
国際特許分類[B22C9/00]の内容
国際特許分類[B22C9/00]の下位に属する分類
形状体鋳造品用砂型または類似の鋳型 (407)
形状体鋳造品用永久鋳型 (739)
溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
中子;中子の製作または取付け (324)
鋳型または中子の処理,例.乾燥,硬化 (72)
仕上げ (2)
重ね鋳型,即ち多数の鋳型または鋳枠の配列 (6)
特殊形状体鋳物用鋳型 (382)
国際特許分類[B22C9/00]に分類される特許
171 - 180 / 190
鋳造成形品の中子折れ検査方法
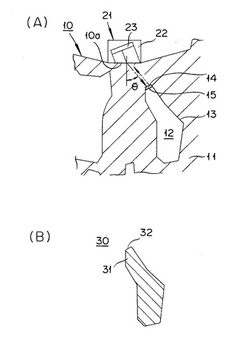
【課題】 中子の折れを正確に検出することが可能な、鋳造成形品の中子折れ検査方法を提供する。
【解決手段】 鋳造成形品の中子折れ検査方法は、鋳造本体部11と、肉厚が他の部位に比べて薄い薄肉部31を含む中子30を用いて鋳造本体部内に形成されるウォータジャケット12(中空部)とを備えるエンジンシリンダヘッド10(鋳造成形品)を準備するステップ、鋳造本体部とウォータジャケットとの間の境界面13のうち検査対象となる検査面14に向けて探触子21から超音波を送信するステップ、検査面において反射した超音波を探触子により受信するステップ、受信した超音波に基づいて中子の折れを検出するステップ、を有する。エンジンシリンダヘッドを準備するステップにおいては、薄肉部の先端に断面平面形状を有する平坦部32を設けた中子を使用し、検査面を平坦部によって平面形状に成形する。
(もっと読む)
鋳造方法

【課題】
比較的細く長い穴を有する製品を鋳造により成形する場合に、該穴を形成するための切削加工が必要なく、さらに穴形状の精度を確保するための加工も必要ない鋳造方法を提供する。
【解決手段】
金型6のキャビティ9内に配置される鋳抜きピン10として、該鋳抜きピン10の中子部3の外周面3bに、変形可能なシリコンゴム被膜11が形成されているものを使用する。
(もっと読む)
X線検査装置、X線検査方法およびX線検査プログラム
【課題】 自動車の部品として使用される鋳造製品など、比較的大きな製品において高精度に欠陥を検出することが困難であった。
【解決手段】 鋳造製品の欠陥を検出するにあたり、X線を鋳造製品に照射し、上記鋳造製品を透過した透過X線を検出し、同検出された透過X線に基づいて上記鋳造製品が無欠陥である場合の透過X線を算出し、上記検出された透過X線と上記算出された無欠陥である場合の透過X線とを比較して上記鋳造製品の欠陥を検出する。
(もっと読む)
ダイカストマシンとその運転方法
【課題】 ダイカストマシンの金型装置(固定主型)に生じる歪みを精度高く測定して、型締め時に異物をかみ込んだ場合でも、金型装置に塑性変形が生じるのを完全に回避する。
【解決手段】 可動型と固定主型とからなる金型装置Aと、可動型を固定主型に向けて移動して型締めを行う型締め装置と、型締めされた金型装置のキャビティ空間に溶融金属あるいは溶融樹脂を圧入する射出装置とを備えたダイカストマシンにおいて、固定主型15に歪みゲージ47を装着する。その信号を制御装置49に送り、歪み量が弾性限界以下である設定値(A)を超えたときに、制御装置49は型締め装置の作動を停止する信号を発する。
(もっと読む)
金型用移動中子
【課題】移動中子を分割構成とするとともに、さらに、キャビティの内外を連通する通気路を通じてキャビティの気体排出を行い、溶湯の速やかな充填と、製品への気泡の混入を防止することの可能な、移動中子の構造について提案する。
【解決手段】金型に取り付けられ、金型とともにキャビティ16を画成するためキャビティ16内へ進退自在とされる移動中子15を、溶湯に接触し製品を形作る入子部19と、該入子部19を支持するホルダ部20とで構成した。そして、入子部19を、ホルダ部20に対して相対位置固定された固定入子19Aと、ホルダ部20に対して相対位置可動とされた可動入子19Bとに分割構成し、移動中子15内部にキャビティ16の内外を連通させる通気路を形成した。通気路は、固定入子19Aと可動入子19Bとの間隙と、固定入子19Aの内部と、ホルダ部20内部とを連通して形成した。
