
国際特許分類[B23K11/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | 溶接される材料の性質を考慮したもの (198)
国際特許分類[B23K11/16]の下位に属する分類
非鉄金属に関するもの (12)
異種金属に関するもの (79)
国際特許分類[B23K11/16]に分類される特許
71 - 80 / 107
樹脂皮膜の除去方法および除去装置
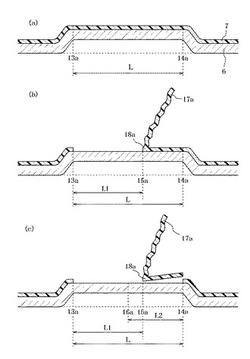
【課題】表面に樹脂皮膜をそなえる鋼板からなる金属缶の天板部に手環取り付け用座金を溶接するに先立ち、簡便かつ安価に溶接予定領域の樹脂皮膜を完全に天板から除去する。
【解決手段】溶接予定領域の長さをLとするとき、この領域の一端を起点として他端に向かって、先端を該樹脂皮膜の表面から押し込み鋼板地肌表面に当接させた樹脂皮膜除去刃具をL1(<L)の距離だけ移動させ、ついで、他端を起点として一端に向かって該樹脂皮膜除去刃具を上記と同様状態でL2(>L−L1)の距離を移動させると共に、該樹脂皮膜除去刃具の移動により除去された樹脂皮膜屑を吸引回収する。
(もっと読む)
高強度鋼板およびそれを用いた車両用強度部材、ならびに車両用強度部材の製造方法

【課題】高強度鋼板において、高次元での高強度と衝撃エネルギー吸収能を兼ね備え、かつ、特にスポット溶接での溶接強度を向上させ、車両用強度部材に好適なものとする。
【解決手段】合金成分が、
Ceq(C当量)=C+Mn/20+Si/40+4P+2S≧0.4
を満たし、かつ、引張り試験で求められた真歪み3〜7%の間における応力歪み線図の傾きdσ/dεが5000MPa以上である高強度鋼板とする。
(もっと読む)
鉄−アルミニウム材料の溶接方法及び鉄−アルミニウム接合部材
【課題】クラッド材が不要であり、且つ接合強度を高めることができる鉄−アルミニウム材料の溶接技術を提供することを課題とする。
【解決手段】鉄系材料10にアルミニウム系材料11を溶接する鉄−アルミニウム材料の溶接方法において、両材料の溶接に先立って、前記鉄系材料10の、少なくとも被接合面21及び、前記アルミニウム系材料11の、少なくとも被接合面21にめっき13a、13bを施し、このめっき13a、13bは、前記アルミニウム系材料11より低融点で且つ前記鉄系材料10との金属間化合物16、18、19を生成し得る金属で施す。
【効果】鉄系材料10及びアルミニウム系材料11を溶接する際、低融点のめっき13a、13bが溶融する。このめっき13a、13bが溶融されたことにより、接合域周囲に薄い金属間化合物を生成させることができ、高い接合強度を得ることができる。
(もっと読む)
高強度スポット溶接継手
【課題】引張強度が780〜1270MPaの高張力鋼板をスポット溶接するに際して、HAZおよび母材鋼板からの亀裂の発生を抑制し、十分な強度を確保することのできる高強度スポット溶接継手を提供する。
【解決手段】本発明の高強度スポット溶接継手は、引張強度が780〜1270MPaの鋼板を溶接母材としてスポット溶接した溶接継手であって、スポット溶接によって形成されるナゲット部の直径をφ(mm)、母材のビッカース硬さをHv0(Hv)、ナゲット部のビッカース硬さをHvn(Hv)、ナゲット端部から母材熱影響部までの距離をa(mm)、母材鋼板の厚さをtとしたとき、これらが下記(1)式の関係を満足するものである。
0.10{(Hvn−Hv0)/Hv0}2+0.16{(Hvn−Hv0)/Hv0}−0.03<(a・t)1/2/φ<0.10{(Hvn−Hv0)/Hv0}2+0.16{(Hvn−Hv0)/Hv0}+0.03 …(1)
(もっと読む)
錫系めっき鋼板のスポット溶接方法
【課題】めっき層中のSnが溶けて地鉄の粒界に入り込んで割れが発生する、いわゆる低融点金属侵入割れを防止することができる錫系めっき鋼板のスポット溶接方法を提供する。
【解決手段】錫系めっき鋼板をスポット溶接する前の溶接電極接触部に、100cal/g以上の気化潜熱を有する液体を塗布することを特徴とする錫系めっき鋼板のスポット溶接方法。好ましくは、気化潜熱を有する液体の塗布量を、めっき鋼板の溶接電極接触部1点当たり0.05ml以上の油もしくは水、もしくは、油と水の混合液とする。
