
国際特許分類[B23K11/24]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525)
国際特許分類[B23K11/24]の下位に属する分類
国際特許分類[B23K11/24]に分類される特許
31 - 40 / 415
抵抗溶接方法
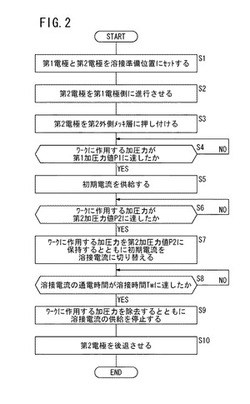
【課題】ワークを構成するメッキ層の一部が電極に付着することを抑えることにより、該電極の長寿命化を図るとともに連続打点性を向上することができる抵抗溶接方法を提供する。
【解決手段】メッキが施された第1板部材12と第2板部材14とを重ねることにより形成されるワークWを第1電極16と第2電極18とで第2加圧力値P2まで加圧する加圧工程中に、溶接電流よりも低い初期電流を該ワークWに通電する。これにより、第1板部材12の第1外側メッキ層24aと第2板部材14の第2外側メッキ層28bとを軟化させて、第1電極16を第1板部材本体22に接触させるとともに第2電極18を第2板部材本体26に接触させる。次いで、ワークWに前記第2加圧力値P2の加圧力を作用させた状態で第1電極16と第2電極18を介してワークWに溶接電流を通電することにより、ナゲットNを形成及び成長させる溶接工程を行う。
(もっと読む)
溶接ロボットシステム

【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
焼き入れ処理された鋼板のスポット溶接における十字引張強さの予測方法及びその予測方法を用いたスポット溶接方法
【課題】焼入鋼板のスポット溶接において、熱影響部に生じる軟化部の十字引張強さCTSに対する影響を評価して、溶接条件からCTSを予測し、CTSが設定値を超えることができるようにする。
【解決手段】(A)本溶接の前に、(a1)種々の通電条件で焼入鋼板をスポット溶接し、軟化部の軟化量ΔHvと溶接継手のCTSを測定し、(a2)溶接熱影響部の温度履歴を計算し、該温度履歴から焼戻しパラメータλを計算して、焼戻しパラメータλと軟化量ΔHvとの関係を求め、(a3)軟化量ΔHvから軟化度合Nを計算し、CTSと軟化度合Nの関係を求めておき、(B)ついで、本溶接にあたり、(b1)設定した本溶接の通電条件から焼戻しパラメータλを計算し、(b2)焼戻しパラメータλから軟化量ΔHvを求め、(b3)軟化量ΔHvから軟化度合Nを求め、(b4)軟化度合Nから設定した通電条件で溶接した場合のスポット溶接継手のCTSを求めるようにする。
(もっと読む)
保持機構、およびそれを用いたスポット溶接検査装置
【課題】構造の複雑化を招くことなく、また、溶接部位との位置関係などに関わらず、検出器を溶接部位に対して垂直に保持する保持機構、およびその保持機構を用いたスポット溶接検査装置を提供する、
【解決手段】固定板11と、固定板11に対向し貫通孔33が形成された可動板12と、固定板11側の端部が当該固定板11に固定され可動板12側の端部に当該可動板12が軸方向に往復自在に装着される連結部材13と、連結部材13により連結された固定板11と可動板12とを互いに離間する方向に付勢するコイルばね14とを設け、可動板12の貫通孔33を、固定板11に対向する側から反対側に向かうにしたがってその内径が徐々に大きくなるテーパ状に形成し、可動板12側の端部が当該可動板12の貫通孔33に嵌合するテーパ状に形成された連結部材13を、貫通孔33に前記固定板11と反対側から挿入する。
(もっと読む)
ラップシーム溶接部の溶接良否判定方法および溶接良否判定装置
【課題】溶接部の良否を精度よく判定すること。
【解決手段】溶接良否判定装置12は、溶接部の温度分布の面積を算出し、算出された面積と正常時における溶接部の温度分布の面積との比率を算出する。溶接良否判定装置12は、溶接部の温度分布から溶接部の温度が最高となる溶接幅方向位置を算出し、算出された溶接幅方向位置と正常時における溶接部の温度分布から算出された溶接部の温度が最高となる溶接幅方向位置との差分値を算出する。溶接良否判定装置12は、算出された比率と差分値とに基づいて、溶接部の良否を判定する。これにより、溶接部の良否を精度よく判定することができる。
