板を素材とする場合でも、適正な形状の角筒型缶胴を効率的に製造することができる金属缶胴の製造方法を提供する。
【解決手段】金属板の円筒体を被成形材とし、断面山形状の加工面を有する外型により、円筒体を内側方向に押圧して側壁部を成形するとともに、先端に断面円弧状の加工面を有する内型により、円筒体を外側方向に押圧して角部を成形する金属缶胴の製造方法であって、外型加工面の開角θ(°)、外型加工面の頂部の曲率半径R(mm)、内型加工面の曲率半径r(mm)、金属板の板厚t(mm)および金属板の降伏強度σ(N/mm2)が特定の関係を満足する条件で、外型と内型による缶胴の成形を行う。
(もっと読む)
缶本体
【課題】缶基体の胴部に、その外周面に対して径方向外方へ突出した凸状のエンボス加工が施された缶本体を提供する。
【解決手段】有底筒状とされた缶本体52であって、胴部には、金属板に絞り加工およびしごき加工を施して形成される缶基体50にエンボス加工を施すことによって、前記缶基体の外周面よりも径方向外方に突出した凸加工部が形成されており、前記凸加工部は、互いに平行な回転軸線を中心に回転可能に支持された第1回転体20および第2回転体21を備え、前記第1回転体20を有底筒状の缶基体50の内側に配置するとともに、前記第2回転体21を該缶基体の外側に配置した後に、前記第1、第2回転体20,21を互いに接近させ、これらの回転体の各外周面により前記缶基体の胴部を挟み込み、この状態で前記第1、第2回転体20,21をこれらの回転軸線回りに回転させることによって形成されている。
(もっと読む)
耐流通ピンホール性に優れる缶ボディ用アルミニウム合金板及びその製造方法
【課題】本発明は、圧延時のクラックの発生を抑え、胴切れ発生率を低く抑え、突き刺し強度も高くした缶ボディ用アルミニウム合金板の提供を目的とする。
【解決手段】本発明は、質量%で、Mn0.8〜1.1%、Mg1.3〜1.7%、Si0.25〜0.45%、Fe0.3〜0.55%、Cu0.25〜0.45%、Si+Cu0.6〜0.8%、残部Alであり、板厚0.240〜0.265mm、素材引張強さ325MPa以下、素材耐力285〜310MPa、素材伸び2.5〜4.5%、ベーキング後耐力280MPa以上、ベーキング後(AB TS)−(AB YS)が35MPa以上、缶ボディの胴部の引張強さが350〜410MPa、胴部伸びが4.5〜5%、ベーキング後の(AB TS)−(H TS)が10MPa以上、ベーキングによるYS変化(H YS−AB YS)が10MPa以下である。
(もっと読む)
2ピース缶の製造方法及び製造装置
【課題】薄肉缶であっても安定して缶底の中央パネルの平坦度を保つことができ、内圧検査特性に優れた2ピース缶を製造することができる2ピース缶の製造方法及び製造装置を提供する。
【解決手段】パンチ2がボトムダイ4に近接移動することにより前記缶底形状を形成する際に、少なくともパンチ2の下死点で、缶底の中央パネル53cの外面を平坦度矯正維持手段であるカウンタダイ18又はクッションパッド37により支えることにより、中央パネルの平坦度を矯正維持して内圧検査特性に優れた缶体を得る。
(もっと読む)
強化した側壁を有する缶端部およびそれを作る装置と方法
【課題】シーミングされた缶端部の側壁の強度が向上するような方法と装置とを提供する。
【解決手段】缶端部10は約12°から15°までの範囲の角度を形成する側壁14を有する。シーミングチャック42がその側壁14に隣接して缶端部10内へ挿入される。シーミングチャック42は上方44および下方壁46を有する。上方壁44は基本的に筒型か、あるいは僅かに負にテーパが付けられている。下方壁46は缶端部10の側壁14の角度と極めて近似した角度で配置されており、かくしてチャック42の上方44および下方側壁46は約162°から168°までの範囲の鈍角を形成する。そのようなチャック42を使用してシーミングされた缶は周方向に延びる折り目において交差し鈍角を形成する概ね真っ直ぐな上方および下方部分からなるセグメント化された、キンク側壁を有する。
(もっと読む)
溶接缶体
【課題】表面処理鋼板の板厚を低減でき、レトルト殺菌処理工程での缶胴部の変形を防止でき、所要の表示や装飾効果等に制限を受けない溶接缶体を提供する。
【解決手段】溶接缶体1は、表面処理鋼板の側縁部を重ね合わせて溶接接合した缶胴部2の両端部に缶蓋3を二重巻締めしてなる。缶胴部2は、51〜53mmの直径の円筒状部4と、46〜51mmの直径で円筒状部4より細径であり缶蓋3が二重巻締めされたネックイン部5とを備える。表面処理鋼板は、0.12〜0.16mmの板厚と、400〜530MPaの降伏応力Ypと、5〜30%の伸びElとを備える。缶胴部1は全長が87〜106mmで、ネックイン部3,3の間に67〜71mmの長さの未加工部を備え、残余を両ネックイン部の長さの合計とする。
(もっと読む)
61 - 70 / 280
[ Back to top ]