
国際特許分類[B23K11/24]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525)
国際特許分類[B23K11/24]の下位に属する分類
国際特許分類[B23K11/24]に分類される特許
11 - 20 / 415
高張力鋼板の抵抗スポット溶接方法及び抵抗スポット溶接継手
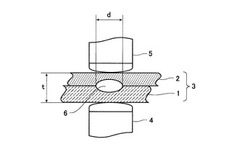
【課題】本発明は、高強度鋼板を含む板組の抵抗スポット溶接において、前記問題を解決し、より高Ceq系の材料でも高い継手強度を達成することの出来る抵抗スポット溶接方法を提供することを目的とする。
【解決手段】二枚以上の鋼板を重ね合せた板組を、一対の溶接電極で挟持し、加圧しながら通電して溶接する抵抗スポット溶接方法であって、電流値Im(kA)を通電し、下記式(1)を満足するナゲット径d(mm)を形成する第一通電工程と、加圧したまま、冷却する前記第一通電後の通電休止工程(A)と、さらに、2段階の電流値を用いた通電を行う第二通電工程とを、この順で、有することを特徴とする抵抗スポット溶接方法。
3×√tm≦d≦6×√tm・・・式(1)
ここで、tmは、前記二枚以上の鋼板の中で最も薄い板の板厚(mm)である。
(もっと読む)
ホイールリムのアプセット溶接方法

【課題】 ホイールリム素材となる高張力鋼板の端面同士を良好に接合できるアプセット溶接方法を提供する。
【解決手段】 突き合わせ端面間を第1加圧力P1で加圧した状態で第1電流I1を通電して、突き合わせ端面を軟化させて端面の面積が増加するように変形させる予加熱工程S1と、通電を停止するとともに加圧力を第2加圧力P2にまで低減して、熱伝導により突き合わせ端面のヒートバランスを均一化するクールダウン工程S2と、加圧力を第3加圧力P3にまで増加させた状態で第1電流より小さな第2電流I2を流して、突き合わせ端面を軟化させる加熱工程S3と、通電量を減らしながら加圧力を第4加圧力P4にまで増加させて、端面同士をアプセット変形させて溶接するアプセット工程S4を実行する。
(もっと読む)
抵抗溶接装置
【課題】一対の電極の最適な交換時期を判定することができる抵抗溶接装置を提供する。
【解決手段】複数の被溶接材の溶接部分を加圧し溶接電流を通電して溶接させる一対の電極11,13と、溶接前の一対の電極11,13間の溶接前長さH1と溶接後の一対の電極11,13間の溶接後長さH2とを測定する測定手段15と、この測定手段15が測定した溶接前長さH1と溶接後長さH2とから一対の電極11,13の沈込量Hを演算する演算手段17とを備えた抵抗溶接装置1において、演算手段17が演算した沈込量Hを蓄積した過去沈込量Hnと、演算手段17が演算した直近の沈込量Hとから一対の電極11,13の交換を判定する電極交換判定手段19を有した。
(もっと読む)
溶接装置および溶接方法
【課題】たとえめっき処理された金属材であっても、簡易な装置構成によって金属材同士を確実に溶接することができること。
【解決手段】本発明の一態様にかかる溶接装置1は、めっき処理された金属材同士を溶接する装置であって、金属材同士をシーム溶接するシーム溶接機2,3と、制御部6とを備える。制御部6は、互いに前後して搬送される先行材15と後行材16との重ね合わせ部分17の溶接始端から溶接終端に向かう1パス目に、めっき材を押し出す溶接前処理を行うようシーム溶接機2,3を制御する。その後、制御部6は、溶接前処理後の重ね合わせ部分17に再度圧力および電流を加えて先行材15と後行材16とをシーム溶接するようシーム溶接機2,3を制御する。
(もっと読む)
シーム溶接システム
【課題】溶接に伴う電極輪のワークへの食い込みに対応するとともに、大型のワークを好適に溶接することが可能なシーム溶接システムを提供する。
【解決手段】シーム溶接システム1Xは、ロボットアーム10と、ロボットアーム10の先端に設けられており、ワークWA,WBを挟み込む電極輪20A,20Bと、電極輪20A,20Bを回転させるモータ30A,30Bと、一対の電極輪20A,20Bを近接及び離間させるアクチュエータ40と、電極輪20Aのワーク板厚方向へのストローク量を検出するストローク量センサ50と、ロボットアーム10、モータ30A,30B及びアクチュエータ40の駆動を制御することによって、電極輪20A,20BをワークWA,WB上で走行させる制御装置60と、を備え、制御装置60は、ストローク量に基づいて電極輪20A,20Bの回転速度を補正する。
