
国際特許分類[B23B27/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959)
国際特許分類[B23B27/00]の下位に属する分類
真直の主部および角度のついた切削エッジをもつバイト (13)
突つきりバイト (106)
輪郭切削工具,すなわち総形バイト (13)
翼状または円板状主部をもつバイト (9)
冷却のための特別な構成をもつバイト (49)
ビットまたはチップが特別な材料でできているバイト (2,547)
チップブレーカ装置をもつバイト (121)
ローレット切り工具 (1)
国際特許分類[B23B27/00]に分類される特許
41 - 50 / 100
集積回路チップを備える切削工具
システムにより、工作機械の動作を管理する。システムは、シャンク(16)を有する工具本体(15)を含む切削工具(10)と、工具本体(15)のシャンク(16)内にしっかりと実装され、読み書き可能な集積回路チップ(20)と、集積回路チップ(20)と通信するための読み書き装置(700)と、を含む。集積回路チップ(20)は、RFIDチップ(20)である。 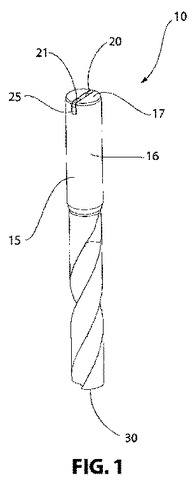 (もっと読む)
(もっと読む)
切削工具の形状設計方法及び形状設計システム
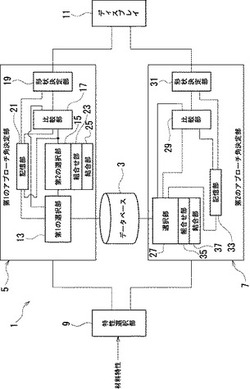
【課題】工具の形状を適切に設計することによって背分力を0[N]とし且つ実際の加工に十分に適応可能とする。
【解決手段】横切れ刃47を備え旋削加工を行う切削工具49の形状設計システム1であって、アプローチ角をパラメータとする切込み量及び背分力の切削関係を記録したデータベース3と、切削関係から任意の正のアプローチ角αの任意の第1の切込み量の正の背分力を選択する第1の選択部13と、切削関係から別の負のアプローチ角−αの負の背分力で正の背分力を相殺できる第2の切込み量を選択する第2の選択部15と、選択を繰り返して出力される第1,第2の切込み量の和相互を比較する比較部17と、比較部17の比較結果に基づき正負のアプローチ角α、−αの組み合わせの何れかを切削工具49の形状として決定する形状決定部19とを有することを特徴とする。
(もっと読む)
インサート着脱式切削工具のヘッド部材およびインサート着脱式切削工具

【課題】突き出し量を大きくしてもビビリ振動の発生を抑制することができ、また切削インサートの切削熱を効率的に発散させることが可能なインサート着脱式切削工具のヘッド部材およびインサート着脱式切削工具を提供する。
【解決手段】切刃52を有する切削インサート50が着脱可能に取り付けられるインサート取付座36がヘッド部材本体31に形成されて、ホルダ10の先端に装着されることによりインサート着脱式切削工具を構成するヘッド部材30にあって、ヘッド部材本体31の側面31Aに、周回りに連続した内壁面と、この内壁面にその全周に亙って連なる底面とを有して、ヘッド部材本体31を貫通することなく側面31Aから凹む凹所44を形成する。
(もっと読む)
内径加工用工具
【課題】棒状素材から、先端の一側に刃先が突出するように、先端寄り部位の一側が研削されてなる首部を備える、小径穴加工用の内径加工用工具で、切り屑排出性を損なうことなく、しかも、首部の剛性を高める。
【解決手段】 首部20の一側22を、基端23から先端21に向かうにしたがって大きく研削し、首部20が、刃先40をなすように突出する部位を除いて、刃先40のすくい面側から見たときの幅を、先端21から基端23に向かうにしたがって幅広をなすように形成した。そして、首部20を、内径加工時に刃先40にかかる切削抵抗を荷重として受ける片持ち梁とみなしたときの断面係数が、先端21から基端23に向かうにしたがって大となるように形成した。
(もっと読む)
新たな製品と、材料加工の範囲内でのその製造方法
本発明は、振動減衰材料を含むチップ取り外し用途の器具を提供するものであり、振動減衰材料は、ナノ寸法のクラスターの形態で配列された材料である。本発明は、前記器具の製造方法をさらに提供する。本発明は、前記方法によって得られる器具も提供する。さらに、本発明はチップ取り外し用途の器具に使用される物品又はワークピースを提供する。また、上記の方法を制御するためにコンピュータプログラムも提供する。  (もっと読む)
