
国際特許分類[B21D51/26]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 缶または錫缶;これの永久的な密封 (347)
国際特許分類[B21D51/26]の下位に属する分類
縦方向の折目にそっての巻締め
円周状の折目にそっての巻締め (67)
国際特許分類[B21D51/26]に分類される特許
51 - 60 / 280
金属缶体溶接継目部内面の補修方法
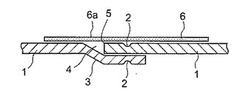
【課題】テープ補修部の耐久性及び経時での耐食性を改善する金属缶体バタフライ溶接継目部内面の補修方法を提供する。
【解決手段】金属缶体用溶接缶胴の溶接継目部内面及びその周縁の防食前処理金属面に補修テープ6を熱融着する工程よりなる連続的金属缶体溶接継目部内面の補修方法であって、該溶接缶胴がオーバーラップシームによるバタフライ溶接で接合されており、該溶接缶胴の溶接継目部内面及びその周縁に鋼板の厚み分の折り曲げ加工を施して、バタフライ溶接接合により該溶接継目部内面及びその周縁に形成される段差をなくし、補修テープの未融着部6aの未融着幅を折り曲げ加工前の30〜60%の範囲に低減させることを特徴とする金属缶体溶接継目部内面の補修方法。
(もっと読む)
角形状缶

【課題】コーナー部分での荷重(偏荷重)に対する耐久性を更に向上させた構造となる角形状缶を提供することである。
【解決手段】略四角形状の筒体となる鋼板にて形成された胴部10の解放する両端それぞれに端板20a、20bを接合し、当該胴部10の各コーナー部18に縦方向に延びる補強ビード15a、15bが形成された角形状缶100であって、前記胴部10を形成する前記鋼板の調質度がT−5である構成となる。各コーナー部18に形成された補強ビード15a、15bと鋼板の硬さ(T−5)とが相俟って、比較的薄い鋼板にて形成される胴部10のコーナー部18での強度の改善が有効に図られる。
(もっと読む)
ボンベの製造方法およびこのボンベを用いた噴出装置
【課題】材料に比較的強固で軽量なステンレス鋼材を用いることによって、軽量で耐圧性を高めたボンベの製造方法を提供する。
【解決手段】成形体形成工程の深絞り加工(b−2)の後に鋭敏化熱処理工程(c)を施すことにより、深絞り加工により形成されたボンベ本体に生じる残留応力を緩和してボンベ本体の応力割れを抑制することができる。製造されたボンベ本体11に固溶化熱処理工程(g)を施してマルテンサイト相をオーステナイト相に逆変態させることにより、当該ボンベ本体11の磁性除去・腐食性抑制・残留応力除去を図る。
(もっと読む)
Niめっき鋼板の溶接方法
【課題】溶接缶用のNiめっき鋼板の接合を高品質かつ安定して行う溶接方法。
【解決手段】Niめっきを片面に200mg/m2〜1000mg/m2施し、次いで、クロメート皮膜を金属Cr換算で2mg/m2〜10mg/m2施した、板厚0.10mm〜0.19mmの鋼板を、55mpm〜140mpmの溶接ワイヤー速度で溶接する際に、溶接ヘッドの出側コンベアを増速することにより、1缶内での溶接速度が缶の先端から後端にかけて増速し、缶の後端の溶接速度が缶の先端の溶接速度に比べて0.5%〜3%増速することを特徴とするNiめっき鋼板の溶接方法。
(もっと読む)
金属製容器の製造方法及びその内側成形ロール
【課題】金属製容器の胴部側壁のビード部及び/又はネック部近傍に生じる凸状変形を防止し、或いは低減し、容器同士の衝突・接触時の胴部側壁の凹みや塗膜・印刷膜削れを防止する金属製容器の製造方法及びその内側成形ロールを提供することにある。
【解決手段】側面に環状凹部41を有する内側成形ロール40と、側面に環状凸部を有する外側成形ロールを、金属製容器の胴部の内部と外部にそれぞれ配置し、該内側成形ロール40の環状凹部開始点Sから該内側成形ロール40の環状凹部41に向かう側壁の曲率が一定でなく、滑らかに増加して連続する曲線から成るR部とし、該内側成形ロール40と該外側成形ロールによって、金属製容器の胴部にビード部及び/又はネック部を成形する。
