
国際特許分類[B24B53/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027)
国際特許分類[B24B53/00]の下位に属する分類
砥石車の清浄 (29)
修正作業中に補助工具としての遊離砥粒を供給するもの (11)
平面をなす研削工具のもの (191)
研磨工具または砥石車の円筒面または円錐面のためのもの (85)
総型砥石車のもの (131)
ドレッシング作業中の冷却または潤滑 (20)
砥粒をコートされた可撓性の裏当材が動くもの;研磨ベルトの浄化 (3)
ドレッシング工具;そのためのホルダー (253)
国際特許分類[B24B53/00]に分類される特許
71 - 80 / 304
ホーニング加工方法
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
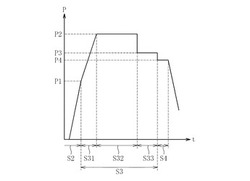
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
ツルーイング方法

【課題】研削盤の砥石車の研削量の差による凹凸を効率的に平坦化するツルーイング方法を提供する。
【解決手段】ツルーイングロール9は加工幅より広幅で、ツルーイングロール9と砥石車7を砥石幅方向の相対運動をさせることにより、砥石車の凸部のみを選択的に除去して効率的に平坦化する。
砥石車7とツルーイングロール9との接触状態を検知するツルーイングモータ動力検知手段331を備え、検知出力に基づきツルーイングの開始と終了を判定し、開始までの迅速な動作と終了後の過剰なツルーイングの防止により、ツルーイング時間の短縮と過剰な砥石消耗を防止する。
(もっと読む)
ツルーイング方法
【課題】研削盤の砥石車の研削量の差による凹凸を効率的に平坦化するツルーイング方法を提供する。
【解決手段】カップ型のツルア9の外径は砥石幅より広幅で、ツルア9と砥石車7の砥石周方向の相対運動により、砥石車7の凸部のみを選択的に除去して効率的に平坦化する。
砥石車7とツルア9との接触状態を検知する接触検知手段341を備え、検知出力に基づきツルーイングの開始と終了を判定し、開始までの迅速な動作と終了後の過剰なツルーイングの防止により、ツルーイング時間の短縮と過剰な砥石消耗を防止する。さらに、ツルーイング中の接触検知出力の大きさによりツルーイング面の表面粗さを判定して最適なツルーイングを実施する。
(もっと読む)
砥石車整形機およびこれを用いた砥石車の製造方法
【課題】超砥粒砥石車を高性能で安価に整形できる砥石車整形機および砥石車の製造方法を提供する。
【解決手段】砥石車整形機1は砥石車12を回転保持する主軸台7と、ツルーイングロール13用のツルーイング軸8と、ドレッシングロール14用のドレッシング軸9と、ツルーイング軸8とドレッシング軸9を回転対称に配置し保持する工具軸台6とを備える。砥石車12の整形はツルーイングロール13を砥石車側に割出しし、砥石車12とツルーイングロール13を相対運動させてツルーイングし、工具軸台6を旋回させてドレッシングロール14を砥石車側に割出しし、砥石車12とドレッシングロール14を相対運動させてドレッシングする。
(もっと読む)
平面研削砥石の初期摩耗抑制方法
【課題】平面研削砥石の初期摩耗を抑制し、工作物の幅寸法を高精度に保持できるようにした平面研削砥石の初期摩耗抑制方法を提供する。
【解決手段】対向配置された回転可能な一対の平面研削砥石13、14によって、工作物Wの両面を同時に平面研削する両頭平面研削装置における平面研削砥石の初期摩耗抑制方法であって、工作物を平面研削した後に一対の平面研削砥石の間にドレス用砥石31を挿入し、平面研削砥石をドレス用砥石に対して切込んで目立てドレスする場合に、摩滅した砥粒25を残して砥粒の突出量を確保するように、ドレス用砥石に対する平面研削砥石の切込み回数を設定した。
(もっと読む)
樽形ねじ状工具の製作方法
【課題】偏摩耗することなく効率良く研削できる樽形ねじ状工具を容易に製作できる樽形ねじ状工具の製作方法を提供することにある。
【解決手段】軸方向端部12b,12cから軸方向中間部12aに向かうに従って、その径が漸次大きくなるように形成され、被加工内歯車の歯車加工に用いられる樽形ねじ状工具12に対して、ドレスギヤ11を用いてドレッシングすることにより、樽形ねじ状工具12を製作する方法であって、被加工内歯車の歯数よりも少ない歯数のデータに基づき、ドレスギヤ11と樽形ねじ状工具12とが、樽形ねじ状工具12による歯車加工時と同じ軸交差角にて噛み合わされドレッシングした。
(もっと読む)
切断ブレードのドレッシング方法およびドレッシング装置
【課題】ドレッシングによる切断ブレードの摩耗を抑制してブレード寿命が短縮されるのを防ぐとともに、切断後のチップの後処理作業も容易とすることができ、しかしながら切断ブレードの切れ味は維持して高精度の切断加工が可能な切断ブレードのドレッシング方法を提供する。
【解決手段】結合相に砥粒を分散してなる薄肉円板状の砥粒層を有する切断ブレード1を切断装置の回転軸2に取り付けて回転させつつ、この切断装置に設置された被切断物Wに対して相対的に送りと切り込みとを与えて被切断物Wを切断するとともに、この被切断物Wを切断した切断ブレード1を回転軸2に取り付けたまま、切断装置において被切断物Wと間隔をあけて設置されたドレッサ5に対して相対的に送りと切り込みとを与えて切断ブレード1をドレッシングする。
(もっと読む)
研削加工装置
【課題】メタルボンド砥石と電極との間隙を適正な範囲に維持することで安定した電解ドレッシング効率を維持して高品質の研削加工を確保する研削加工装置を提供する。
【解決手段】メタルボンド砥石5の研削面8と研削液を介在させる間隔を隔てて電極面35が対向する電解ドレッシング用電極31を備えたドレッシング装置10を備え、研削液の存在下で回転するメタルボンド砥石5と電解ドレッシング用電極31に通電してメタルボンド砥石5を電解ドレッシングする研削加工装置1において、メタルボンド砥石5によるワークWの切削加工が予め設定された切削加工回数に達する毎に、メタルボンド砥石5の加工面8と電解ドレッシング電極31の電極面35との隙間が所期の隙間に調整する。常に良好にドレッシングされたメタルボンド砥石5によってワークWが研削されて高品質の研削加工が確保できる。
(もっと読む)
両面研磨装置の研磨布の研削方法及び研削装置
【課題】研磨布を均一に研削し得る研削装置を提供する。また、かかる研削装置を使用した研削方法を提供する。
【解決手段】ワークWを保持するキャリア3と、キャリア3を挟んで対向する上下一対の回転定盤4、5とを具え、回転定盤4、5の対向面に、ワークWを研磨するための、研磨布6を夫々有する両面研磨装置1において、上下の回転定盤4、5の研磨布6を研削するにあたり、上下の回転定盤4、5を離間させて、離間した上下の回転定盤間に、先端部分10に回転定盤よりも小径の研削プレート11を有するアーム12を挿入し、研磨布6に対し、研削プレート11を押し付けて、研削プレート11を回転させることにより、研磨布6を研削することを特徴とする研磨布6の研削方法である。また、かかる研削方法を可能とする研削装置9である。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法
【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
71 - 80 / 304
[ Back to top ]