
国際特許分類[B21D51/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347)
国際特許分類[B21D51/26]の下位に属する分類
縦方向の折目にそっての巻締め
円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/26]に分類される特許
21 - 30 / 280
金属缶
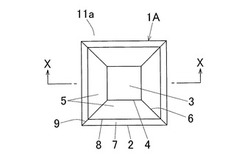
【課題】意匠性の高い金属缶を提供する。
【解決手段】金属缶10の缶胴11の外周面11aに1つ又は複数の単位エンボス模様1Aが設けられている。単位エンボス模様1Aは、単位エンボス模様1Aの外周縁に形成されるとともに単位エンボス模様1Aを区画する最外周折曲線2と、最外周折曲線2の内側の中央部に缶胴11の基準外周面11zと略平行に配置された第1セル面3と、第1セル面3の外周縁に形成された第1折曲線4と、最外周折曲線2の内側における第1折曲線4の外側に、第1セル面3を包囲する状態に第1セル面3の周方向に並んで配置された複数の第2セル面5と、を備える。複数の第2セル面5は、互いに隣接する第2セル面5,5同士が、該両第2セル面5,5間の境界に形成された第2折曲線6を介して互いに異なる方向に傾斜した状態に折曲している。
(もっと読む)
二重エアゾール容器の製造方法、二重エアゾール容器、および、二重エアゾール容器の製造装置

【課題】内袋の挿入時に、内袋の変形、皺の発生及びクラックの発生を防止することにより、内袋の品質低下が生じず、優れた生産性を有し、かつ、製造コストが安価な二重エアゾール容器の製造方法を提供する。
【解決手段】胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器20と、その金属容器20に挿入され、胴部および口部を備えた内袋30とからなり、前記金属容器20と内袋30との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器20を成形した後、所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器20内に内袋20を挿入する、二重エアゾール容器の製造方法。
(もっと読む)
ドラム缶リカール機
【課題】ドラム缶のチャイム部を捲き戻すリカール機で、捲き戻し用の円錐刃の先端を、回動するドラム缶の側壁とチャイム部の折返片との間に押圧進入させ、折返片を切断することなく剥離伸展させるドラム缶リカール機を提供する。
【解決手段】駆動円板にドラム缶を押圧接合させて回転可能にする機構と、円錐刃の装着されたダイスローラを揺動させてチャイム部の折返片の端部とドラム缶の側壁との間に進入させる揺動機構とからなり、円錐刃の刃先端に円錐刃の底面より逃がし角度Xを設け、円錐刃基部の直角からの角度を揺動角度に合わせた角度Qとする面取り加工を施した円錐刃によりチャイム部を剥離伸展させ、チャイム部の折返片を切断せずに再利用可能な状態にドラム缶から分離離脱させるドラム缶リカール機
(もっと読む)
エンボス溶接缶
【課題】 缶胴部に所定の凹模様又は凹凸模様をエンボス加工した場合であっても、適切な位置にエンボス加工が施されることによってパネリング強度の低下が防がれた、パネリング強度の良好なエンボス溶接缶を提供する。
【解決手段】 溶接部分を基準とした円周方向への特定の角度の範囲内となる位置にエンボス加工を施すことによって、エンボス形成による溶接缶のパネリング強度の低下を効果的に抑えることができ、パネリング強度の良好なエンボス溶接缶が得られる。
(もっと読む)
スウェージング装置
【課題】本発明の一側面は、駆動部のロッドと従動部のコレットとの間で設定値を超えた荷重を吸収して、スウェージング工程を円滑にするウェージング装置を提供する。