(もっと読む)
ガス抜き装置の金型構造及びガス抜き方法
【課題】 弁頭と弁座との間に溶湯の差込みが生ずることを防止し、バリの発生を防止するガス抜き装置の金型構造の提供。
【解決手段】 可動金型20を構成する可動金型側張り板21に対向する固定金型10のガス抜き装置本体12の位置には、流入規制部33が設けられている。流入規制部33は、弁頭32に対向するガス抜き路1aの位置の近傍であって溶湯が流入する位置に、弁座31側から壁部21B側へ向けて突出して設けられており、可動金型側張り板21に対向する固定金型側張り板11の分割面11Aに垂直な面で切った断面は略三角形状をなす。弁頭32が弁座31に当接した状態で、ガス抜き路1aに流入してきた溶湯が弁頭32の周縁部32Aに直接衝突することを阻止する。
(もっと読む)
疑似鋳造方案及び鋳造方案、これらの作製方法、装置、プログラム
【課題】 作製時間を大幅に短縮した疑似鋳造方案及び鋳造方案、それらの作製方法、装置、プログラムを提供する。
【解決手段】
鋳造製品1の三次元形状(データ)に基づいて、模型方案2と疑似鋳造方案3とを作製した後、模型方案2と疑似鋳造方案3とから鋳造方案5を作製する。
(もっと読む)
溶湯圧力測定方法
【課題】動作不良や破損を起こすことがなく、測定精度が良いダイカストキャビティ内の溶湯圧力測定方法を提供する。
【解決手段】試験片を鋳造するための試験用鋳型2と、該試験用鋳型のキャビティ面に作用する溶湯の圧力を検出する圧力センサ4と、外部から該試験用鋳型のキャビティ面に超音波を照射するとともに該超音波の反射波を検出する第一の超音波センサ5と、を具備する試験片鋳造装置1を用いて、該圧力センサにより検出される溶湯の圧力と、該第一の超音波センサにより検出される反射波と、の関係を予め求め、該関係と、第二の超音波センサ25が外部から鋳造製品を鋳造するための製品用鋳型22のキャビティ面に照射した超音波の反射波と、に基づいて、該製品用鋳型のダイカストキャビティ内の溶湯圧力を測定する。
(もっと読む)
鋳造用金型
【課題】キャビティ及び方案部の双方の空気を迅速且つ確実に排気、減圧し、溶湯に対する空気の巻き込みを低減する。
【解決手段】鋳造用金型10は、キャビティ30及び方案部としての第1湯道36、第2湯道38及び第3湯道44等の減圧を行うためのエジェクタ50と、キャビティ30とエジェクタ50とを連通する第1減圧通路52と、第2湯道38とエジェクタ50とを連通する第2減圧通路54とを有する。第1減圧通路52及び第2減圧通路54は、それぞれキャビティ30及び第2湯道38における溶湯の最終充填部に設けられている。第1減圧通路52の冷却部56及び第2減圧通路54の冷却部58には、外表面が波形形状の放熱フィン59が設けられている。
(もっと読む)
鋳造用金型
【課題】 肉厚が不均一な鋳造製品の成型に使用する鋳造用金型において、製品キャビティに溶湯(溶融金属)を鋳込んだ際に、凝固が均一となり、高品質の鋳造製品を得ることのできる鋳造用金型を提供することを目的とする。
【解決手段】 肉厚が不均一な鋳造製品の鋳込みに使用する鋳造用金型であって、少なくとも固定金型側1Aのキャビティ2背面に複数の流路3が設けられており、前記流路3のうち、肉厚の薄い製品キャビティ背面側の流路に、肉厚の厚い製品キャビティ背面側の流路よりも高い温度の流体が循環せしめられていると共に、肉厚の薄い製品キャビティと肉厚の厚い製品キャビティとの間のキャビティ背面に、又は、肉厚の薄い製品キャビティと肉厚の厚い製品キャビティとの間のキャビティ背面から前記複数の流路の間にかけて、熱遮蔽部6が配置されていることを特徴とする鋳造用金型を提供する。
(もっと読む)
171 - 180 / 190
[ Back to top ]