
国際特許分類[B23K11/24]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525)
国際特許分類[B23K11/24]の下位に属する分類
国際特許分類[B23K11/24]に分類される特許
51 - 60 / 415
抵抗溶接の品質評価方法及び装置
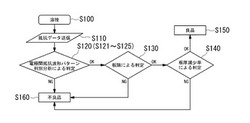
【課題】抵抗溶接の品質評価を、設備の肥大化を生じることなく実現する。
【解決手段】溶接時の電極間抵抗値の変化態様から品質を判定するステップ(S120)において、抵抗溶接装置の制御パラメータである、溶接ガンに通電する電流値と、測定値である溶接ガンの電極間電圧とから、溶接ガンの電極間抵抗を示す抵抗波形を把握し、溶接品質を判定する。又、溶接前の電極間距離から溶接品質を判定するステップ(S130)では、溶接直前の電極間距離に基づいて、溶接前の板隙の有無を把握し、板隙無しと判断される場合には、溶接時の電極間抵抗値の変化態様から品質を判定するステップ(S120)における良品判定を、最終的な品質評価として採用する。なお、溶接前の電極間距離から溶接品質を判定するステップ(S130)で、板隙有りと判断される場合には、判定結果の正確性を欠くとして、最終的な品質評価を不良品と判定する(S160)。
(もっと読む)
スポット打点選別方法およびスポット打点選別プログラム

【課題】車体精度を高める観点から仮付け打点を設定する。
【解決手段】メインボディ工程は、始めに仮付け打点を溶接して車体精度を決定する仮付けステージと、残りの増打ち打点を溶接して車体剛性を高める増打ちステージとを備える。仮付け打点を設定する際には、各溶接ロボットが溶接可能な仮付け打点の処理打点数が演算され(S4)、溶接ロボット毎にスポット打点が仮付け打点の候補として振り分けられる(S5)。続いて、各候補打点に作用する応力が演算され(S7)、最小応力打点が増打ち打点Pcとして設定され(S9)、最小応力打点が候補打点群から削除される(S10)。候補打点数が処理打点数以下となる迄、S7〜S10の処理を繰り返すことにより、応力の小さなスポット打点が仮付け打点の候補から外されて増打ち打点に設定される。そして、処理打点数まで候補打点が絞られると、候補打点群が仮付け打点として設定される(S11)。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】本発明は、高強度鋼板のスポット溶接において、良好な作業性を確保しつつ溶接継手の十字引張強さを向上させることが可能な溶接方法の提供を目的とする。
【解決手段】本発明は、高強度鋼板をスポット溶接して形成させた溶接継手の十字引張強さを向上させる方法において、溶接通電時において一定の条件下で、冷却を挟んだ2段通電するスポット溶接方法に関する。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】本発明は、高強度鋼板のスポット溶接において、良好な作業性を確保しつつ溶接継手の十字引張強さを向上させることが可能な溶接方法の提供を目的とする。
【解決手段】本発明は、高強度鋼板をスポット溶接して形成させた溶接継手の十字引張強さを向上させる方法において、溶接通電時において一定の条件下で3段通電するスポット溶接方法に関する。
(もっと読む)
抵抗溶接制御装置
【課題】作業効率を向上させて、被溶接物17において発生する分流回路に流れる無効電流を補正することができる抵抗溶接制御装置1を提供する。
【解決手段】本発明の抵抗溶接制御装置1は、溶接離間距離設定器29が各溶接離間距離を設定し、電流増加度算出回路28が溶接離間距離設定器29の出力信号を入力として二次電流設定値の増加度を算出する。二次電流設定値加算回路30が、二次電流設定器22の出力信号と電流増加度算出回路28の出力信号を入力として、二次電流設定器22の設定値に増加度Gを加算させた信号を電流誤差増幅回路23へ出力する。電流誤差増幅回路23が二次電流検出器21の検出信号と二次電流設定値加算回路30の出力信号とを入力として誤差を算出し、インバータ駆動回路5が電流誤差増幅回路23の出力信号を入力としてインバータ回路4を制御する抵抗溶接制御装置1である。
(もっと読む)
スポット溶接用電極検査装置