(もっと読む)
引張強度に優れた高張力鋼板スポット溶接継手、それを有する自動車部品、および高張力鋼板のスポット溶接方法
【課題】従来の、本通電とテンパ通電との組合せからなる単純な2段通電方式のスポット溶接にて形成しうる、引張強度に優れた高張力鋼板スポット溶接継手、および、その溶接継手を有する自動車部品、ならびに、高張力鋼板のスポット溶接方法を提供する。
【解決手段】C:0.10〜0.30質量%の高張力鋼板同士を重ね合わせてスポット溶接して得られたスポット溶接継手であって、当該溶接継手のナゲット中心から熱影響部を経て母相に至るビッカース硬さ分布曲線が、熱影響部において極大値Hvmaxを有するとともに、この極大値Hvmaxと、この極大値を示す点よりナゲット側での、熱影響部におけるビッカース硬さ(荷重:0.980665N)の最小値Hvminとの差(Hvmax−Hvmin)を、5Hv以上とする。
(もっと読む)
アモルファス金属・金属ガラス接合体
【課題】ΔT(=Tx−Tg)(Tx:結晶化温度、Tg:ガラス点)が小さい、アモルファス金属もしくは金属ガラスについて、接合面が結晶化していない接合体を提供する。
【解決手段】不規則な結晶構造を持つアモルファス金属を、熱的方法もしくは塑性変形を利用した方法で接合することにより得られたアモルファス金属接合体。特に、接合部分において析出したナノ結晶を有することが好ましい。また、アモルファス金属のうち広範囲な過冷却融体範囲と明確なガラス転移点を持つ金属ガラスが熱的方法もしくは塑性変形を利用したで方法で接合される。
(もっと読む)
重ね抵抗スポット溶接方法
【課題】3枚以上の鋼板を重ね抵抗スポット溶接する際に、溶接時の加圧力が一定であっても、薄鋼板側にも必要な溶け込みが得られ、かつ散りの発生もない重ね抵抗スポット溶接方法を提供する。
【解決手段】3枚以上の鋼板を重ね合わせた板組みを、1対の溶接電極で挟持し、加圧しながら通電して各鋼板の接触箇所を溶接する際に、最も薄い鋼板3を、板厚が0.5〜1.0mm、強度が270〜980MPaで、少なくとも重ねあわせ面にリン酸塩処理皮膜、クロメート処理皮膜、有機皮膜又は無機皮膜が形成され、更に、接触抵抗値が50〜500mΩか、重ね合わせ面の平均粗さRaが1.0〜3.0μmか、又は重ね合わせ面に高さが0.1〜1.2mmの突起が10mm2あたり1〜10個設けられている裸鋼板又はめっき鋼板とし、この最も薄い鋼板3が一方の電極に接触するようにして板組みする。
(もっと読む)
導電端子の溶接方法、および導電端子構造
【課題】銅を材料とした2つの導電端子同士の溶着強度を十分に大きくすることのできる抵抗溶接による溶接方法及び導電端子構造を提供する。
【解決手段】すずメッキされた平板状の銅を材料とした第1の導電端子1を、その先端位置から離れた位置に段差10を設けることにより該先端位置から段差までの範囲の先端部分にプロジェクションが形成されるように成型する。また、上記と同じ銅を材料とした第2の導電端子と前記第1の導電端子とを、前記第2の導電端子2の溶接面が前記第1の導電端子のプロジェクションの溶接面全体を覆う大きさとなるように成型する。同時に、各導電端子を、前記第1の導電端子の先端部分の断面積と、前記第2の導電端子の溶接部の断面積とが略同じとなるように成型する。これらの導電端子に同じ電気的特性の電極を圧接して電流を流し、前記プロジェクションを前記第2の導電端子の溶接面の内部に入り込ませて溶着させる。
(もっと読む)
重ね抵抗溶接用高強度鋼板及び重ね溶接継手
【課題】ナゲット割れ感受性が低く、ナゲット内破断が発生しにくい重ね抵抗溶接用高強度鋼板及び重ね溶接継手を提供する。
【解決手段】引張強さが340MPa以上で、板厚tが0.5〜10mmの冷延鋼板又は熱延鋼板からなる鋼素材2の片面又は両面に、質量%で、C:0.1%以下、Si:1.4%以下、Mn:2.0%以下、P:0.15%以下、S:0.03%以下、Al:0.1%以下に規制された組成を有し、厚さがt/50以上かつt/5未満である鉄めっき層3a,3bを形成して、高強度鋼板1とする。
(もっと読む)
71 - 80 / 107
[ Back to top ]