
国際特許分類[B22D17/30]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | 溶融金属を供給するための補助具,例.定量的に (165)
国際特許分類[B22D17/30]に分類される特許
41 - 50 / 165
ロスインウェイト式フィーダ原料充填中の処理量変更方法

【課題】本発明は、ロスインウェイト式フィーダ原料充填中において、フィード係数を用いて処理量の変更を行うことができるようにすることを目的とする。
【解決手段】本発明によるロスインウェイト式フィーダ原料充填中の処理量変更方法は、ロスインウェイト式フィーダ(1)の通常の制御中においてはモータ回転数と処理量との関係をフィード係数K1として格納し、原料の再充填中に処理設定が変更された場合、K1×処理量設定=MV(フィーダ駆動モータ回転数)を制御する方法である。
(もっと読む)
真空ダイカスト装置および真空ダイカスト方法

【課題】 減圧吸引での射出スリーブへの溶湯の給湯量を安定させて、良好な品質の鋳造品が得られる真空ダイカスト方法を提供し、また該真空ダイカスト方法を簡単な構造で達成できる真空ダイカスト装置を得る。
【解決手段】 固定型と可動型との型締め動作時に、キャビティに挟み込まれた空気を大気開放する大気開放弁を設けて、給湯管への空気の流入とこれによる給湯管内の溶湯の湯面変動を抑制して、射出スリーブへの溶湯の給湯量を安定する。
(もっと読む)
ダイカスト鋳造装置及びダイカスト鋳造方法
【課題】迅速かつ正確に注湯可能なダイカスト鋳造装置及びダイカスト鋳造方法を提供する。
【解決手段】ラドル100を具備する鋳造装置1、及びそれを用いた鋳造工程S1であって、ラドル100は、溶湯Mを収容する収容部110と、収容部110の溶湯Mを注出するための注ぎ口となる円筒状の注湯部120とを含み、注湯部120の内周面における鉛直方向下側、及び鉛直方向上側には、それぞれ注湯部120の径方向内側に向けて突出する突起部121・122が互いに対向して設けられ、突起部121・122は、溶湯Mの流動方向における上流側から下流側に向かうに従って、徐々に注湯部120の周方向の一方に位相変位しつつ、徐々に注湯部120の軸方向断面における突起部121・122の断面形状が拡大し、注湯部120の径方向内側に向かうに従って、徐々に細く、かつ徐々に前記突起部121・122それぞれの位相変位方向に湾曲するように形成される。
(もっと読む)
ダイカスト鋳造装置
【課題】ダイカスト鋳造装置によるダイカスト品の鋳造に際し、給湯ラドルからスリーブの溶湯導入開口に注がれた溶湯が、溶湯導入の開口から飛散・流出することを防止する。
【解決手段】溶湯3が注がれる開口4Sを備えるスリーブ4、スリーブ4の長手方向に駆動して溶湯3を押圧するロッド1Rに固着されたプランジャチップ1T、スリーブ4と流体連通するキャビティを備えた金型を含み、溶湯を金型キャビティ内に射出し、ダイカスト品を鋳造する装置において、注入中又は注入済みの溶湯3が、開口4Sから飛散、流出しないように、溶湯3を、プランジャチップ1Tに形成された、30度から45度のいずれかの傾斜角の斜面1Pで受け、受けた溶湯3を、プランジャチップ1Tで迅速に上流方向に流す。
(もっと読む)
ダイカスト機用の鋳造ユニット
本発明は、鋳造室本体1と鋳造ピストン4とを備ええる、ダイカスト機用の鋳造ユニットであって、鋳造室本体1は、鋳造材料入口8及び鋳造材料出口3を備えた、鋳造材料で充填可能な鋳造室2を有しており、鋳造ピストン4は、鋳造材料を加圧して鋳造材料出口をとおして鋳造室から放出するために鋳造室内で鋳造ピストンの長手方向に前進移動可能であるとともに、後退移動可能であり、後退移動により鋳造材料を鋳造材料入口を介して鋳造室内に供給することができる鋳造ユニットに関する。本発明によれば、鋳造ピストン4は、鋳造室本体1の貫通案内開口5を通って外部から鋳造室2内に延びており、鋳造室内に前進移動させられた鋳造ピストンの外套面4bと、鋳造ピストンの長手方向に対して横方向で外套面に対向する鋳造室本体の内壁面1cとの間に、鋳造ピストンの外断面dが鋳造室本体の内断面Dよりも相応に小さいことにより、鋳造室の自由空間領域6が形成される。例えば金属ダイカスト機のために使用される。 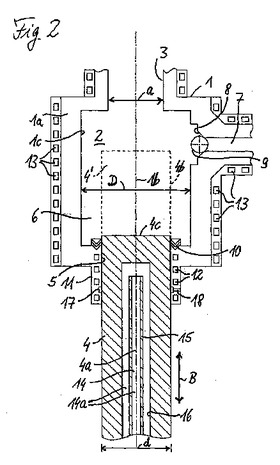 (もっと読む)
