
国際特許分類[B22C9/00]の内容
国際特許分類[B22C9/00]の下位に属する分類
形状体鋳造品用砂型または類似の鋳型 (407)
形状体鋳造品用永久鋳型 (739)
溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
中子;中子の製作または取付け (324)
鋳型または中子の処理,例.乾燥,硬化 (72)
仕上げ (2)
重ね鋳型,即ち多数の鋳型または鋳枠の配列 (6)
特殊形状体鋳物用鋳型 (382)
国際特許分類[B22C9/00]に分類される特許
121 - 130 / 190
鋳物砂の再生方法
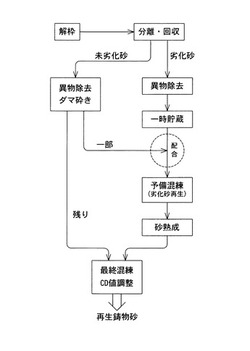
【課題】従来よりも短い時間で使用済みの鋳物砂を十分な粘結力を持った鋳物砂に再生することが可能な鋳物砂の再生方法を提供する。
【解決手段】先ず、注湯後の砂鋳型を解枠する際に得られる使用済みの鋳物砂を劣化砂と未劣化砂とに分離し別々に回収する。次に、分離回収した劣化砂に対し、水、粘結剤および分離回収した未劣化砂の一部を添加し、これらを混練して劣化砂を再生する。最後に、再生した劣化砂と前記分離回収した未劣化砂の残りとを混合し、その混合砂の性状を整える。こうして、使用済みの鋳物砂のほぼ全量を再使用可能な状態に再生する。
(もっと読む)
渦電流センサのプローブ

【課題】例えば、渦電流センサのプローブを設置した金型の設置孔が熱により縮径するなど、コイルを格納するケースに該コイルの検出方向以外から加わる負荷に起因する割れが生じ難いプローブの構造を提案する。
【解決手段】コイルケース25で覆われたコイル22を備え、金型10に設けられた設置孔12に挿設されて該金型10のキャビティ11に充填される溶湯の流れを検出するために用いられる渦電流センサのプローブ20であって、前記コイルケース25のうち、前記金型10のキャビティ11に露出する部分がセラミック材料で構成され、前記設置孔12と対峙する部分を、溶湯に対して低反応であり、溶湯温度よりも融点が高く、且つ、金型構成材料よりもヤング率が低い材料で構成する。
(もっと読む)
塗膜判定装置及び塗膜判定方法
【課題】被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供する。
【解決手段】塗膜判定装置は、第1及び第2光学センサーと、各光学センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置では、塗布処理前後での第1または第2光学センサーの反射光強度の差A1またはA2が所定の基準値以下である場合には、塗布処理前での第1光学センサーと第2光学センサーとの反射光強度の差B1と、塗布処理後での第1光学センサーと第2光学センサーとの反射光強度の差B2とを比較して、金型の表面に塗膜が形成されたか否かを判定するので、金型の表面粗さが悪化した場合でも、表面に塗膜が形成されたか否かを正確に判定することのできる。
(もっと読む)
金属鋳造部品用の一体型の温度調整可能な消失模型鋳型と、この鋳型を製造する方法
本発明は、硬化した鋳型材料からなる金属鋳造部品用の一体型の消失模型鋳型(4)に関する。前記鋳型材料はキャビティを包んで、そして鋳型材料に埋め込まれた金属製冷媒流路(6)を少なくとも1本備え、この冷媒流路が冷媒を導く。この鋳型の場合、少なくとも1本の金属製冷媒流路(6)の外側部分が、キャビティ側を鋳型材料で被覆されず、そして/またはごくわずかだけ被覆されている。  (もっと読む)
(もっと読む)
鋳造方法および鋳造装置
【課題】長尺状のワークを起立させかつ複数並列配置した状態で一つの鋳造型を用いて鋳造する際に、焼き付きなどの鋳造不良を防止する。
【解決手段】エンジンのカムシャフト3を起立させかつ複数並列配置した状態で一つの鋳造型1を用いて鋳造する。鋳造型1のカムシャフト3を成形する複数のキャビティ5の並列配置方向一端側の上部に溶湯注入口となるスワール11を設ける。スワール11は、スプール15などを経て湯道7に連通し、湯道7に各キャビティ5の上端が連通する。湯道7のスワール11と反対側の端部の上部にガス抜き穴23を設け、このガス抜き穴23がスワール11側よりも鉛直方向上方となるよう鋳造型1を傾けた状態で、スワール11から溶湯を注入して鋳造する。
