
国際特許分類[B23P19/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498) | プレスばめによる対象物結合用,またはプレスばめ取外し用 (303)
国際特許分類[B23P19/02]の下位に属する分類
油圧または空圧による手段を使うもの
振動を使うもの
国際特許分類[B23P19/02]に分類される特許
41 - 50 / 303
芯出し装置及び部品組立機並びに芯出し方法及び部品組立方法
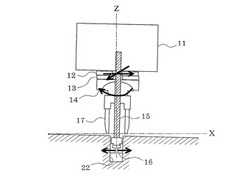
【課題】部品を挿入する穴の芯出しを自動的に行う。
【解決手段】芯出しシャフト15のX−Y方向の位置と鉛直方向からの傾き角度を調整する倣い機構12〜14を設けると共に、芯出しシャフト15の下端部に、該芯出しシャフト15の径方向に拡縮動作する芯出し治具16を設ける。芯出し治具16を縮径させた状態で芯出しシャフト15を下降させて芯出し治具16を穴22内に挿入した後、芯出し治具16を拡径させて芯出し治具16の外周面を穴22の内周面に当接させることで、倣い機構12〜14により芯出しシャフト15の軸芯を穴22の軸芯に合致させるように芯出しシャフト15をX−Y方向に移動させ且つ芯出しシャフト15の傾き角度を変化させて芯出しした状態で芯出しシャフト15をロックした後、芯出し治具16を縮径させて芯出しシャフト15を上昇させて芯出し治具16を穴22から抜き出す。
(もっと読む)
部品圧入装置

【課題】圧入位置に部品を確実に移動させて圧入作業の効率を向上させることが可能な部品圧入装置を提供する。
【解決手段】回転板52に対して複数の圧入用貫通孔が設けられる。各圧入用貫通孔は平行ピンPNおよびプレスラム4の先端部を鉛直方向Zに挿脱自在に形成されている。そして、部品供給位置に位置決めされた圧入用貫通孔に上方から平行ピンPNを挿入して当該圧入用貫通孔に収容した後、回転板52を回転させることで圧入用貫通孔に収容された状態のまま平行ピンPNを圧入位置P1に移動し、位置決めしている。したがって、平行ピンPNを部品供給位置から圧入位置P1に移動させている途中で平行ピンPNが傾いたり、倒れるなどの問題を発生させることなく、平行ピンPNは圧入位置P1に確実に移動させられる。
(もっと読む)
軸受組付け装置
【課題】滑り軸受が軸受嵌合面に乗り移る際の擦れを確実に防いで、当該滑り軸受を高精度に組付けることのできる軸受組付け装置を提供する。
【解決手段】本発明に係る軸受組付け装置10は、一端開口部から導入した滑り軸受1を、他端開口部に設置した被組付け部材4の軸受嵌合面5に向けて案内するガイド穴12が形成されたガイド部材11と、ガイド穴12の一端開口部に設置した滑り軸受1の両端部2,2を押圧してガイド穴12を通過させることで、滑り軸受1を軸受嵌合面5に当接させる押圧部材15とを具備する。ここで、ガイド穴12は、滑り軸受1の軸受嵌合面5に向けた押圧移動に伴い、滑り軸受1の外径を軸受嵌合面5の内径より小さくなるまで縮小させる内面形状をなしている。そして、押圧部材15で、滑り軸受1が軸受嵌合面5の底部5aと当接する位置まで滑り軸受1を押圧した後、ガイド部材11と押圧部材15との相対移動により、滑り軸受1をガイド穴12から離脱可能とする。
(もっと読む)
ギヤ等組付け装置
【課題】軸部材にサイズの異なる多数個のギヤを、セットすることができるギヤ等組付け装置を提供することを課題とする。
【解決手段】第1ロボット17は、ハンド45にギヤ24を挟んだ形態で所定位置にて待機している。第2ロボット18は、一対のフィンガー61、62でギヤ24の円周面24bを挟む。これで、第1ロボット17から第2ロボット18へギヤ24の持ち替えが行われた。第2ロボット18は、軸部材19に上からギヤ24を投入する。
【効果】第1ロボットでギヤの両側面を挟む。両側面を挟むため、サイズの異なるギヤを、ギヤ供給機構から簡単に第1ロボットでピックアップすることができる。結果、軸部材にサイズの異なる多数個のギヤを、セットすることができるギヤ等組付け装置を提供することができる。
(もっと読む)
Oリングの取出装置及びその方法
【課題】洗浄工程が終えられたOリングを、待機位置から取出位置へ移動させる間で異物が付着することなく取出す。
