
国際特許分類[B23K11/24]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525)
国際特許分類[B23K11/24]の下位に属する分類
国際特許分類[B23K11/24]に分類される特許
21 - 30 / 415
スポット溶接方法及びスポット溶接装置
【課題】ギャップや面直ズレ等の外乱による溶接不良を抑制できるスポット溶接方法を提供すること。
【解決手段】鋼板W1及びW2を重ね合わせたワークWを一対の電極チップ21,22で挟んで加圧し、所定以上の加圧力を維持した状態で電極チップ21,22間に電流を流すことでワークWを溶接するスポット溶接方法において、ワークWを一対の電極チップ21,22で挟んで加圧を開始してから、加圧力が所定の加圧力に達して安定化するまでの間に、一対の電極チップ21,22を少なくとも加圧方向に振動させることを特徴とするスポット溶接方法である。
(もっと読む)
片側スポット溶接方法および片側スポット溶接装置

【課題】ブローホールの発生を抑制する片側スポット溶接方法および片側スポット溶接装置を提供する。
【解決手段】ワークの溶接部位に、前記ワークの片側からのみ電極を当てて溶接する片側スポット溶接方法であって、前記電極により前記ワークを前記片側から加圧しつつ、前記ワークに所定の電流値で本通電を行うナゲット形成工程S2と、前記ナゲット形成工程後、前記電極により前記ワークを前記片側から加圧しつつ、前記ワークに前記所定の電流値よりも低い電流値で通電を行う徐冷工程S3と、を含むことを特徴とする。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接の際に、溶融した状態で形成される碁石形のナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】インダイレクトスポット溶接法において、通電時間を2つの時間帯t1,t2に区分し、最初の時間帯t1では、加圧力F1で加圧しかつ電流値C1で通電したのち、次の時間帯t2では、F1よりも低い加圧力F2で加圧しかつC1よりも高い電流値C2で通電する。
(もっと読む)
溶接装置及び溶接方法
【課題】簡単な構成で溶接の品質を管理することができる溶接装置及び溶接方法を提供する。
【解決手段】第1電極12と第2電極13との間でワークW1、W2の溶接箇所に電流が流されると、熱が発生してワークW1、W2が溶融する。この熱は、ワークW1、W2から第1電極12及び第2電極13に伝導し、排出路17によって第1電極12から排出される液体の温度を上昇させる。その結果、供給路16によって第1電極12に供給される液体の温度と排出路17によって第1電極12から排出される液体の温度とに温度差が生じる。制御部26は、この温度差が所定の範囲にない場合に異常が発生したと判定する。こうした溶接装置11では、溶接箇所に位置決めされる電極12内の供給路16及び排出路17に温度センサ21、22が組み込まれるので、溶接箇所ごとに温度測定器を位置決めする必要はなく、簡単な構成で溶接の品質を管理することができる。
(もっと読む)
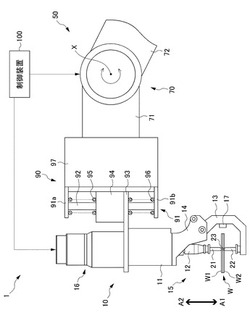
アルミニウム板の抵抗シーム溶接方法及び当該溶接方法を利用した水冷ジャケット
【課題】アルミニウム板の溶接に関する難点を解消し、より低加圧・省電力で抵抗シーム溶接を行うことを可能にする方法を提供し、さらに当該溶接方法を使用して、アルミニウム板を利用した、スペースを取らず、容易に製造可能で、汎用性の高い水冷ジャケットをより効率的に提供すること。
【解決手段】2つの円盤状の溶接電極を使用し、ワークを挟んで連続的に回転させながら電流を断続させ、溶接を行う抵抗シーム溶接装置を使用し、当該抵抗シーム溶接機の電源装置が、所定の目標電流値を設定する手段と、所定の時間単位で現実の電流値を検出する手段と、現実の電流値と所定の目標電流値とを比較する手段と、比較した結果現実の電流値が目標電流値を超えた場合スイッチング制御し、次の電流を立ち上げる手段を備え、溶接時のヒート:クールの時間比を、1:1.5〜3.5(好ましくは1:2〜1:3)の範囲で、アルミニウム板の溶接を行うことからなる。
