
国際特許分類[B23K103/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451) | 鉄合金とアルミニウムまたはその合金 (218)
国際特許分類[B23K103/20]に分類される特許
181 - 190 / 218
異材の抵抗スポット溶接方法
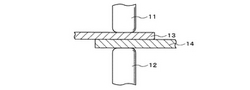
【課題】 鋼材とアルミニウム系材との異材同士を、チリの発生による肉厚の減少なしに高接合強度で接合することができ、破断エネルギが高い強固な接合部を高効率で得ることができる異種材の抵抗スポット溶接方法を提供する。
【解決手段】 鋼材13とアルミニウム又はアルミニウム合金材14とを抵抗スポット溶接する際に、電極11,12間に電流をパルス状に通電する。つまり、通電期間と停止期間とを交互に繰り返し、通電時間t1が停止時間t2の0.6〜10倍である。鋼材13は、亜鉛又は亜鉛合金が被覆された被覆鋼板であるか、アルミニウム又はアルミニウム合金がめっきされためっき鋼板である。前記めっきは、Si:3〜15質量%、Fe:0.5〜5質量%を含む溶融アルミニウム合金めっきである。
(もっと読む)
異種金属材料の接合方法

【課題】摩擦攪拌接合の手法を用いた拡散接合法による異種金属材料の接合において、対向するワーク表面の酸化皮膜の破壊面積を大きくして高い接合強度を得ることが可能な異種金属材料の接合方法を提供する。また、接合部分でのワークの厚さが極力薄くならないようにすることで接合強度の低下を防止することが可能な異種金属材料の接合方法を提供する。
【解決手段】異種金属材料の接合方法において、金属材料よりなり凹部11、12を有する第1部材1に対して、第1部材1とは別の金属材料よりなる第2部材2を第1部材1の凹部11、12の開口部側から重ね合わせ、回転冶具3の回転により第2部材2を攪拌しながら第1部材1の凹部11、12の内面に押圧して、第1部材1と第2部材2とを接合する。
(もっと読む)
異種材料の接合方法
【課題】異なる2種類の材料を重ね合わせて接合するに際して、いずれかの材料の表面に酸化皮膜が形成されていたとしても、多くの熱量を投入することなく酸化皮膜を除去することができ、その結果、接合界面の金属間化合物の生成を少なく抑えて、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、この亜鉛めっき鋼板1とは種類の異なるアルミニウム合金2とを重ね合わせて接合するに際して、亜鉛めっき鋼板1側にYAGレーザビーム3をスポット状に照射して、アルミニウム合金2と亜鉛めっき鋼板1の亜鉛層6との間の界面に共晶溶融を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合する。
(もっと読む)
異種材料の接合方法
【課題】異なる二種類の材料を重ね合わせて接合するに際し、いずれかの材料の表面に酸化皮膜が形成されていても、多くの熱量を投入することなく酸化皮膜を除去することができ、接合界面の金属間化合物の生成を抑制して、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、アルミニウム合金2とを重ね合わせて接合するに際して、抵抗スポット溶接により、アルミニウム合金2と亜鉛めっき鋼板1の亜鉛層3との間の界面に共晶溶融を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合することにより、多くの熱量を投入することなく酸化皮膜を除去し、接合界面の金属間化合物の生成を抑制して、亜鉛めっき鋼板1及びアルミニウム合金2の新生面同士を接合する。
(もっと読む)
自動車用の鋼製部材とアルミニウム合金製部材の取付構造
【課題】 自動車のドアの鋼板製インナーパネルに、インサートを介してアルミニウム合金押出材からなるドアビームを取り付ける場合に、スポット溶接の電流値を低く抑え、塗装がはげた場合でも腐食環境下でインサートが腐食しないようにする。
【解決手段】 インナーパネル7とドアビーム1の間に、両面にアルミニウムめっきが施されたアルミニウムめっき鋼板をインサート材8として介在させ、前記ドアビーム1とインナーパネル7をスポット溶接する。インサート材8のアルミニウムめっきは、片面の厚さが5μm以上であるのが望ましい。
(もっと読む)
鉄系材料とアルミニウム系材料との拡散接合方法
【課題】、充分な溶接強度が得られる、鉄系材料とアルミニウム系材料との異種金属溶接方法を提供すること。
【解決手段】鉄系材料10の接合部にめっき15をする工程と、鉄系材料10のめっき15をした接合部とアルミニウム系材料20の接合部22との少なくとも一部を接触させる工程と、鉄系材料10の接合部とアルミニウム系材料20の接合部を加圧しながら、鉄系材料10とアルミニウム系材料20との間に通電する工程とを備える鉄系材料10とアルミニウム系材料20との拡散接合方法。
(もっと読む)
異種材料の接合方法
【課題】異なる2種類の材料を重ね合わせて接合するに際して、いずれかの材料の表面に酸化皮膜が形成されていたとしても、多くの熱量を投入することなく酸化皮膜を除去することができ、その結果、接合界面の金属間化合物の生成を少なく抑えて、継手強度の向上を実現する。
【解決手段】亜鉛めっき鋼板1と、この亜鉛めっき鋼板1とは種類の異なるアルミニウム合金2とを重ね合わせて接合するに際して、重ね合わせた亜鉛めっき鋼板1及びアルミニウム合金2を貫通する方向に沿って配置した加工プローブ3を回転させつつアルミニウム合金2側に接触させて塑性流動領域7を生じさせ、これに伴って発生する熱により亜鉛めっき鋼板1の亜鉛層5と、アルミニウム合金2及び亜鉛めっき鋼板1の双方との間の界面に共晶溶融8を生じさせて亜鉛めっき鋼板1とアルミニウム合金2とを接合する。
(もっと読む)
異種金属の接合方法
【課題】異種金属材料の接合において、接合過程における金属間化合物の生成を抑制しながら、接合界面における酸化被膜を除去することができ、強固な接合が可能な異種金属の接合方法を提供する。
【解決手段】異種金属である鋼材1とアルミニウム合金材2とを異材接合するに際し、両材料1,2の間に、これら材料とは異なる第3の金属として、鋼材1に亜鉛めっき層1zを形成した状態で重ね合わせ、接合界面にAlとZnの共晶溶融金属3を生じさせて接合する。
(もっと読む)
高エネルギビームによる異種金属の接合方法
【課題】融点の異なる異種材料同士を重ね合わせた状態で、高エネルギビームをデフォーカスして高融点材料の側に照射する異種金属の重ね接合において、両被接合材の接合界面を互いに密着させることができ、高融点材料から低融点材料への伝熱を確実なものとして、安定な接合を可能にする異種金属の接合方法を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビーム1をスポット状に照射することによってこれら材料同士を重ね接合するに際して、例えばエアシリンダのような加圧手段8を用いて、高エネルギビーム1の照射面と反対側の面から、両材料が密着する方向に接合部位を局部的に加圧する。
(もっと読む)
摩擦点接合方法およびその装置
【課題】 金属部材同士を重ね合せて回転ツールによる摩擦熱で塑性流動させて接合する摩擦点接合方法及びその装置において、回転ツールの金属部材への過度に深い挿入ないし金属部材の貫通を回避しつつ金属部材が軟化する高い温度を維持したまま十分な時間攪拌し、もって金属部材の良好な塑性流動を図り、接合強度を確保することを課題とする。
【解決手段】 第2の加圧力よりも低い第3の加圧力で3段目の加圧を行い、回転ツールの上板に対する過挿入を抑制しつつ上板を塑性流動させ、接合部近傍の温度を上板が軟化する温度に維持する。
(もっと読む)
181 - 190 / 218
[ Back to top ]