
国際特許分類[B22C9/00]の内容
国際特許分類[B22C9/00]の下位に属する分類
形状体鋳造品用砂型または類似の鋳型 (407)
形状体鋳造品用永久鋳型 (739)
溶融金属の供給に関する特徴,例.湯道,車堰,カス漉し (135)
中子;中子の製作または取付け (324)
鋳型または中子の処理,例.乾燥,硬化 (72)
仕上げ (2)
重ね鋳型,即ち多数の鋳型または鋳枠の配列 (6)
特殊形状体鋳物用鋳型 (382)
国際特許分類[B22C9/00]に分類される特許
1 - 10 / 190
塗型剤評価方法及びこれを用いた鋳造品生産方法
【課題】塗型剤に発生した膨れを、それが微小なものであっても確実に発見できるようにする。
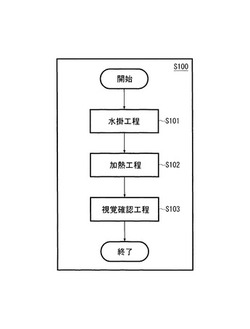
【解決手段】塗型剤評価方法S100は、鋳型に塗布された塗型剤の表面に水を掛ける水掛工程S101と、水が掛けられた塗型剤を所定の昇温速度で加熱する加熱工程S102と、加熱後の塗型剤に膨れが生じたか否かを視覚的に確認する視覚確認工程S103とを有する。鋳造品を生産する方法において、塗型剤塗布工程後、鋳造体流し込み工程前に、上記塗型剤評価工程S100を実行し、塗型剤評価工程S100による評価結果が良好である場合にのみ鋳造体流し込み工程を実行する。
(もっと読む)
ダイカスト装置およびダイカスト製造方法

【課題】溶湯充填時間を求め、これによりガス抜き通路断面積を大きくしてガスの巻き込みを有効に防止することができるダイカスト装置およびダイカスト製造方法を提供する。
【解決手段】キャビティを有する金型と、前記金型に配置され、前記キャビティに溶湯を射出する入口となるゲートと、前記金型に配置され、前記キャビティのガス抜きを行なう排気側通路と、を有するダイカスト装置とこれを用いたダイカスト製造方法である。前記ゲートには溶湯の到達を検出する入口センサーが配置され、前記排気側通路には同じく出口センサーが配置され、前記入口センサーから出力される入口側検出信号と、前記出口センサーから出力される排気側検出信号との時間差により、前記キャビティに対する溶湯充填時間を算出するコントローラーが配置されたことを特徴とする。
(もっと読む)
減圧成形型
【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
ガス抜き装置ユニット
【課題】ガス抜き装置をキャビティに近接させて固定型内部に設置することが可能であり、キャビティとガス抜き装置との間のガス抜き路を短くすることができるガス抜き装置ユニットの提供。
【解決手段】鋳造用金型1は、弁体52を有するガス抜き装置ユニット50と、該ガス抜き装置ユニット50が嵌合収容されるユニット収容空間10aが形成された固定型10と、該固定型10に相対向する可動型20とを有する。鋳造用金型1の内部にはキャビティ1aが画成され該キャビティ1aと外気とを連通するガス抜き路1dが形成される。ガス抜き装置ユニット50には冷却通路51bが形成され、該固定型10には該冷却通路51bと連通する冷却水用管部材62、63が設けられている。
(もっと読む)
中子囲い込み型具構造および該型具構造を使用する鋳造方法
【課題】環状部材用キャビティの軸心近傍から放射状に注湯するセンターゲート形式の鋳型を使用した鋳造における製品品質低下を回避する型具構造並びに鋳造方法を提供する。
【解決手段】型具構造は、少なくとも1つの中子12aと中子12aを挟んで配置される少なくとも一対の型12bとから構成され、環状部材を鋳造するためのキャビティを有し、該環状部材の軸心近傍に湯口19並びに湯路18を設けて湯を半径方向に放射状に拡散させて鋳込むよう形成される。一対の型12bは、外周面の全周から軸方向の一方もしくは双方に延びる鍔部15を有し、中子12aの外周の周囲を鍔部15で囲って中子12aの膨張による変形、崩壊を阻止するよう構成される。キャビティから型12bの外周面に抜けるガス抜き溝25を、中子12aと型12bの境界面、鍔部15の当接面に形成し、キャビティ内のガスを型の外部へ放出するよう構成される。