【解決手段】洗浄工程が終えられたOリング2及び治具3を基台4aに組付け、カラー上下チャック5を上方向へ移動させることで、最上位置のOリング2が取出位置へ移動される途中で他の部材に触れないように最上位置のOリング2を取出位置へ移動させ、その取出位置へ移動させた取出対象のOリングを吸着ヘッド9により取出す。洗浄工程が終えられたOリング2及び治具3を基台4aに組付けた後、洗浄工程が終えられたポールカラー11を移動させるだけで、Oリング2を他の部材に触れることなく取出すことができる。
(もっと読む)
自動組付け装置、自動組付け方法、およびプログラム
【課題】ワークが位置および/または寸法のばらつきを有する場合でも、ワークへの部品の組付けを高信頼かつ高速で行なえる自動組付け装置を提供する。
【解決手段】自動組付け装置1は、部品およびワークの少なくとも一方を、部品とワークとが接触した状態で移動させる移動部260と、ワークに対する部品の接触圧を検出する接触圧検出部240と、接触圧に基づいて部品の組付けの進捗度を評価する評価部210と、評価の結果に基づき、移動部260による移動の量を設定する設定部220とを備える。
(もっと読む)
部品組立方法および部品組立装置
【課題】部品組立方法および部品組立装置において、挿入部材が被挿入部材の凹部に引っかかりやすい場合にも、効率よく被挿入部材に挿入部材を挿入することができるようにする。
【解決手段】被挿入部材に設けられた凹部に挿入部材を挿入して部品を組み立てる部品組立方法であって、凹部の開口を上方に向けて被挿入部材の位置を固定する被挿入部材固定工程(ステップS1)と、挿入部材を凹部上に配置する挿入部材配置工程(ステップS2)と、ステップS2で配置された挿入部材の、凹部に対する偏心方向を検出する偏心方向検出工程(ステップS3)と、挿入部材の水平面に対する傾斜が、偏心方向に沿ってより増大するように被挿入部材を傾ける被挿入部材傾斜工程(ステップS4)と、ステップS4を行った後に挿入部材に衝撃を加える衝撃印加工程(ステップS5)と、を備える方法とする。
(もっと読む)
部品組立方法および部品組立装置
【課題】部品組立方法および部品組立装置において、挿入部材が被挿入部材の凹部に引っかかりやすい場合にも、効率よく被挿入部材に挿入部材を挿入することができるようにする。
【解決手段】被挿入部材に設けられた凹部に挿入部材を挿入して、被挿入部材および挿入部材を含む部品を組み立てる部品組立方法であって、凹部の開口を上方に向けて被挿入部材の位置を被挿入部材保持部に固定して(ステップS1)、被挿入部材保持部に衝撃を加えることにより、被挿入部材を介して挿入部材に衝撃を加える(ステップS3)方法とする。
(もっと読む)
部品組み付け装置及び機械部品の製造方法
【課題】機械部品の取り付け孔にボルトを挿入することが可能な部品組み付け装置及び機械部品の製造方法を提供する。
【解決手段】磁石66を用いてボルトの頭を保持する穴65が形成されたボルト保持部58を有する多関節ロボット11bを備え、
多関節ロボット11bが、ボルト保持部58に保持されたボルトの先端部を被固定部品Aに載せられた固定部品Cの取り付け孔に挿入し、ボルトを傾けて、ボルト保持部58からボルトを分離する。
(もっと読む)
リテーナコッタ組合せ装置
【課題】コッタとリテーナとが組み合わされたか否かの確認作業が不要であり、サイズ及び製造コストを抑えたリテーナコッタ組合せ装置を提供する。
【解決手段】貫通孔2aを有するリテーナ2と、貫通孔2aに合った形状を成す一対のコッタ3・3と、を組み合わせるリテーナコッタ組合せ装置1であって、リテーナ2及びコッタ3・3を載置する固定盤10と、保持部21が形成され、リテーナ2を搬送する回転盤20と、所定の位置における保持部21にリテーナ2を大径側の表面を下にした状態で供給するリテーナフィーダ30と、リテーナ2の供給位置における保持部21の下方にコッタ3・3を大径側の表面を下にした状態で供給するコッタフィーダ40と、コッタ3・3を持ち上げて貫通孔2aに下方から挿入させるコッタリフタ50と、リテーナ2の供給位置よりも下流側の位置における保持部21にて、組合せ体を上下反転させる反転装置60と、を具備する。
(もっと読む)
41 - 50 / 303
[ Back to top ]