
国際特許分類[B24B53/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027)
国際特許分類[B24B53/00]の下位に属する分類
砥石車の清浄 (29)
修正作業中に補助工具としての遊離砥粒を供給するもの (11)
平面をなす研削工具のもの (191)
研磨工具または砥石車の円筒面または円錐面のためのもの (85)
総型砥石車のもの (131)
ドレッシング作業中の冷却または潤滑 (20)
砥粒をコートされた可撓性の裏当材が動くもの;研磨ベルトの浄化 (3)
ドレッシング工具;そのためのホルダー (253)
国際特許分類[B24B53/00]に分類される特許
21 - 30 / 304
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法

【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
ドリル用ドレッサー
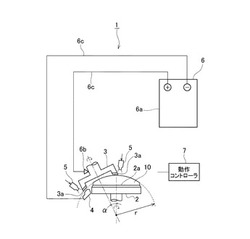
【課題】ガラス板に孔加工を施すドリルが細い場合であっても、ドリルに曲げなどの破損を生じさせることなく、ドリルの研削部に対して確実にツルーイングを施すことが可能なドレッサーを提供する。
【解決手段】結合材に砥粒を分散保持してなる研削部7でガラス板に孔加工を施すドリル6に対して、ツルーイングを施すツルーイング部2を有するドリル用ドレッサー1であって、ツルーイング部2が、ドリル6の研削部7の砥粒よりも弱い結合力で、結合材に砥粒を分散保持してなる。
(もっと読む)
ドレス材及びドレッシング方法
【課題】 切削ブレードに不具合を生じさせることなく、切削ブレードの側面をドレッシングできるドレス材を提供することである。
【解決手段】 被加工物を切削する切削ブレードをドレッシングするドレス材であって、該切削ブレードで容易に切削可能な材質からなる基台と、該基台の上面に形成された砥粒と該砥粒を結合する結合材とからなるドレス層とを具備し、該ドレス層の厚みと該基台の厚みの合計は、少なくとも該切削ブレードで被加工物に切り込む切り込み深さより大きい値を有し、該ドレス層の厚みは該切り込み深さより小さい値を有することを特徴とする。
(もっと読む)
ドレス材及びドレッシング方法
【課題】 切削ブレードに不具合を生じさせることなく、切削ブレードの側面をドレッシングできるドレス材を提供することである。
【解決手段】 被加工物を切削する切削ブレードをドレッシングするドレス材であって、該切削ブレードの厚みより広い幅を有する該切削ブレードの逃げ溝が複数形成された基台と、該基台上に形成された砥粒と該砥粒を結合する結合材とからなるドレス層とを具備し、該ドレス層の厚みは、該切削ブレードが被加工物に切り込む切り込み深さより小さい値を有し、該ドレス層の厚みと該逃げ溝の深さの合計は、該切り込み深さより大きい値を有することを特徴とする。
(もっと読む)
ホーニング装置
【課題】電解ドレッシングを行うホーニング装置の稼働コストを抑制する。
【解決手段】ホーニング装置の回転工具13には、シリンダボアを研削するホーニング砥石11,12が設けられるとともに、工具ガイドのガイド穴に摺接するガイド部材40が設けられる。ガイド部材40は、工具本体21に固定される基礎部材41と、基礎部材41に固定される摺接部材42とによって構成される。基礎部材41の材料としてはセラミックス材料が用いられ、摺接部材42の材料としては超硬合金材料が用いられる。このようにガイド部材40を構成することにより、ガイド部材40に絶縁性および耐摩耗性を向上させることが可能となる。これにより、ホーニング砥石11,12に対する電解ドレッシングを可能とした上で、ガイド部材40の摩耗を抑制することができるため、ガイド部材40の交換サイクルを延ばして稼働コストを抑制することが可能となる。
(もっと読む)
ドレッシング装置、およびこのドレッシング装置によりドレッシングされる加工工具を用いた製造装置
【課題】ドレッシングが行われる時間を正確に把握することができるドレッシング装置を提供する。
【解決手段】本発明に係るドレッシング装置は、ドレッシング工具1と、ドレッシング工具1を回転駆動するサーボモータ21とを備え、ドレッシング工具1をドレッシング面2内で回転させてドレッシング工具1のドレッシング面2に当接する研磨パッド15のドレッシングを行うドレッシング装置DAにおいて、サーボモータ21の回転駆動トルクを測定するトルク測定器35と、トルク測定器35により測定されたサーボモータ21の回転駆動トルクに基づいてドレッシング面2が研磨面16に当接していた時間を測定するコントローラ30とを有して構成される。
(もっと読む)
電解ドレッシング装置
【課題】電解ドレッシングによる砥石表面の形状崩れを抑制して研削精度を向上させる。
【解決手段】回転砥石20に近接して電極部材32が設けられており、この電極部材32には回転砥石20の研削面20aに対向する円弧状の電極面32aが設けられる。この電極面32aの一端側にはブロック部材51が取り付けられ、電極面32aの他端側にはブロック部材52が取り付けられる。また、電極部材32にはクーラント流路53が形成され、このクーラント流路53はブロック部材51,52間の電極面32aに開口する。これにより、電極面32aと研削面20aとの間隔を一定に保つことが可能となり、電極面32aと研削面20aとの間に介在するクーラント量のバラツキを抑制することが可能となる。したがって、研削面20aを均一にドレッシングすることができ、研削面20aの形状崩れを防止してワークの研削精度を高めることが可能となる。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
パッドドレッシング装置及びパッドドレッシング方法
【課題】研磨パッドの表面を基準にドレッシングするための適度な弾性を有しつつ、長期に亘って交換することなく使用することができるようにする。
【解決手段】支持部32の下端には、束線バンド35で束ねられた弾性部材31が取り付けられている。弾性部材31は、線径が0.15mmで長さ25mmのタングステン線が30本ずつ1束に束ねられて構成されている。また、弾性部材31の各素線の先端部は丸切りのまま研磨パッド20に接触して研磨パッド20のドレッシングを行うようになっている。弾性部材31の各素線の先端部の線径を細くして研磨パッド20の切削幅を小さくすると共に、弾性部材31の各素線を束線バンド35で束ねることによって弾性部材31の剛性を高め、各素線の細い先端部に大きな圧力がかかるようにしている。従って、弾性部材31の先端部は研磨パッド20に有効な切り込み深さを与えることができる。
(もっと読む)
21 - 30 / 304
[ Back to top ]