【課題】低コストで、且つ、生産ラインの稼働率を下げずに電極先端径及び電極長さの測定を正確に行うことができ、特に電極間が狭い溶接ガンを使用する場合に有用なスポット溶接用電極検査装置を提供する。
【解決手段】電極10先端を撮影するカメラ9が検査装置本体1aに配設されている。検査装置本体1aは、電極10先端を固定する固定用孔2aが形成された電極固定プレート2と、固定用孔2aに挿入された電極10先端から離間して電極10先端面に対して傾斜配置された第1ミラー6と、電極固定プレート2の反第1ミラー6側側方に電極10側面に対して傾斜配置された第2ミラー8とを備える。カメラ9は、第1ミラー6に反射して映し出された電極10先端を正面から撮影する方向と第2ミラー8に反射して映し出された電極10側面を側方から撮影する方向とに切り替えられるように検査装置本体1aに回動可能に取り付けられている。
(もっと読む)
高張力鋼板の接合体、および高張力鋼板の抵抗溶接方法
【課題】ナゲット内部への亀裂の進展を抑えて、破断強度の向上を図った高張力鋼板の接合体、および高張力鋼板の抵抗溶接方法を提供する。
【解決手段】重ね合わされた高張力鋼板同士を少なくとも含む接合部を抵抗溶接によって接合してなる高張力鋼板の接合体である。この高張力鋼板の接合体にあっては、ナゲット13の結晶粒径は、傾角15度以上の大傾角粒界が30μmより小さい微細粒径、好ましくは、20μmより小さい微細粒径である。
(もっと読む)
抵抗溶接方法、抵抗溶接部材、抵抗溶接機とその制御装置、抵抗溶接機の制御方法とその制御プログラムおよび抵抗溶接の評価方法とその評価プログラム
【課題】種々の外乱が存在する場合でも、抵抗溶接の品質の安定化を図る。
【解決手段】本発明の抵抗溶接方法は、圧接された電極(11)から投入される電力により被溶接物(W)の溶接部(Y)の少なくとも一部がジュール加熱されて溶融を開始する時である溶融開始時を、溶接部へ発信された超音波の変化を検出することにより特定する溶融開始時特定工程と、溶融開始時から電極を介して被溶接物へ投入された電力の積算値である第1電力量を算出する第1電力量算出工程と、第1電力量が第1設定値に到達したか否かを判定する第1判定工程と、溶融開始時から第1電力量第1設定値に到達するまでジュール加熱を行う加熱工程とを備えることを特徴とする。超音波の振幅変化を検出することにより溶融開始時を的確に特定し、その溶融開始時以降の電力量を制御することにより、外乱が存在する場合でも溶接品質の安定化を図れる。
(もっと読む)
スポット溶接ガンを用いたスポット溶接方法
【課題】被溶接ワークに常に一定の加圧力を加えた状態でスポット溶接を行うことができ、溶接品質の安定性を高めることができるスポット溶接ガンを用いたスポット溶接方法を提供する。
【解決手段】一対の電極チップ14a,14bを有するスポット溶接ガン16の摺動する機構部の経年変化による劣化がない状態で、スポット溶接ガン16の動作パラメータを教示するときに、被溶接ワーク11のスポット溶接箇所で、良好な溶接状態が得られたときの一対の電極チップ14a,14bの基準チップ間隔を取得することと、被溶接ワーク11の所定のスポット溶接箇所を実際に溶接するときに、位置制御により一対の電極チップ14a,14bのチップ間隔を基準チップ間隔と等しくなるようにして、一対の電極チップ14a,14bの間で被溶接ワーク11のスポット溶接箇所を挟み、被溶接ワーク11に所定の加圧力を加えて溶接すること、を備える。
(もっと読む)
電極チップの良否判定装置
【課題】手間無く使用できるとともに、光センサの投,受光部を配設させる検査部をコンパクトに構成できる電極チップの良否判定装置を提供すること。
【解決手段】良否判定装置Mは、上,下電極チップ11U,11Bの先端面11bの良否を、それぞれ、各光センサ23,33の投光部26,36からの光を先端面11bに照射して、各光センサの受光部27,37で受光した反射光の強弱により、判定する。装置Mは、良否判定時に相互に接近させる上電極チップ11Uと下電極チップ11Bとの周囲に、光センサの投光部26,36及び受光部27,37と、光センサの投光部及び受光部を保持するホルダ40と、を備えてなる検査部S、を配設させる。ホルダ40は、少なくとも先端面11b,11b相互の対向スペースH0を空けるように、貫通孔41を設け、かつ、貫通孔の周囲を囲む部位42で、光センサの投光部26,36及び受光部27,37を、保持する。
(もっと読む)
51 - 60 / 415
[ Back to top ]