
国際特許分類[B24B53/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027)
国際特許分類[B24B53/00]の下位に属する分類
砥石車の清浄 (29)
修正作業中に補助工具としての遊離砥粒を供給するもの (11)
平面をなす研削工具のもの (191)
研磨工具または砥石車の円筒面または円錐面のためのもの (85)
総型砥石車のもの (131)
ドレッシング作業中の冷却または潤滑 (20)
砥粒をコートされた可撓性の裏当材が動くもの;研磨ベルトの浄化 (3)
ドレッシング工具;そのためのホルダー (253)
国際特許分類[B24B53/00]に分類される特許
41 - 50 / 304
研削方法および研削盤
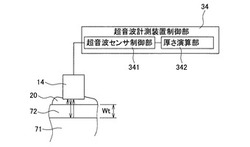
【課題】簡便な構成により研削状態もしくは砥石成形状態においても短時間に砥石車の外径を計測可能とすることで、安価に研削盤の稼働率を向上させる、研削方法または研削盤を提供する。
【解決手段】コア71の外周に砥石層72を備えたコア型砥石車を用いて、超音波を研削液20を介して砥石層72に超音波センサ14より出力し、砥石層72の表面からの反射波とコア71の外周表面からの反射波の到達時間差と砥石層72の音速から砥石層72の厚さを演算する超音波計測装置制御部34を用い、計測した砥石層72の厚さとコア71の外径から算出される砥石車7の外径に基づき研削工程および砥石成形工程を制御する。
(もっと読む)
放電超音波重畳研削加工方法

【課題】加工数の増加による研削抵抗の増加を更に抑制できる放電超音波重畳研削加工方法を提供する。
【解決手段】研削工具70の砥石7あるいは被加工物2に超音波振動を印加し、導電性の被加工物2に放電エネルギーを放電電源24から与えながら研削する。研削工具70と被加工物2との間にパルス電圧を印加し、両者間で放電させて、詰まった切屑を放電作用ならびに超音波振動で除去し、かつ研削工具70と被加工物2との相対的距離を演算された変化速度(送り速度)fgで移動させながら所定の食込みの量tgで研削する。この研削加工中の放電状態のモニタリングを放電電圧、及び放電電流の双方で行なって、このモニタリングの結果を用いて、安定放電を維持するように、少なくとも変化速度fgを制御する。必要な仕上げ面性状を満足し、研削抵抗を低減して、設備の小型化ないし低価格化を実現することができる。
(もっと読む)
金属リングのブラシ研削方法及びその装置
【課題】研磨ブラシの偏磨耗の進行を抑制して研磨ブラシの寿命を延ばすことにより、長期間にわたって金属リングに高精度な研削加工を施すことができる金属リングのブラシ研削方法及びその装置を提供する。
【解決手段】金属リングWを保持する複数のリング保持手段5を回転させて金属リングWをその周方向に回転させ、研磨ブラシ2を回転している金属リングWの回転軌道を横切るように移動させて金属リングWの端縁を研削する。少なくとも一つのリング保持手段5に、金属リングWと同径の周壁部7aと板面部7bとを備えてそれらの外面に砥粒が設けられたドレッシング部材7を金属リングWに替えて保持させる。研削時に同時にドレッシング部材7により研磨ブラシ2の毛先を整える。
(もっと読む)
研削砥石及び研削砥石のドレッシング方法
【課題】
精密研削用の研削砥石において、溝を切削する場合に比べ、製造手間やコストが抑えられ、また、研削砥石の回転方向に対する左右でバランスよく研削することができ、精度の高い研削が可能な研削砥石及び研削砥石のドレッシング方法を提供することにある。
【解決手段】
略台形で板状の砥石シートを、所定間隔をおいて台金に貼付して砥石層を形成し、また、砥石シートの回転方向に対する進入側の角部の粒度が、砥石シートの面部分より粗いことを特徴とする。
(もっと読む)
砥石及び中ぐり工具
【課題】研削抵抗をより低減させることができ、且つ、仕上げ面の精度をより向上させることができる砥石を提供することを課題とする。
【解決手段】砥石14は、母材11の面12に、砥粒10が接着されている。砥粒10は、所定の角度βの逃げ角を有する逃げ面16が形成されている。砥粒10の全てに逃げ面16が形成されている。
【効果】全ての砥粒に所定の角度の逃げ角を有する逃げ面が形成されているので、研削抵抗をより低減させることができ、仕上げ面の精度をより向上させることができる。
(もっと読む)
ドレス方法、研磨方法および研磨装置
【課題】パッドの表面を正確に平坦化するドレス方法を提供すること。
【解決手段】ドレス方法が、ドレスステップを含んでいる。ドレスステップでは、基板の被研磨面が押し当てられて前記基板の化学的機械的研磨を行うパッドをドレッシングするドレッサに対し、前記パッド面内での位置と、当該位置毎の前記パッドの表面状態に関するパッド表面状態情報と、に基づいて、前記パッド面の位置毎に、ドレス制御を行う。そして、前記パッド表面状態情報は、前記パッドに所定の部材を押し付けた際の、前記部材にかかる圧力に基づいて測定される。
(もっと読む)
砥石及びその砥粒への逃げ面成形方法
【課題】容易な方法で複数の砥粒に逃げ面を成形できる技術を提供することを課題とする。
【解決手段】法線14上から砥粒19をオフセットした状態で、回転工具13とツルーイング砥石21を相互に回転させると、砥粒19に斜めの平滑面20(逃げ面20)が成形される。これを法線14上に戻すと、被加工物に対し、所定の逃げ角を有する逃げ面20を備えた砥粒となる。
【効果】位置決め精度や、再現精度が向上し、容易に複数の砥石(砥粒)に高精度な逃げ角を有する逃げ面を短時間で成形することができる。
(もっと読む)
切削加工装置
【課題】ワークの切削時とフランジの端面修正時とでワーク保持用の保持部材とフランジ端面修正治具とを置き換える必要がない切削加工装置を提供する。
【解決手段】ワークを保持する保持テーブル20と保持テーブル20を回転させる回転支持部と回転支持部を囲む支持部カバー23とを有する保持手段2と、保持テーブル20に保持されたワークを切削加工する切削ブレードと切削ブレードを回転させるスピンドルとスピンドルの先端に切削ブレードを端面で挟持して固定するフランジとを有する切削手段とを備えた切削加工装置において、保持テーブル20に隣接して支持部カバー23にサブテーブル4を配設し、サブテーブル4は、切削ブレードをドレスするドレスボード7と、フランジの端面を研削する研削砥石82と研削砥石82を支持する砥石支持部材81とを有する端面修正治具8とを選択的に吸引保持する。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
ドレッシング装置および方法、並びにバンドソー切断機
【課題】インゴットの切断面の反りの発生を未然に防ぐように、バンドソー切断機のブレードを高効率にドレッシングするドレッシング装置および方法、並びにバンドソー切断機を提供する。
【解決手段】本発明のバンドソー切断機の環状回転ブレードの周縁に形成した砥粒層を研磨するドレッシング装置は、ブレードに対して相対的に移動する装置本体に、該ブレードの回転軸方向を横切る向きにて砥粒層に押圧されるドレッシングストーンを回動可能に取り付け、該ドレッシングストーンと前記砥粒層との接触面が前記装置本体の移動に合わせて更新可能になることを特徴とする。
(もっと読む)
41 - 50 / 304
[ Back to top ]