
国際特許分類[B24B53/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027)
国際特許分類[B24B53/00]の下位に属する分類
砥石車の清浄 (29)
修正作業中に補助工具としての遊離砥粒を供給するもの (11)
平面をなす研削工具のもの (191)
研磨工具または砥石車の円筒面または円錐面のためのもの (85)
総型砥石車のもの (131)
ドレッシング作業中の冷却または潤滑 (20)
砥粒をコートされた可撓性の裏当材が動くもの;研磨ベルトの浄化 (3)
ドレッシング工具;そのためのホルダー (253)
国際特許分類[B24B53/00]に分類される特許
31 - 40 / 304
研削装置および両面研磨装置
【課題】ウェーハ等のワークの両面の表面形状プロファイルを個々に緻密に制御できる研削装置および該研削装置を備える研磨装置を提供する。
【解決手段】本発明の研削装置は、研磨布を貼り付けた上定盤および下定盤の回転によりワークの表裏面を研磨する両面研磨装置における、研磨布をドレッシングするための研削装置であって、離間させた上下定盤間に挿通され、研磨布の研磨面に対して水平方向に走査かつ垂直方向に昇降可能な移動アームと、移動アームの先端部に研磨布面に対して水平方向に回動可能に取り付けられ、研磨布の表面をドレッシングする研磨布より小径の研削プレートと、移動アームの先端部に取り付けられ、移動アームの走査方向に前記研磨布の表面形状プロファイルを測定する測定部と、測定部の測定結果に基づきドレッシング量を制御する研削制御部とを備えることを特徴とする。
(もっと読む)
研削装置

【課題】砥石のドレスを適切なタイミングで、かつ適切なドレス量で行う。
【解決手段】ある実施の形態における研削装置は、保持テーブル3に保持されたワークWを研削加工する砥石72を含む工具7とこの工具7を回転可能に支持する回転スピンドル622とを有する加工手段と、砥石72を目立てするドレス手段9とを備える。ドレス手段9は、ドレス面911を有するドレス部91と、このドレス部91を、研削加工中の砥石72にドレス面911が接触する作用位置と研削加工中の砥石72にドレス面911が接触しない非作用位置とに選択的に位置付ける移動部92と、回転スピンドル622の回転に供される電流値を検出する電流検出部93と、電流検出部93によって検出された電流値が予め設定された閾値を超えたときにドレス部91を作用位置に位置付けるように移動部92を制御する制御部94とを有する。
(もっと読む)
ドレッシング方法およびドレッシング装置
【課題】金属を研削することでドレッシングする方法において、砥粒突出し高さを研削能率に関わらずに設定できるドレッシング方法およびドレッシング装置
【解決手段】ドレッシング装置8のアーム82を旋廻軸心aの廻りで旋廻させることで、ドレッシング板84の厚さ方向と砥石車7の切込みの方向とがなす交差角度θを可変とする。交差角度θを砥石車7の砥粒先端からボンド表面までの距離である砥粒突出し高さにより決定する。ドレッシング初期は交差角度θが小さい角度でドレッシング板84を研削し、その後、交差角度θを大きくしてドレッシング板84を研削する。
(もっと読む)
研磨剤の供給方法及び装置とコアビット
【課題】支柱に昇降可能に支持されるコアビットと、送りモータで構成され、コアビットを支柱に沿って送る送り装置を備えたコアドリルを用いて被削材へ穿孔する方法において、切れ味が低下したときに、研磨剤を必要量コアビット内に自動的に供給する方法を提供する。
【解決手段】検出手段46が送りモータ28の回転数を検出し、該検出値がしきい値を超えて低下したとき制御装置45が研磨剤を入れた容器37の電磁弁38を開き、容器内の研磨剤をコアビット内に供給する。制御装置45はタイマー49を備え、設定時間経過すると、電磁弁38が閉じ、研磨剤の供給が停止される。
(もっと読む)
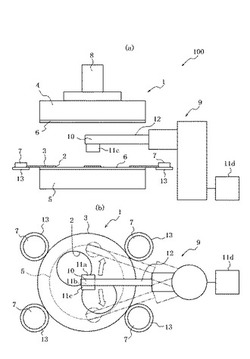
ドレッシング装置
【課題】旋回軸の中心に対するダイヤモンドドレッサの位置を変更するための作業時間が短く、また、ダイヤモンドドレッサの位置決め誤差が生じにくいドレッシング装置を提供する。
【解決手段】回転可能に支持された旋回軸5と、その旋回軸5を回転駆動する旋回軸用モータ8と、旋回軸5の内部で旋回軸5の中心に対して偏心した位置を中心に回転可能に支持された旋回半径変更軸12と、その旋回半径変更軸12を回転駆動する旋回半径変更軸用モータ14とを有し、旋回半径変更軸12にダイヤモンドドレッサ15が着脱可能に取り付けられるドレッサホルダ16を設けた構成をドレッシング装置1に採用する。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
ドレッシング方法および研削盤
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法および研削盤
【解決手段】砥石車7で回転するドレッシングロール10を研削し、砥石車7とドレッシングロール10の接触弧の長さを所定の接触弧長さとすることで、ドレッシング後の砥石車7の砥粒のボンド層からの突出量である砥粒突出し量を所定の量とする。さらに、ドレス初期はドレッシングロール10の回転当りの砥石切込みを小さくし、ドレッシングの進行に伴い砥石切りこみを大きくする。
(もっと読む)
ドレッシングボードおよびドレッシングボード収容ケース
【課題】ドレッシングボードの厚みが規格の厚みに対して誤差範囲が大きくても、切削ブレードをドレッシングボードに所定の切り込み深さで切り込むことができるドレッシングボードおよびドレッシングボード収容ケースを提供する。
【解決手段】切削装置に装着される切削ブレードを目立てするためのドレッシングボードであって、所要位置に少なくともドレッシングボードの厚み情報を記録した記録媒体が配設されている。
(もっと読む)
ドレッシング方法およびドレッシング工具
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法およびドレッシング工具。
【解決手段】所定の間隔を設けて鉄合金板を複数積層するドレッシング工具81、82、83を備え、各ドレッシング工具の鉄合金板の厚さに差を設け、薄い鉄合金板を備えたドレッシング工具81を最初に砥石車7で研削し、順次厚さの厚い鉄合金板を備えたドレッシング工具82、83を研削する。
(もっと読む)
切削装置
【課題】切れ刃が導電性を有する切削ブレードに限らず、非導電性の切れ刃を備えた切削ブレードであってもV溝切削用の切れ刃に適宜成形することができる機能を備えた切削装置を提供する。
【解決手段】被加工物を保持する保持テーブルと、保持テーブルに保持された被加工物を切削するための切れ刃を有する切削ブレードを備えた切削手段と、保持テーブルと切削手段とを相対的に切削送り方向に切削送りする切削送り手段と、保持テーブルと切削手段とを相対的に切削送り方向と直交する割り出し送り方向に割り出し送りする割り出し送り手段とを具備する切削装置であって、保持テーブルは被加工物を保持する主保持部と、主保持部に隣接して設けられ補助保持部とを具備しており、補助保持部には切削ブレードの切れ刃を成形するためのドレスボードを傾斜した状態で保持するドレスボード保持部材が配設されている。
(もっと読む)
31 - 40 / 304
[ Back to top ]