(もっと読む)
湯流れの可視化方法および湯流れの可視化装置
【課題】特別な装置を必要とすることなく、容易に溶湯の湯流れを可視化することを目的とする。
【解決手段】本発明は、ダイカスト製法における湯流れを可視化する湯流れの可視化方法であって、半凝固スラリー(30)の所定の位置に、前記半凝固スラリー(30)を構成する金属と異なる材質の粒体(40)を配置する工程と、前記粒体(40)が配置された半凝固スラリー(30)を金型(11)で鋳造する工程とを有することを特徴とする。
(もっと読む)
鋳造装置
【課題】溶融金属槽1を傾動した時の溶融金属の過渡的な圧力変動を抑え、毎回の溶融金属の供給量の安定化や供給サイクルの短縮化等を図る。
【解決手段】溶融金属供給装置は溶融金属槽1を傾動することにより、溶融金属を電磁ポンプ11の推力が作用する高さまでダクト10に送り出し、そこから電磁ポンプ11が作用する推力により溶融金属を送り出す。溶融金属槽1は供給側に向けて次第に高くなるような勾配を有する傾斜面9を底面に有し、この傾斜面9の延長上にダクト10を接続し、このダクト10に電磁ポンプ11を設けている。ダクト10を溶融金属槽1に接続した接続口15は、その断面積をダクト10の流路断面積より小さくする。溶融金属槽1の傾斜面9のダクト10との接続部に溝状の凹部16を設ける。溶融金属槽1の傾斜面9と反対側の後壁面18も傾斜面9と逆方向の勾配になっている。
(もっと読む)
ダイキャスト装置及びダイキャスト方法
【課題】 成形品に含まれる非晶質相の比率を高めることが可能なダイキャスト装置及びダイキャスト方法を提供することを目的とする。
【解決手段】 鉛直方向に延びるスリーブ104と、スリーブ104内を鉛直方向上方に移動するプランジャー(プランジャーチップ105)と、スリーブ104の上側に配置される下金型109及び上金型110と、プランジャーチップ105上に配置される金属材料を加熱して、金属材料を溶解させるスリーブヒータ113とをダイキャスト装置が備える。
(もっと読む)
金属成形装置
【課題】 金属や合金のインゴットを溶融して得られた材料金属の溶湯の再結晶化を阻止して、微細結晶の状態を維持して金型に射出することにより製品の成形加工を行う金属成形装置を提供する。
【解決手段】 溶融槽3の非磁性体製の槽主体31外周に巻回した高周波加熱コイル32の電磁誘導作用で、槽主体31に投入したインゴットIを溶融させる。生成された溶湯は槽主体31の下部から排出させて溶湯チャンバー91に滞留させ、液面から溶湯給送用シリンダ5に供給する。シリンダ5のピストンヘッド5cを進退方向に振動させながら前進させて溶湯を射出用シリンダ7に供給し、金型に射出させる。型締め・型開き時のノズル7aと金型のスプルーブッシュ部との係脱は、固定側金型を取り付けたモールドプレート8を固定側型板81に対して進退させて行う。
(もっと読む)
移動式傾動坩堝炉
【課題】炉体の傾動時に、坩堝が傾くことがないうえ、坩台が傾動方向に位置ずれすることがないようにする。
【解決手段】内部に溶湯Aを保持し上部に溶湯を排出する注出口を有する坩堝4と、坩堝4を内部に収容する炉体2と、下面61が炉体2の底部2A上に載置され上面62に坩堝4が載置される坩台6と、炉体2を支持するとともに坩堝4内部の溶湯Aが注出口から排出されるよう炉体2を傾動させることが可能な支持体とを備え、炉体2の炉壁2Aと坩台6との間には、炉体2の傾動時に端面が炉壁2Bに突き当たって坩台6の傾動方向への移動を止める位置ずれ防止部材8が介在するとともに、坩台6には、その上面62より突き出て坩堝4の下部外周面に当接し、炉体2の傾動時に坩堝4の前記下部外周面を受けて支持するストッパー9が設けられている。
(もっと読む)
41 - 50 / 165
[ Back to top ]