
国際特許分類[B22C9/00]の内容
国際特許分類[B22C9/00]の下位に属する分類
形状体鋳造品用砂型または類似の鋳型 (407)
形状体鋳造品用永久鋳型 (739)
溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
中子;中子の製作または取付け (324)
鋳型または中子の処理,例.乾燥,硬化 (72)
仕上げ (2)
重ね鋳型,即ち多数の鋳型または鋳枠の配列 (6)
特殊形状体鋳物用鋳型 (382)
国際特許分類[B22C9/00]に分類される特許
111 - 120 / 190
鋳造方法及びダイカストマシン
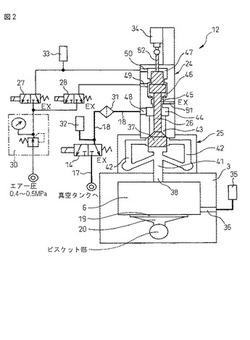
【課題】高真空での鋳造方法において、型内の真空度の達成状況と射出動作との関係を管理して、鋳造製品の安定した量産の継続を可能にする。
【解決手段】鋳造方法は、空鋳込み時において、製品部(6)に直接的に流体連絡して型内真空度を計測可能な型内真空度計測センサー(35)により計測する型内真空度と、製品部(6)からガスを排出する流路(17,18)において金型(2,3)付近に設けられた、真空バルブ(12)の下流側に設置されて流路真空度を計測可能な真空度計測センサー(32)により計測する流路真空度とにより、流路真空度を型内真空度に実質的に一致するように補正する補正手順と;実鋳造時において、通路(36)を遮蔽して、真空度計測センサーにより流路真空度を計測する計測手順において、真空度計測センサーで計測された流路真空度を、補正手順により補正して管理する管理手順とを具備する。
(もっと読む)
ホルダー検査治具

【課題】ホルダーの変形度合を現場で簡単にかつ精度良く検査でき、ホルダーの寿命を迅速かつ正確に判断することができるホルダー検査治具を提供すること。
【解決手段】中央に円形の開口部を有する下板2と、この下板2の上方に間隔をあけて取り付けられた上板3とを備え、下板2の前記開口部の周縁には、この開口部の半径外方向に切り欠いた切り欠き部を前記開口部の円周方向に間隔をあけて複数設け、下板2の上面側であって前記切り欠き部間には、円周方向に傾斜する傾斜面2cを形成し、上板3には、下板の傾斜面2cに対向する位置に突起部3aを設けた。このホルダー検査治具1の各部の寸法及び形状は、検査対象のホルダーの設計寸法を基準として、この設計寸法からの寸法ずれの許容範囲を示す許容寸法を加味して決定される。
(もっと読む)
鋳造用金型装置及び鋳造方法
【課題】可動金型間の押湯部空間部に左右一対の保温部材を配設した鋳造用金型において、保温部材の型締め時に石膏型上面へのカス落ちによる不具合を減少させ、更に保温部材の耐寿命を向上させることが出来る鋳造用金型装置及び鋳造方法を提供する。
【解決手段】石膏型2と可動金型5a,5bとで区画された製品部Qのキャビティ9上には押湯部の押湯部空間部10が設けられ、この一対の可動金型5a,5b間の押湯部空間部10に、油圧シリンダーまたは駆動モータ等の開閉駆動装置11を備えた左右一対のスライド可能な保温部材12a,12bが配設されている。左右一対の保温部材12a,12bは、セラミック繊維または黒鉛を素材として平断面コ字状に形成され、この保温部材12a,12bの当接面12xは、凹面が相対向する向きに配設されている。
(もっと読む)
下注造塊用の注入管
【課題】 シール用の不活性ガスを使用する溶鋼の下注造塊手段において、注入管内で巻込んだシール用のガスの気泡の鋳型内への流入を低減し、鋳型内の溶鋼の表面の大きな揺らぎを防止することによって、鋼塊の表面肌の悪化や鋳型内で溶鋼の表面を覆っている被覆材の巻込みを防止できる装置を提供する
【解決手段】 下注造塊用の鋳型への注入管1を内部に縦方向の仕切り3を設けて下降流部4とガス抜き部5に分割し、下降流部4の下部に水平流動部6を設けてガス抜き部5に開口すると共に、注入管1のガス抜き部5の上端部を開口部7として下降流部4の上部に開口した下注造塊用の鋳型への注入管1である。
(もっと読む)
鋳型及び鋳型内観察方法
【課題】X線を照射して、鋳造時、溶湯内の微小な欠陥の挙動を観察することのできる鋳型及び鋳型内観察方法を提供する。
