
国際特許分類[B23K11/24]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | そのための電源または制御回路 (525)
国際特許分類[B23K11/24]の下位に属する分類
国際特許分類[B23K11/24]に分類される特許
61 - 70 / 415
溶接トランス
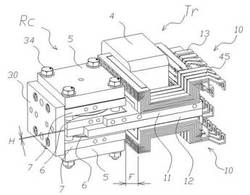
【課題】この発明はインバータ式抵抗溶接機用の溶接トランスにおいて、制御周波数を上げると最大電流が低下する問題を解決している。小型化、省エネ化の対応可能とするインバータ式抵抗溶接機用の溶接トランスを提案する。
【解決手段】1次巻線は巻線銅板を積層した薄型構造としているため、2次巻線の冷却水通路により大きな冷却効果がある。そのため、2次巻線の上下に1次巻線を重ねることができる。2枚の2次巻線用銅板が近接し、インダクタンスを極めて小さくする構造としている。また、トランス部と制御部を合体した構造としている。さらに、折り曲げ構造の1次巻線を使用したことにより、インダクタンスを小さく押さえ、溶接トランスの全体構造をコンパクトにしている。
(もっと読む)
片側スポット溶接装置

【課題】接合部を安定して形成し、且つ、穴明き不良の発生を防止できる片側スポット溶接装置を提供する。
【解決手段】制御装置4は、溶接ガン2を制御して、重ね合わせた一方側のプレス部品10に電極20を押し込みながら加圧力が所定値まで上昇した際、電流供給装置3を制御して電流の供給を開始させる。制御装置4は、溶接ガン2を制御して、プレス部品10の溶融により電極20が次第に押し込み移動してプレス部品10間の接合部5の接合幅5aが所定値になった際、加圧力を次第に下降させて電極20の押し込み位置が電流の供給を停止するまで固定する。
(もっと読む)
抵抗溶接装置及び抵抗溶接方法
【課題】表チリを発生させることなく、より大きな溶接電流の供給を行うことができる抵抗溶接装置及び方法を提供する。
【解決手段】抵抗溶接装置は、溶接対象部分を挟んで配置される正極及び負極を有する2つの電極対10、20と、各電極対にそれぞれ電流を供給する2つのトランス30、40とを備える。2つの電極対10、20は、各々正極と負極の間に溶接対象部分を挟んで配置されたとき、一方の電極対10の正極11及び負極12が、それぞれ他方の電極対20の負極22及び正極21に対向すると共に、正極11、21同士及び負極12、22同士が絶縁部材50を介して隣接するように構成される。
(もっと読む)
抵抗溶接装置及び抵抗溶接方法
【課題】溶接対象物や溶接速度に応じた適切な溶接を行うことができる抵抗溶接装置及び方法を提供する。
【解決手段】ワークWへの溶接電流の印加に際し、ワークWの一方の側において、ローラ電極1及び2を相互に隣接するように配置し、ワークWの他方の側において、ローラ電極3及び4をローラ電極1及び2とそれぞれ対向する位置に配置し、トランス30及び40からローラ電極1〜4に溶接電流を供給する。トランス30及び40とローラ電極1〜4との接続状態は、接続切替え手段31及び41により切り替えられる。
(もっと読む)
溶接ケーブル
【課題】溶接ケーブルの屈曲性を向上することで作業者の負担を軽減し作業性を向上することができる溶接ケーブルを提供する。
【解決手段】溶接手段に電力を供給する電線を保持するためのセパレータ7をケーブル本体10a内に有する溶接ケーブル10において、前記セパレータ7は、前記ケーブル本体10a内において前記ケーブル本体10aの長手方向に延設されるとともに前記セパレータ7の外周側面に前記セパレータ7の長手方向に対して垂直な切り欠きを設けた。
(もっと読む)
プロジェクション溶接継手およびその製造方法
【課題】散りが発生しない良好な溶接作業性を確保しつつ、接合部の静的強度、すなわち、トルク剥離強さおよび押込み剥離強さを向上させ、また、割れの発生を防止することが可能なプロジェクション溶接継手および製造方法を提供する。