【解決手段】本発明の一実施形態に係るスウェージング装置は、直線からテーパ状態に拡張された開口を有するカンに電極組立体を挿入した後、前記開口を直線に狭めるカンスウェージング工程に使用されるコレットハウジング、前記コレットハウジングで軸方向に投入される前記カンの前記開口をスウェージングするコレット、前記コレットハウジングに内蔵されて、前記コレットに前記軸方向に連結される緩衝部、及び前記コレットの反対側で前記緩衝部に前記軸方向に連結されて、スウェージング荷重を伝達するロッドを含む。
(もっと読む)
缶の加工装置及び加工方法
【課題】缶体の開口端部付近に付着しているヒューム等の異物を未然に除去し、後のネッキング工程における加工不良を低減させて、生産性を向上させることができる缶の加工装置及び加工方法を提供する。
【解決手段】清掃装置とネッキング装置とを備える缶の加工装置であって、清掃装置は、缶体1の底面を支持するパッド11と、缶体1の開口端部を出し入れ自在に挿入する環状清掃部材12とが、軸線方向に沿って離間接近する方向に対向配置され、環状清掃部材12は、ハウジング13内に円周方向に均等に並ぶ複数の駒体14が半径方向に移動可能に収納されるとともに、ハウジング13と駒体14との間に、駒体14を半径方向内方に付勢する弾性部材15が設けられており、駒体14が形成する円周の内径が、缶体1の開口端部の外径よりも小さく形成されている。
(もっと読む)
ステンレス鋼製角筒容器の製造方法およびその製造装置。
【課題】ステンレス鋼製角筒容器を高生産能率かつ低コストで製造する。
【解決手段】プレス機10−1〜10−Nと変形加工機50と焼鈍炉30とトリム機40とをこの順序で配置し、A工程(ステンレス鋼製材料に複数段のプレス絞り加工を順番に施して未完角筒容器を成形する。)、B工程(プレス絞り加工後の未完角筒容器の製品外フランジ部に変形部を成形する。)、C工程(製品外フランジ部を残したままの未完角筒容器全体に焼鈍処理を施す。)およびD工程(焼鈍処理後の未完角筒容器から製品外フランジ部をトリム加工して完成角筒容器を製造する。)をこの順で実行してステンレス鋼製完成角筒容器を製造する。
(もっと読む)
ステンレス鋼製角筒容器の製造方法およびその製造装置
【課題】ステンレス鋼製角筒容器を高生産能率かつ低製造コストで生産する。
【解決手段】A工程(ステンレス鋼製材料に複数段のプレス絞り加工を順番に施して未完角筒容器を成形する。)、B工程(最終段のプレス絞り加工中に未完角筒容器を構成する容器本体と一体でかつ上部開口縁直辺から外側に広がる製品外フランジ部に折曲部を成形する。)、C工程(該折曲部が成形された製品外フランジ部を残したままの状態で当該未完角筒容器全体に焼鈍処理を施す。)およびD工程(焼鈍処理後の未完角筒容器から製品外フランジ部をトリム加工して完成角筒容器を製造する。)をこの順で実行する。
(もっと読む)
クロス加工装置
【課題】クロス加工時の加工反力によるガタの発生を防止することが可能なクロス加工装置の提供を目的とする。
【解決手段】本発明のクロス加工装置10は、メイン加圧部材200と搬送方向スライダ220とに設けられて互いに面当接し、それらメイン加圧部材200及び搬送方向スライダ220の直動方向に対して共に傾斜し、メイン加圧部材200が加工ステージS2側に前進したときに互いに摺接して搬送方向スライダ220をワーク搬送方向Xの一方側に直動させることで切刃をワークに押し付ける1対の第1摺接斜面201,225を備えている。ワークに対してトリミング加工を行う場合に、メイン加圧部材200の動力を直接、搬送方向スライダ220に伝達することができかつ、第1摺接斜面201,225同士が面当接するので、加工反力の集中を緩和してガタの発生を防止することができる。
(もっと読む)
ネッキングされた容器を製造する方法
【課題】アルミニウムボトルの製造において、ネッキングダイの必要数を少なくし、製造コストを低減する。
【解決手段】各ネッキングダイは、少なくとも一部分が非ポリッシュのネッキング表面10と、該ネッキング表面に続くレリーフで非ポリッシュのレリーフ20とを含んでいる。
(もっと読む)
21 - 30 / 280
[ Back to top ]