(もっと読む)
鋳造用金型装置
【課題】複数のオーバフロー部が設けられても、キャビティ部内のガスを確実に排出することが可能な鋳型用金型装置を提供する。
【解決手段】鋳造用金型装置10は、鋳造成型品を形成するためのキャビティ部11と、キャビティ部11から延出され、該キャビティ部11に供給された溶湯のオーバフロー分が流れ込む複数のオーバフロー部23,33と、キャビティ部11及びオーバフロー部23,33の減圧を行う減圧手段14と、複数のオーバフロー33と減圧手段14とを連通し、溶湯が浸入可能なガス流通路34と、複数のオーバフロー部33と減圧手段14とを連通し、溶湯で閉塞されないガス専用流通路36とを備える。
(もっと読む)
鋳造方法及びその装置
【課題】鋳造を行う際に湯道に残留した溶湯を、効率よく冷却する。
【解決手段】鋳造装置10の金型16は、湯道38が形成された溶湯導入部28を備える。キャビティ32に溶湯14を充填した後、湯道38には、溶湯14を冷却するためのチラー18が設けられた冷却用バー20が挿入される。この際、チラー18の先端は、キャビティ32の最高位置を示す仮想線Lよりも下方に位置する。このため、湯道38を構成する方案部40の入口近傍の溶湯14が優先的に冷却される。冷却用バー20及びチラー18には、好ましくは流通路56が設けられており、この流通路56には、冷却媒体(例えば、冷却水)が流通される。
(もっと読む)
組立品検査装置および方法
【課題】各検査員の主観的判断に依拠するために生じる検査結果のバラツキをなくし、常に客観的な判断基準で検査を行える組立品検査装置および方法を提供する。
【解決手段】組立中子11を搬送軌道の搬送方向に沿って搬送する搬送装置53と、組立中子11の上側部をなす上部中子13の搬送方向に沿った複数箇所に設けた搬送方向に延びる上側エッジ部52a、52bおよび各上側エッジ部52a、52bに対応する位置で、かつ組立中子11の下側部をなす下部中子12の搬送方向に沿った複数箇所に設けた搬送方向に延びる下側エッジ部51a、51cとを検出するセンサ装置54と、センサ装置54で検出した上側エッジ部52a、52bと下側エッジ部51a、51cとの相対距離を搬送方向に沿った複数箇所の上側エッジ部52a、52bと下側エッジ部51a、51cの間において算出するコントロール部55を備えた。
(もっと読む)
鋳枠の検査方法及びその検査に用いられる検査ユニット
【課題】鋳造ラインにて搬送される鋳枠に及ぶ振動等を、直接的にかつ実際の鋳造過程と同条件で検査することが可能な検査方法を提供すること、及びその検査を実現するのに適した検査ユニットを提供すること。
【解決手段】鋳造ラインLにて搬送される鋳枠10の外周部に、加速度センサを有する検査ユニット40を設置し、鋳造ラインLに鋳枠10が設置されてから鋳物が成形されるまでの一連の鋳造工程にて検知された加速度センサの加速度データに基づいて、鋳枠10に及ぶ振動又は衝撃の検査を行う。この場合、鋳造工程において検査ユニット40が邪魔になりにくいため、鋳枠10に及ぶ振動等を、直接的にかつ実際の鋳造工程と同条件で検査することができる。
(もっと読む)
評価用鋳造型、評価用鋳造型を用いた評価方法
【課題】鋳造型の設計に有用な評価結果を得ることにより鋳造品の品質の向上を図ることができる評価用鋳造型、当該評価用鋳造型を用いた評価方法を提供すること。
【解決手段】本発明の一態様は、鋳造時における鋳造材料の流れの状態を評価する評価用鋳造型1において、鋳造材料を鋳込む湯口部34と、湯口部34に連通する第1キャビティ部36および第2キャビティ部38と、第1キャビティ部36および第2キャビティ部38の間を連通させる橋渡し部40と、を有し、第1キャビティ部36および第2キャビティ部38の内部に鋳込まれた鋳造材料の長さをもとに鋳造材料の流動性を評価し、橋渡し部40の内部に鋳込まれた鋳造材料の成形状態をもとに鋳造材料の湯流れ性を評価すること、を特徴とする。
(もっと読む)
1 - 10 / 190
[ Back to top ]