【解決手段】所定の成分組成を有するナット2(またはボルト)と、引張強さ:750〜1600MPa、板厚:0.8〜3.0mm、次式{[C]+[Si]/30+[Mn]/20+2[P]+4[S]}で表される炭素等量Ceqが0.22〜0.50%の範囲である高強度鋼板1とがプロジェクション溶接されてなり、ナット2(またはボルト)と高強度鋼板1との接合部Aの面積SJと、ナット2(またはボルト)の呼び径部分の面積SRとの比が次式{0.7≦SJ/SR≦1.5}で表される関係を満たし、かつ、接合部Aおよび熱影響部Bのビッカース硬さの最大値が550Hv以下とされている。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接に際し、溶接設備の機能の制約を受けず、簡便な溶接前工程によって、溶融した状態で形成されたナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】少なくとも2枚の金属板を重ね合わせた部材に対し、一方の面側から金属板に溶接電極を加圧しながら押し当て、他方の面側の金属板には該溶接電極と離隔した位置に給電端子を取り付け、該溶接電極と該給電端子との間で通電して溶接を行うインダイレクトスポット溶接において、金属板間の重ね合わせ面全面に、絶縁性を有する粘稠な物質を介在させた状態で溶接を行う。
(もっと読む)
スポット溶接の検査装置
【課題】スポット溶接等によって接合された金属構造体の接合部の品質を非破壊で検査する検査装置を提供する。
【解決手段】金属材料どうしを重ね合わせてスポット溶接して形成した溶接部を挟んで第1と第2のプローブを対向させて配置し、溶接部の溶接状態を検査するスポット溶接の検査装置において、第1プローブは、棒状とした第1芯材と、この第1芯材に巻き回した第1印加コイル及び第1検出コイルを具備し、第2プローブは、棒状とした第2芯材と、この第2芯材に巻き回した第2印加コイル及び第2検出コイルを具備し、第2印加コイルで生じさせた磁場を第1検出コイルで検出する第1モードと、第1印加コイルで生じさせた磁場を第2検出コイルで検出する第2モードと、第1印加コイルで生じさせた磁場を第1検出コイルで検出する第3モードと、第2印加コイルで生じさせた磁場を第2検出コイルで検出する第4モードとを実行することとする。
(もっと読む)
抵抗溶接制御装置
【課題】溶接トランスと二次電流検出器との間で二次電流の分流回路が発生することを判別することができる抵抗溶接制御装置を提供する。
【解決手段】本発明の抵抗溶接制御装置1は、二次電流検出器21の検出値に基づいて電流フィードバック制御を行う。データベース28に二次電流と、一次電流と二次電流との基準電流比との関係が保存され、電流比算出回路32が電流比を算出する。判別回路30が二次電流検出器21の検出値と算出電流比とを入力して、データベース28から基準電流比を抽出して比較して、溶接トランス6と二次電流検出器21との間で分流回路が発生したことを判別する。この結果、分流回路が発生したことを判別することができるので、溶接トランス6やインバータ回路4を壊すことが無い。
(もっと読む)
スポット溶接自動検査装置
【課題】溶接部位の検査時間を短縮しつつ、製品の品質のばらつきを抑制するスポット溶接自動検査装置を提供する。
【解決手段】スポット溶接自動検査装置20は、溶接検査機21、リカバリ溶接機22および検査用制御装置23を備えている。スポット溶接自動検査装置20は、第一溶接工程と第二溶接工程との間において、溶接検査機21によりスポット溶接機3により溶接された溶接位置の検査を行い溶接の良否を判定するとともに、判定結果が否である溶接位置に対してリカバリ溶接機22による再溶接を実施する。
(もっと読む)
61 - 70 / 415
[ Back to top ]