【解決手段】本鋳型5aは、X線が照射される部位9の、鋳型5aの対向する壁部6、6のそれぞれに、X線透過に優れたX線透過材7a、7aを配設しているので、X線を鋳型5aのX線透過材7a、7aが配置された部位9に照射すると、溶湯内の引け巣等の微小な欠陥の挙動を観察することができる。
(もっと読む)
ダイカスト装置およびダイカスト方法
【課題】金型のキャビティ、特にキャビティに連通する連通孔に侵入した離型剤に由来する水分に起因するダイカスト品の品質低下を防止することが可能なダイカスト装置およびダイカスト方法を提供する。
【解決手段】ダイカスト装置1に、金型2と、金型2のキャビティ5を減圧する排気ポンプ6と、金型2のキャビティ5に連通する連通孔3a・4a・4b・4c・4dにそれぞれ貫装される鋳抜きピン12および押し出しピン14・15・16・17と、鋳抜きピン12および押し出しピン14・15・16・17と金型2との間の電気抵抗をそれぞれ測定する抵抗測定器19a・19b・19c・19d・19eと、を具備した。
(もっと読む)
鋳型の強度評価方法
【課題】 鋳型造型用の鋳物砂と粘結剤との混練条件と鋳型の強度との相関性に基づいて、適切な混練条件を効率よく設定可能とする方法を提供することを課題とする。
【解決手段】 鋳物砂に代わるセラミック球粒子と粘結剤とを混練し、硬化させて作成した混練物について、前記各セラミック球粒子の粘結剤による接触点数と各接触点における接触距離とを計測し、混練度を示すパラメータとして接触点数と接触距離の平均値と接触距離のばらつき量とを求め、これらのパラメータと混練物の強度との相関式を重回帰分析手法を用いて求めると共に、評価対象の混練物について、前記接触点数、接触距離の平均値及び接触距離のばらつき量を求め、これを前記相関式に代入して該評価対象混練物の強度を評価する。
(もっと読む)
ダイカスト鋳造装置、スリーブ、チルベントおよびダイカスト鋳造方法
【課題】低コストの設備で、金属溶湯へのガスや空気の混入による製品不良の発生を抑制し、歩留まりを向上させることができるスリーブを提供すること。
【解決手段】本発明に係るスリーブは、金属溶湯80が注入される溶湯注入口22と、先端に開口し金属溶湯80を押し出す溶湯押出口23とを有するスリーブ本体21の内部空間28を構成する内壁面27の一部に、溶湯注入口22に通じるガス抜き溝25が刻設される。
(もっと読む)
鋳物を鋳造する鋳型および該鋳型の使用方法
【課題】 少なくとも1つの局部的に厳格に限定されたセクションに、鋳物の残部とは異なったミクロ組織が形成された鋳物を、簡単な方法で作ることを可能にする鋳型を提供することにある。
【解決手段】 本発明は、鋳物砂から作られた鋳型部品1、2、3と、鋳造中子4、5、6、7とを有し、該鋳造中子4、5、6、7の少なくとも1つは鋳物中に空間を形成するためのものである、燃焼エンジン用エンジンブロックを鋳造する鋳型、および該鋳型の使用方法に関する。本発明による鋳型は、少なくとも局部的に閉じ込められた部分が、残部とは異なるミクロ組織をもつように形成される鋳物を簡単な方法で作ることができる。これは、鋳造中子4、5、6、7の一部がチル9により形成され、該チル9は、鋳造中子4、5、6、7の他のセクション8を形成する材料の熱伝導率より多数倍高い熱伝導率をもつ、鋳物砂からなる材料から製造されていることにより達成される。
(もっと読む)
ガスタービンエンジンの構成要素を形成する方法およびその構成要素
【課題】測定が困難なエアファイル内の特定の場所の壁厚を検査できるようにするガスタービンエンジンの構成要素を形成する方法を提供する。
【解決手段】鋳造技術を利用して、ガスタービンエンジンのエアフォイル22内に冷却チャネル24を形成する。冷却チャネル24は、溶融中子モールドプラグ124によって形成され、そのモールドプラグ124は、金属がその周りに鋳造された後に溶出される。モールドプラグ124の少なくとも1つは、エアフォイル22内に延びる円錐部130を設けている。円錐部130は、エアフォイル22の壁26に開口部133を形成し、この開口部133の寸法は壁26の厚さを表す。この寸法を期待値寸法と比較することにより、その他の方法で壁26を測定するのが困難である場所において、壁26が許容できる厚さとなっているかどうかを判断することができる。
(もっと読む)
111 - 120 / 190
[ Back to top ]