
国際特許分類[B23B27/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959)
国際特許分類[B23B27/00]の下位に属する分類
真直の主部および角度のついた切削エッジをもつバイト (13)
突つきりバイト (106)
輪郭切削工具,すなわち総形バイト (13)
翼状または円板状主部をもつバイト (9)
冷却のための特別な構成をもつバイト (49)
ビットまたはチップが特別な材料でできているバイト (2,547)
チップブレーカ装置をもつバイト (121)
ローレット切り工具 (1)
国際特許分類[B23B27/00]に分類される特許
11 - 20 / 100
制振機構
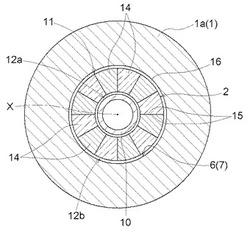
【課題】制振用の錘の製作コストが高くなるおそれや軸部の強度が低下するおそれを少なくしながら、振動エネルギーの吸収量を大きくすることができる制振機構を提供する。
【解決手段】軸部1の内部に形成された円筒状の中空部6に、中空部の軸芯の周りの周方向で複数に分割された錘部材14が収容され、隣り合う錘部材の分割面15どうしが面接触するように軸芯に向けて付勢する付勢部材16を備えている。
(もっと読む)
平面加工工具およびこれを用いた平面加工方法

【課題】平面加工の加工時間を短縮できるとともに、加工面精度も高精度に仕上げることができる平面加工工具およびこれを用いた平面加工方法を提供する。
【解決手段】直線状の刃部13を有する切削刃11と、この切削刃11を保持する工具ホルダ21とを備えた平面加工工具10において、刃部13には溝部14が直線に沿って一定間隔で形成されている。溝部14で挟まれた刃片13Aの幅寸法が、溝部14の幅寸法よりも大きく形成されている。
(もっと読む)
バイトおよび切削加工方法
【課題】ステーを用いることなく撓みの発生を抑制することを可能とし、これにより切込み量の微調整やその資料となる加工データの採取を省略または不要にすることができ、更には加工時間を短縮することを可能にする。
【解決手段】本発明のバイト1は、被削材の切削位置が移動していく方向である切削方向Aに向けて切刃2が山形に突出形成されていて、山頂3の両側に傾斜部4、5が設けられている。
(もっと読む)
切削工具および切削加工評価装置
【課題】各種バイトやドリルなどの切削工具の配置の自由度及び切削工具を交換する際の作業効率を高め、ひいては切削加工の加工状態を適時に評価して、切削刃の切削不能や不適合品の発生を効果的に防止できる切削工具および切削加工評価装置を提供する。
【解決手段】工作機械の刃物台に着脱可能に固定される本体部20と、本体部20の先端部22に設けられる切削刃21と、切削刃21の切刃21c近傍に設けられ、切削刃21の物理情報を取得するセンサ部3と、センサ部3と接続されたケーブル部材4に着脱可能に接続され、センサ部3より取得された物理情報を無線通信により送信する通信部5と、を具備してなる。
(もっと読む)
加工工具
【課題】 要求される条件に応じて材質が異なる少なくとも二つの部材を長手方向に接続した加工工具等を提供する。
【解決手段】 棒状のシャンク部1とその先端方に加工部(刃部)2を備えた加工工具Aであり、前記シャンク部1を、第1の部材1Aと第2の部材1Bとの二つの部材から構成し、長手方向に第1の部材1Aと第2の部材1Bの各軸長手方向が一直線状になるよう並設した該第1の部材1Aの基端部1aと該第2の部材1Bの先端部1bのいずれか一方の端部に、軸長手方向に延びる挿入穴1hを形成するとともに、他方の端部に軸長手方向に延びる棒状の挿入部1eを形成し、該挿入穴1hの穴底に錐体状の突起1pを形成し、前記挿入部1eの先端に突起1pに対応した形状の穴1mを形成し、該挿入穴1hに挿入部1eを、前記穴1mに突起1pが当接して拡径側に変形するように圧入することによって、第1の部材1Aに対して第2の部材を嵌着した。