(もっと読む)
プロジェクション溶接継手の製造方法
【課題】良好な溶接作業性を確保しつつ、接合部の静的強度、すなわち、トルク剥離強さおよび押込み剥離強さを向上させ、また、割れの発生を防止することが可能なプロジェクション溶接継手の製造方法を提供する。
【解決手段】所定の成分組成を有するナット2と、引張強さ:750〜1600MPa、板厚:0.8〜3.0mm、炭素等量Ceq:0.22〜0.50%の範囲である高強度鋼板1とをプロジェクション溶接する際、電極の加圧力EFおよび通電時間Wtで本通電を行った直後に、後通電電流POC1および後通電時間POt1で後通電を実施し、その後、電極保持時間Htで保持することで、ナット2と高強度鋼板1との接合部Aの面積SJと、ナット2の呼び径部分の面積SRとの比が次式{0.7≦SJ/SR≦1.5}で表される関係を満たし、かつ、接合部Aおよび熱影響部Bのビッカース硬さの最大値が550Hv以下となるように制御する。
(もっと読む)
高強度薄鋼板の抵抗スポット溶接継手および抵抗スポット溶接方法
【課題】本発明は、継手引張特性に優れた高強度薄鋼板の抵抗スポット溶接継手およびその継手を得るための溶接技術を提供することを目的とする。
【解決手段】重ね合わせた2枚以上の高強度の薄鋼板を一対の電極によって挟み加圧力を加えながら電流を流して溶接する抵抗スポット溶接方法で形成された継手であって、ナゲットの外側に母材より硬度が低い軟化域が存在し、かつ、ナゲット内の組織が等軸状であって、マルテンサイト組織であることを特徴とする高強度薄鋼板の抵抗スポット溶接継手およびその継手を製作する溶接方法。
(もっと読む)
抵抗溶接制御装置
【課題】テーブル電極を使用する抵抗溶接制御装置において、母材の抵抗値を正確に算出することができる抵抗溶接制御装置を提供する。
【解決手段】本発明の抵抗溶接制御装置1は、溶接前に上部電極15をテーブル電極16の電圧検出線接続部16aに接触させて通電したときの電極基準抵抗値R1を算出する。母材を設置して上部電極15をテーブル電極16の溶接箇所へ移動させて接触させ加圧した状態で、テーブル電極16の電圧検出線接続部16aから溶接箇所までの距離が入力されて、電圧検出線接続部16aからの距離と抵抗値との関数から電極補正抵抗値Raを算出する。電極間に電力を供給して溶接を開始して電極間抵抗値R2を算出し、(母材抵抗値Rw)=(電極間抵抗値R2)−(電極基準抵抗値R1)−(電極補正抵抗値Ra)を算出する。この結果、母材Wの抵抗値を正確に算出することができる。
(もっと読む)
溶融部界面位置検出方法及びその装置
【課題】スポット溶接の最中にワークに生成する溶融部の界面の位置を精度よく且つ効率的に検出する。
【解決手段】第1溶接チップ12に設けられた第1送受信器16から、第1超音波を送信する。第1超音波の一部は溶融部30の界面で反射されて第1反射波X1となり、第1送受信器16に戻る。一方、別の一部は溶融部30を透過する第1透過波Y1となり、第2溶接チップ14に設けられた第2送受信器18に到達する。第1反射波X1の強度が十分に減衰した後、好ましくは位相差が180°となるようにして、第2送受信器18から第2超音波を送信する。第2超音波の一部は溶融部30の界面で反射されて第2反射波X2となり、第2送受信器18に戻る。一方、別の一部は溶融部30を透過する第2透過波Y2となり、第1送受信器16に到達する。以上の第1超音波・第2超音波の送信・受信を交互に繰り返す。
(もっと読む)
スポット溶接方法及びスポット溶接装置
【課題】ギャップや面直ズレ等の外乱による溶接不良を抑制できるスポット溶接方法を提供すること。
【解決手段】鋼板W1及びW2を重ね合わせたワークWを一対の電極チップ21,22で挟んで加圧し、所定以上の加圧力を維持した状態で電極チップ21,22間に電流を流すことでワークWを溶接するスポット溶接方法において、ワークWを一対の電極チップ21,22で挟んで加圧を開始してから、加圧力が所定の加圧力に達して安定化するまでの間に、一対の電極チップ21,22を少なくとも加圧方向に振動させることを特徴とするスポット溶接方法である。
(もっと読む)
11 - 20 / 415
[ Back to top ]