(もっと読む)
鋳造部品特性推定装置
【課題】実測することなく、鋳造部品の各部位の応力−ひずみ特性を推定可能な技術を提供する。
【解決手段】本発明の鋳造部品特性推定装置は、鋳造部品の各部位の応力−ひずみ特性を推定する装置であって、前記鋳造部品の材料に関する凝固時間と機械的特性の相関を表す相関データを記憶する記憶手段と、前記鋳造部品の形状モデルから各部位の凝固時間を推定する凝固時間推定手段と、前記推定された凝固時間と前記相関データとから各部位の機械的特性の値を算出し、その算出値に基づいて各部位の応力−ひずみ特性を推定する特性推定手段と、を備える。
(もっと読む)
鋳型キャビティ面の計測方法およびその記憶媒体
【課題】鋳型キャビティ面全体を比較的短い時間で計測することが可能な方法を提供する。
【解決手段】基準位置計測用カメラによる鋳型キャビティ面画像を用いて三次元座標を構成し、CADデータによって生成された鋳型キャビティ面のワイヤフレームモデルを回転および平行移動させて、鋳型キャビティ面画像と同じ位置に仮想的に配置し、底面部あるいは側面部の1個の計測対象点Pをステレオ計測用カメラによって撮影して、計測対象点Pのステレオ画像上の周辺小領域から一対の画像パターンを抽出し、一対の画像パターンのうち一方を参照画像パターン、他方を比較画像パターンとしてパターンマッチング処理して真の対応点を見出し、計測対象点Pに相当する実際の鋳型キャビティ面の三次元座標を復元する工程を多数繰り返して計測対象点Pの多数個の三次元座標を計測し、計測対象点Pの多数個の三次元座標を基に面を復元して鋳型キャビティ面画像を生成し、評価する。
(もっと読む)
鋳型検査方法および鋳型検査装置
【課題】 鋳型の衝合面に生じた隙間を、鋳型を傷つけることなく確実かつ迅速に検査することができる。
【解決手段】
互いに気密的に衝合されて、上型61と下型62を衝合して構成された鋳型6を収納し鋳型衝合面6aを含む外周に外気から遮断された第1空間S1を形成する一対の容器形成部材1,2を備える。容器形成部材2には、下型62の外側面のに開口する湯口622を囲んで外側面の少なくとも一方に気密的に当接して、湯口622に臨みかつ外気および第1空間S1から遮断された第2空間S2を形成するシール部材32を設け、かつ容器形成部材1に、第1空間S1と第2空間S2の間に空気を流通させる排気装置56を、容器形成部材2に、空気の流量に応じて変化する流速を検出する風速計51を設ける。
(もっと読む)
鋳型内の湯流れ検知装置及びその検知方法
【課題】鋳型内の湯流れ検知装置の寿命を延ばすと共に、キャビティ全体の溶湯の流れ状態を正確に把握することにより、成形条件の最適化を図る。
【解決手段】鋳造時に、対面する鋳型の壁12、14に、一直線上に穿孔された貫通孔12a、14aを通過するレーザ光Lが、センサ18によって検出されている間は、キャビティの当該検出位置には何らレーザ光を遮るものは無く、よって、キャビティの当該検出位置に溶湯Mが到達していないことが把握される。一方、図1(b)に示されるように、溶湯Mによってレーザ光Lが遮断され、レーザ光Lがセンサ18によって検知されなくなった時点で、キャビティの当該位置に溶湯Mが到達したことが把握される。金型のキャビティ面に溶湯Mが接触している必要は無く、飛び湯によってレーザ光Lが遮断されるような場合も検出可能である。
(もっと読む)
消失模型鋳造法および該鋳造法に用いる鋳型
【課題】不良の発生しやすい箇所を吸引して欠陥のない鋳物を製造することができる消失模型鋳造法を提供する。
【解決手段】鋳枠内に消失模型を埋設させながら粘結剤を混練した鋳型砂を充填したのち、注湯して所望の鋳物製品を製造する消失模型鋳造法であって、該消失模型の上方に吸引機構を配置したのち、鋳型の上下面をシールした状態で該鋳型内に埋設された消失模型の上方を注湯開始から注湯完了まで吸引し続ける。前記吸引機構と前記消失模型の上面との間隔が50mm以上300mm以下であるのが好ましい。
(もっと読む)
121 - 130 / 190
[ Back to top ]