(もっと読む)
丸型切削インサートの自動回転装置
【課題】丸型切削インサートの回転位置の調整を容易かつ正確に行うことが可能な丸型切削インサートの自動回転装置を提供することを目的とする。
【解決手段】丸型切削インサートの回転位置を調整する回転調整装置20であって、工作機械の移動範囲内に、切削工具に形成された六角孔(ネジ部)を締め付ける方向又は緩める方向に回転させる六角レンチ(係合部)を備えたネジ部回転手段30と、六角孔(ネジ部)を緩めた切削工具における丸型切削インサートを所定角度回転させる当接部41を備えたインサート回転手段40とを設ける。
(もっと読む)
中ぐり用切削工具
【課題】比較的小径の深穴加工を行う中ぐり用切削工具で、切り屑の形態にかかわらず、切り屑排出性の高い中ぐり用切削工具を提供する。
【解決手段】ホルダ10は、切れ刃チップ501のすくい面503上で、凹状をなし、かつ、刃先505が突出するホルダ自身の外周面側である刃先突出外周面18側に向けて開口すると共に、その開口側と反対側に、刃先突出外周面18側を向く底面33を有するすくい面側切り屑ポケット30を備えている。また、すくい面側から見たときの、すくい面側切り屑ポケット30の底面33における刃先突出外周面18側の端縁35が、ホルダ自身の外周面に対し凹状をなすように、刃先突出外周面18側に刃先側切り屑ポケット50を形成した。切り屑は、すくい面側切り屑ポケット30から、刃先側切り屑ポケット50に流れるから、排出性がよくなる。
(もっと読む)
切削バイト及びビード切削装置
【課題】切削時のすくい角を大きくすることなく、切削屑が円滑に排出され、切削抵抗も小さな切削バイト及びビード切削装置を提供する。
【解決手段】鋼板の連続圧延ラインにおいて先行鋼板の後端と後行鋼板の先端とをフラッシュバット溶接した際に生じるビードを切削するビード切削装置に装着される切削バイト12において、側断面視して円弧状の凹部15、16がすくい面13、14に形成され、凹部15、16の開口幅Wが7mm〜15mm、且つ凹部15、16の最大深さDが0.5mm〜2.0mm、さらに刃部17、18の先端から凹部15、16の開始点までの距離Lが2mm〜6mmとされている。また、ビード切削装置に装着された切削バイト12のすくい角は5°〜17°とされている。
(もっと読む)
バイトおよびこれを用いた切削方法
【課題】袋穴加工を短い時間で行う。
【解決手段】バイト1の突出部16は、山部30を複数個、軸方向に並べて構成されている。複数個の山部30は、切れ刃を構成している。バイト1を長穴60の径方向外側に動かしつつ、バイト1に対して軸方向一方側の移動と軸方向他方側の移動とを繰り返し行わせる。これにより、複数個の山部31は、被切削部材50の内周面を径方向外側および軸方向のそれぞれに削り込むことになる。被切削部材50に対して多くの量を削ることができる。
(もっと読む)
切削加工用のバイト、切削加工機、リニアフレネルレンズの製作方法、および、リニアフレネルレンズの金型の製作方法
【課題】リニアフレネルレンズまたはリニアフレネルレンズの型を加工する際に、加工工程が煩雑になってしまう可能性を低減する。
【解決手段】すくい面30を有する切削加工用のバイトにおいて、すくい面30の縁が、尖った先端部31と、先端部31から先端部31の一方側に伸びる第1の縁部33aと、先端部31から先端部31の他方側に伸びる第2の縁部33bと、を備え、第1の縁部33aおよび第2の縁部33bは、すくい面30の外側に膨らんだ曲線形状の切れ刃となっている。
(もっと読む)
11 - 20 / 100
[ Back to top ]