(もっと読む)
スチール缶のネックイン成形法
【課題】飲料・食品用途或いはエアゾール用途等に用いられているスチール缶をネックイン成形する際にしわを発生することなく成形を可能とするネックイン成形法を提供する。
【解決手段】ネッキングダイ1と中心軸を一致させて配置される柱状ダイ2とを使用し、円筒スチール缶を縮径率Rdが6%以上8%以下でネックイン成形する方法において、ネッキングダイの成形開始点3から成形終了点4までを2つの円弧で外接して繋ぎ、成形開始点側の円弧の半径R1を0.049Din≦R1≦0.062Dinとし、半径がR1の円弧の領域角θ1を56°≦θ1≦62°とするスチール缶のネックイン成形法。但し、上記Rdは下記の関係式を満たす。
ここで、Din:ネックイン成形前の缶外径 (mm)Dout:ネックイン成形後の缶外径 (mm)
(もっと読む)
ネッキング缶の製造装置
本発明のネッキング缶の製造装置は、ドローイングが完了された缶の入口を加工するネッキング缶の製造装置において、プレス下板と、前記プレス下板に対して上下に直線運動するように設置されるプレス上板と、前記プレス下板に形成されるガイドと、前記ガイドに移送されるように設置される多数のホルダーと、前記プレス上板に設置される多数の金型と、で構成される成形部と、前記ガイドに沿ってホルダーを移送させる移送手段と、前記プレス上板を駆動させる駆動手段と、を含むことを特徴とする。これによって、ドローイングが完了された缶を多数のシリンダーにより直線移送させて高速で加工することができる。 (もっと読む)
容器、選択的に成形されたカップ、ツーリング及びそれらを製造する方法
【解決手段】飲料又は食品を提供することができる容器であって、第1壁部と、第2壁部と、第1壁部と第2壁部の間に延在する底部とを含む。底部の材料は、第1側部と第2側部に対して伸ばされて、ドームのような予め選択された薄い外形に成形される。ドーム又はその周囲の容器の材料は、ほぼ均一な厚さである。材料のブランクから成形される容器は、成形前にベースゲージを有する。成形後、ドーム又はその周囲の容器の材料はベースゲージよりも薄い。材料のブランクを選択的に容器に形成するツーリングと方法も開示される。 (もっと読む)
プレス機械及びその制御装置
【課題】第一の金型群を搭載しこの第一の金型群を所定角度ずつ回転させる回転プレートと、回転プレートに向かって往復移動する第二の金型群を搭載したプレートとを備え、第一の金型群と第二の金型群とを用いて素材からワークを成型するプレス機械において、機械構造を簡単化し、機械の信頼性向上、小トルク作動化、複数作動化、制御の柔軟化、低消費電力化を可能にする。
【解決手段】第一の金型2群を搭載しこの第一の金型2群を所定角度ずつ回転させる回転プレート1に向かって往復移動する第二の金型5群の内、作動させる金型を実装したスライドの番号を設定する駆動ブロック番号設定手段、第二の金型2群の各金型をそれぞれ独立にサーボモータにより駆動する駆動機構及びこの駆動機構をサーボ制御する制御装置を設け、第二の金型5群については駆動ブロック番号設定手段で設定された番号の金型のみを作動させるようにした。
(もっと読む)
耐食性エアゾール容器の製造方法、耐食性エアゾール容器およびエアゾール容器の製造装置
【課題】内袋と金属容器との密着度が高く、金属容器と内袋との間にプロペラントが存在しない耐食性エアゾール容器の製造方法において、内袋の挿入時に、内袋を変形させずに、皺の発生やクラックの発生等による品質低下を防止する。
【解決手段】胴部と、その胴部より縮径された首部および/または肩部とを備えた金属容器1と、その内部に挿入される内袋2とからなり、前記胴部と底部とからなる有底筒状の容器1z内に合成樹脂製の内袋2を自動的に容器内に向かって前後する挿入杆で挿入し、その後、容器1zの開口部に絞り金型4でネッキング加工を施して、容器1zの開口部を内袋2の開口部の外径に合わせて絞り、首部または肩部を形成する。
(もっと読む)
51 - 60 / 280
[ Back to top ]