(もっと読む)
スローアウェイチップ
【課題】平面視形状が略円形のスローアウェイチップの側面に設ける取付面の面積をチップ座の形状の複雑化などを招かずに増加させ、同時に切削抵抗の増加を抑えながらサラエ効果も得られるようにすることを課題としている。
【解決手段】切れ刃5が、チップの平面視でチップ中心Oと同心の円S上のn等分位置にアール中心O1をもつ第1円弧曲線5aと、各アール中心O1での円Sに対する接線L上にアール中心O2をもつ第2円弧曲線5bと、前記第1円弧曲線5aの他端と第2円弧曲線5bの他端との間を滑らかに繋ぐ接続線5cとで構成されるものにして第2円弧曲線5bに対応する箇所の側面にチップ座の座側面で支える平面の取付面を形成した。
(もっと読む)
スローアウェイチップとそれを用いた回転切削工具
【課題】取付面の使用位置を交代させて切削に関与する切れ刃部を入れ替える基本形が円又は正多角形の平板状スローアウェイチップであり、切れ刃の形状を工夫して工具本体に設けるチップ座の位相をずらさない方法で切削抵抗の低減と防振効果の確保を可能にすることを課題としている。
【解決手段】側面3にチップ座の座側面で支える取付面7を複数形成し、さらに、切れ刃5に第1〜第n(n≧2)の切れ刃部5a−1〜5a−nを含ませ、取付面7のどれかを前記座側面で支持したときに切削に関与する切れ刃部と、隣り合う他の取付面7を前記座側面で支持したときに切削に関与する切れ刃部の形状を異ならせた。
(もっと読む)
切削時のびびり振動を抑制する減衰用部材、減衰装置及び切削工具
【課題】シャンクの強度を低下させることなく切削加工で生じるびびり振動を効果的に抑制するとともに、切削加工時における切りくずの排出空間に影響を与えない、安価で効果的なダイナミックダンパーを提供する。
【解決手段】本発明の切削時のびびり振動を抑制する減衰用部材、減衰装置及び切削工具は剛性体と粘弾性体とから構成される減衰用部材を有している。剛性体の一方の先端部近傍には粘弾性体が備えられ、他方の先端部は切削工具の把持部に保持可能な形状を有している。粘弾性体を介して剛性体を切削工具のシャンクに当接させることで、剛性体がびびり振動の振動エネルギーを打ち消す方向に振動する。
(もっと読む)
切削加工工具、切削加工方法
【課題】光学素子又は光学素子成形金型等の被加工物が有効部外に凹部を有する形状であっても、加工時間を長くすることなく、虹目のない外観品質の優れた被加工物を得ることのできる切削加工技術を提供する。
【解決手段】シャンクの一端に固定されたチップ2の刃先先端で被加工物を切削加工するダイヤモンドバイト1において、チップ2の刃先稜部が、互いに異なる曲率半径r4および曲率半径r5を有する小円弧刃部4および大円弧刃部5で構成され、小円弧刃部4の曲率半径r4の中心S、および大円弧刃部5の曲率半径r5の中心Sは、当該小円弧刃部4および大円弧刃部5の接続点Qを通る軸線6に存在する構成とし、被加工物の有効部(凸部)の回りの凹部は小円弧刃部4で加工し、有効部は大円弧刃部5で加工することで、送り速度を小さくすることなく、同一のダイヤモンドバイト1で被加工物の凹部および凸部を連続して高精度に切削加工を行う。
(もっと読む)
加工品のチップ除去機械加工用切削インサート
本発明は、加工品のチップ除去機械加工用切削インサートに係り、該切削インサートは、チップを運ぶために配置されている少なくとも1つのチップ除去表面(7、8)と;クリアランス表面として機能するために配置されている少なくとも1つの側表面(9)と;少なくとも1つの切削エッジ(10)であって、各切削エッジは、少なくとも1つのチップ除去表面(7、8)の1つと、少なくとも1つの側表面(9)の1つの間に形成されている切削エッジ(10)であって、チップ除去動作の主要部分を実行するように意図されている、少なくとも1つの主要エッジセグメント(101)と、チップ除去動作において、加工品の機械加工表面を拭き取り且つ平坦にするように意図されている、少なくとも1つの拭取りエッジセグメント(102)と、を備える切削エッジ(10)と;を有する。拭取りエッジセグメント(102)は、凹部(107)を形成する。  (もっと読む)
(もっと読む)
41 - 50 / 100
[ Back to top ]