(もっと読む)
抵抗溶接の評価方法、抵抗溶接機の制御方法、抵抗溶接機の制御装置、および抵抗溶接機
【課題】簡単な構成で、被溶接材の接合状態の良否を溶接中に容易に且つ正確に判定して、被溶接材の接合状態の判定が良好でない場合に、その接合状態が良好とならない原因となる外乱に対する対策を講じることができる抵抗溶接機を提供する。
【解決手段】抵抗溶接機は、複数からなるの被溶接材Wを加圧する電極1、2と、電源装置3と、被溶接材Wを良好に接合させるよう制御するための制御装置4とを備えている。制御装置4は、被溶接材Wの溶融開始のタイミングを検知する手段5と、この検知された被溶接材Wの溶融開始のタイミングと、予め定められた被溶接材Wの溶融開始のタイミングとを比較して、両タイミングの差が予め設定された範囲内であるか否かに基づいて被溶接材Wの接合状態の良否を判定し、被溶接材Wの接合状態の判定で接合状態が良でない場合に溶接条件を変更するタイマ6とを備えている。
(もっと読む)
ラップシーム溶接機の異常診断方法および異常診断装置
【課題】電極輪の異常を精度よく検出すること。
【解決手段】異常診断装置12が、温度計10を利用して鋼板の幅方向に沿って溶接幅方向の溶接部の温度分布を測定する。異常診断装置12が、電極輪回転位置検出センサ11を利用して、溶接部の温度分布を測定した際の電極輪の回転位置を測定する異常診断装置12が、測定された溶接幅方向の溶接部の温度分布と電極輪の回転位置とに基づいて、電極輪の異常を検出する。また、異常診断装置12は、溶接部の温度分布の最高温度と溶接部の温度が最高温度となる溶接幅方向位置とに基づいて、電極輪の取付位置異常を検出する。これにより、電極輪の異常を精度よく検出することができる。
(もっと読む)
抵抗溶接方法および抵抗溶接装置
【課題】 溶接対象に供給するエネルギを管理できる抵抗溶接装置を提供する。
【解決手段】 本発明になる抵抗溶接装置は、スイッチング部を介して溶接トランスの一次側に一次電流を通電して、前記溶接トランスの二次側に二次電流を発生させ、溶接対象を介して溶接電極間に流す抵抗溶接装置であって、前記スイッチング部の導通状態を制御する制御信号を生成する溶接制御部と、前記溶接対象に供給されるエネルギを検出する溶接情報モニタ部と、を備え、前記溶接制御部は、別途設けた操作手段からの溶接開始指令を受けた時に前記スイッチング部を導通状態にし、前記溶接情報モニタ部からの供給されるエネルギが予め設定されている供給エネルギを超えた時に前記スイッチング部を非導通状態にする制御信号を生成することを特徴とする。
(もっと読む)
セット不良検知機能付下部電極装置
【課題】セット不良を確実に検知することができるセット不良検知機能付下部電極装置を提供する。
【解決手段】ストレートホルダー51と、ストレートホルダー51の上端に取り付けられた下部電極52と、ストレートホルダー51内に配設されたシャフト54と、シャフト54の上端に配設され、ウェルドナット又はウェルドナットを保持する保持部材53と、シャフト54に取り付けられた検知ブロック56と、検知ブロック56を検知する第1近接センサー61及び第2近接センサー62を有し、加圧時において、第1近接センサー61は検知ブロック56が検知される上限に配置され、第2近接センサー62は検知ブロック56が検知される下限に配置されている。
(もっと読む)
ハイブリッド式溶接装置およびハイブリッド式溶接方法
【課題】 溶接工程中に溶接強度等の溶接品質管理が難しい。
【解決手段】 本発明になるハイブリッド式溶接方法は、基準値として、充分な溶接強度が得られたときの溶接電極間の溶接抵抗と溶接開始からの経過時間を設定し、抵抗溶接とレーザ溶接とを開始し、溶接工程中予め定められているタイミングで実際に溶接電極間に流れる溶接電流と溶接電極間の溶接電圧とを計測して、これらの値から算出された溶接抵抗と基準値とを比較し、基準値以下になったときに、この時の溶接開始からの経過時間が予め定められた経過時間の基準値を超えているときにレーザ溶接および抵抗溶接を終了する。また、ハイブリッド式溶接装置はこれらの基準値の設定・保存手段、計測手段、算出手段、および比較判断手段を備える。
(もっと読む)
31 - 40 / 415
[ Back to top ]