(もっと読む)
抵抗スポット溶接方法
【課題】加圧工程及び溶接工程における金属板の変形や圧痕、散りや爆飛の発生を防止しながら、良好な溶接を行うことのできる抵抗スポット溶接方法を提供する。
【解決手段】この抵抗スポット溶接方法は、第一の電極1及び第二の電極2により、複数の金属板Wを挟んで加圧力を加える加圧工程S200と、複数の金属板Wに対して加圧力を加えた状態で、第一の電極1及び第二の電極2により複数の金属板Wに対して溶接電流を流す溶接工程S300と、を備えており、加圧工程S200及び溶接工程S300は、加圧力の大きさを継続的に測定しながら行われる。
(もっと読む)
抵抗溶接機用溶接ヘッドおよび溶接方法
【課題】
従来までの方式では接合前にアルゴン・ヘリウム等のガスの放出を開始し、接合後に電極が十分冷却するまでの余裕をみてガスを一定時間噴き続ける必要があり、高価なガスに無駄が生じていた。又、電極が十分冷却するまでの余裕を見るためタクトタイムが長くなっていた。
【解決手段】
本発明の抵抗溶接機用溶接ヘッドは抵抗溶接用の電極と、前記電極の温度を測定する温度測定手段と、前記電極の周囲を覆い、前記電極に噴きつける気体の流入口を持つ保護手段と、複数の種類の前記気体のうち任意の気体を選択する気体切替手段と、を有する事を特徴とする。
又、本発明の抵抗溶接機用溶接ヘッドは、前記電極に噴きつける気体の種類は前記電極の測定温度により切り替えることを特徴とする。
(もっと読む)
シーム溶接システム及びシーム溶接方法
【課題】大型のワークを簡易な手法で好適に溶接することが可能なシーム溶接システムを提供する。
【解決手段】シーム溶接システム1は、ロボットアーム10と、ワークWを挟み込む電極輪20と、電極輪20を回転させるモータ30と、電極輪20に作用するトルクを検出するトルクセンサ40と、ロボットアーム10及びモータ30の駆動を制御することによって、電極輪20をワークW上で走行させる制御装置50と、を備え、制御装置50には、無通電状態の電極輪20をワークW,W上で走行させたときにトルクセンサ40によって検出された無通電時トルクが予め記憶されており、制御装置50は、通電状態の電極輪20をワークW,W上で走行させたときにトルクセンサ40によって検出された通電時トルクと無通電時トルクとの差に基づいて、通電時トルクを無通電時トルクに近づけるようにモータ30の駆動を制御する。
(もっと読む)
シーム溶接装置及びシーム溶接方法
【課題】エネルギーロスの発生を抑制しつつ、回転電極とワークとの間のすべりの発生を可及的に低減させるシーム溶接装置及びシーム溶接方法を提供する。
【解決手段】移動するワーク3に対して加圧されることで回転してシーム溶接を行う回転電極2と、回転電極2の回転速度を検出する第1エンコーダ7と、ワーク3の移動速度を検出する第2エンコーダ8と、を備える。そして制御部9は、回転電極2の回転速度をワークの移動速度で割った割合の低下が所定値より大きくなると、回転電極2のワーク3に対する加圧力を増加させる。その後、制御部9は、前記割合の低下が前記所定値以内の状態が所定時間継続すると、回転電極2のワーク3に対する加圧力を減少させる。
(もっと読む)
抵抗溶接方法
【課題】ワークを構成するメッキ層の一部が電極に付着することを抑えることにより、該電極の長寿命化を図るとともに連続打点性を向上することができる抵抗溶接方法を提供する。
【解決手段】メッキが施された第1板部材12と第2板部材14とを重ねることにより形成されるワークWを第1電極16と第2電極18とで第2加圧力値P2まで加圧する加圧工程中に、溶接電流よりも低い初期電流を該ワークWに通電する。これにより、第1板部材12の第1外側メッキ層24aと第2板部材14の第2外側メッキ層28bとを軟化させて、第1電極16を第1板部材本体22に接触させるとともに第2電極18を第2板部材本体26に接触させる。次いで、ワークWに前記第2加圧力値P2の加圧力を作用させた状態で第1電極16と第2電極18を介してワークWに溶接電流を通電することにより、ナゲットNを形成及び成長させる溶接工程を行う。
(もっと読む)
21 - 30 / 415
[ Back to top ]