
国際特許分類[B24B9/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物の端部または斜面を研削またはバリ除去のために設計された機械または装置;そのための附属装置 (944)
国際特許分類[B24B9/00]の下位に属する分類
国際特許分類[B24B9/00]に分類される特許
21 - 30 / 554
超音波溶接工具のローレット面再加工方法
【課題】凝着した超音波接合工具のローレット面を短時間で再生することができ、再生コストの低減を実現できる超音波接合工具のローレット面再加工方法を提供する。
【解決手段】超音波接合を繰り返し行うことで凝着したローレット面9に対して、ブラシラップ、エアロラップ、ショットブラスト等の手法で凝着したローレット面9を加工して、ローレット面9から凝着物12を取り除く。突起先端の平坦面を平面研削して突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大きくする。こうすることで、摩耗したローレット面を一旦完全に研磨して平面とした後に、再度ローレット面9を形成する手間を省くことができる。
(もっと読む)
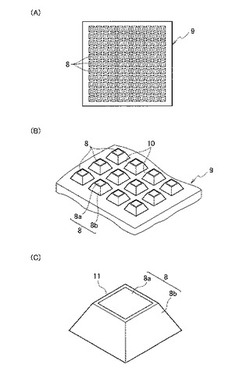
超音波溶接装置及び超音波溶接装置で使用される超音波接合工具のローレット面加工方法

【課題】接合部の位置ずれを防止し被接合材の接合強度を高めることのできる超音波溶接装置を提供する。
【解決手段】超音波溶接装置において、突起先端を平坦面とした複数個の突起部8を縦横に配置したローレット面9を有するアンビルとホーンを、ローレット面9を構成する突起部上面8a、突起部斜面8b、突起部間の溝部10のうち、突起部上面8aの摩擦係数を、突起部斜面8b及び溝部10の摩擦係数より大くした構成とする。突起部斜面8b及び溝部10には、ダイヤモンドライクカーボン膜11を形成し、突起部上面8aにはダイヤモンドライクカーボン膜11を形成しない。
(もっと読む)
スキージ研磨装置用電着砥石
【課題】電着砥石の研磨面に研磨カスが付着し難いスキージ研磨装置用電着砥石を提供する。
【解決手段】スクリーン印刷機のスキージを研磨するスキージ研磨装置に用いられ、軸線2回りに回転駆動される砥石軸に装着される円盤状の台金部3と、台金部3の外周面6に電着された砥粒を含む砥粒層10と、を有するスキージ研磨装置用電着砥石1である。台金部3の外周面6には、軸線2に対して傾斜し、砥粒を有しない複数の傾斜溝8が形成されている。
(もっと読む)
ワークの複合面取り加工装置およびそれを用いてワークの円筒研削加工およびオリフラ研削加工する方法
【課題】円筒状インゴットブロックの外周面を円筒研削加工およびオリフラ研削加工する際の生産時間を短くしたい。
【解決手段】 XRD機600を挟んで同一タイプのn(n=2〜4の整数)台の円筒研削
装置500と1台の円筒研削装置700を設け、n台の円筒研削装置500によるワークwの円筒
研削加工を、1台の円筒研削装置700でワークのオリフラ研削加工を同時平行になすこと
ができるように面取り加工プログラムを組むとともに、ワークの搬送ロボット200を付随
させた。
(もっと読む)
硬質脆性板の周縁加工装置
【課題】小径砥石の摩耗による自動運転時間の制約をなくし、長時間の自動連続運転が可能な硬質脆性板の周縁加工装置を提供する。
【解決手段】摩耗した小径砥石を自動的に新しい砥石に交換する自動交換手段を備えた周縁加工装置を提供する。ワーク軸の上方で水平方向に移動する横送り台と、この横送り台に設けた縦送り台と、この縦送り台に、横送り台の移動方向と平行でかつワーク軸の軸心を含む平面に軸心を一致させて、ワーク軸と平行な砥石駆動軸と、砥石マガジンを備えている。砥石マガジンは、複数の小径砥石を、それらの軸心を砥石駆動軸の軸心を通り横送り台の移動方向と平行な平面上に位置させて保持する。
(もっと読む)
面取り部を機械加工するシステム
【課題】製造速度を向上させ、廃棄率を低減させる、面取り部の機械加工システムを提案する。
【解決手段】本発明は、円盤状部品(31)に面取り部(32,34)を機械加工するシステム(1)に関し、このシステムは、研磨手段(4)を有する研削装置(3)と、部品(31)を固定する装置(5)とを備え、この固定装置は、部品が取り付けられる支持部(13)を有し、この支持部に回転軸(16)が組み込まれている。本発明によれば、固定装置(5)は、さらに、面取り部(32,34)の角度を規定するように回転(B)の軸(16)を方向付ける手段(15)と、部品(31)に応力をかけて機械加工を行うため支持部(13)を研磨手段(4)に近づけるように動かす手段(17)と、を有する。本発明は、時計の風防の分野に関するものである。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
ステンレス鋼製部材の製造方法及び塗布フィルムの製造方法
【課題】ステンレス鋼にシャープエッジを形成する際にバリが根元から折れてシャープエッジが欠けてしまうことを防止することができるステンレス鋼製部材の製造方法及び塗布フィルムの製造方法を提供する。
【解決手段】ステンレス鋼を研削することで幅150μm以下のシャープエッジを有する部材を製造するステンレス鋼製部材の製造方法であって、ステンレス鋼のシャープエッジを形成する面を、シャープエッジの長さ方向に研削するステップと、シャープエッジの長さ方向に接する両側面を、シャープエッジの長さ方向に研削しつつ、シャープエッジの非先端面からシャープエッジ先端方向に向けて研削するステップと、前記シャープエッジを形成する面を、研磨手段30をシャープエッジの長さ方向に動かすことで研磨するステップと、を有する。
(もっと読む)
研磨装置および研磨方法
【課題】基板の周縁部を研磨して直角な断面形状を形成することができる研磨装置を提供する。
【解決手段】研磨ユニット25は、基板Wの周縁部に対して研磨テープ38を上から押し当てる押圧部材を有する研磨ヘッド50と、研磨ヘッド50に研磨テープ38を供給し、研磨ヘッドから研磨テープ38を回収するテープ供給回収機構70と、研磨ヘッド50を基板Wの半径方向に移動させる第1の移動機構42A,43A,40Aと、テープ供給回収機構70を基板Wの半径方向に移動させる第2の移動機構42B,43B,40Bとを備える。ガイドローラ84D,84Eは、研磨テープ38が基板Wの接線方向と平行に延び、かつ研磨テープ38の研磨面が基板Wの表面と平行となるように配置される。
(もっと読む)
21 - 30 / 554
[ Back to top ]