
国際特許分類[B24B9/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 工作物の端部または斜面を研削またはバリ除去のために設計された機械または装置;そのための附属装置 (944)
国際特許分類[B24B9/00]の下位に属する分類
国際特許分類[B24B9/00]に分類される特許
61 - 70 / 554
チャック装置
【課題】シリコンインゴットの非研磨部位が非平滑形状であっても、シリコンインゴットを精度良く支持し、シリコンインゴットの研磨精度を向上させる。
【解決手段】ワーク支持機構のモータ軸52aに固定され、モータ軸52aの回転駆動により回転し、ワーク研磨機構に研磨部位を対向させる第1椀状部61と、第1椀状部61のモータ軸52a側とは反対側に一体回転可能に設けられ、第1端部WK1と対向して当該第1端部WK1の傾斜形状に倣って可動する第2椀状部62とを備える。第1端部WK1が傾斜形状であっても、その傾斜形状に倣って第2椀状部62が可動し、第1端部WK1を位置ズレすること無く安定して押さえることができる。よって、角柱状シリコンインゴットWKを精度良く支持でき、ひいては研磨精度を向上させることができる。
(もっと読む)
鋼片の面取り研削方法および鋼片の面取り研削装置

【課題】均一な鋼片の面取りを能率良く自動的に行うことができる鋼片の面取り研削方法および装置を提供する。
【解決手段】スラブS(鋼片)の被研削面12に平行な面内においてそのスラブS(鋼片)の側縁SEの方向に対して所定角度傾斜させることにより、研削砥石GWの外周面のうちスラブSの側縁SEに押し当てられる部分の幅方向の一端がその側縁SEに接触したとき他端がその側縁SEから離隔する状態としつつ、その研削砥石GWをその他端側へ向かってスラブSの側縁SEに沿って移動させることから、研削砥石GWをスラブSの側縁SEに沿って速やかに移動させても研削砥石GWがスラブSに食い込みがなくなるので、均一なスラブSの面取りを能率良く行うことができる。
(もっと読む)
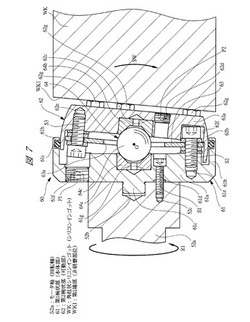
バリ取り装置およびバリ取り方法
【課題】ワークの孔のバリを正確に取り、ワークの孔および研削部の劣化を抑制するバリ取り装置を提供する。
【解決手段】モータ22と、モータ22の駆動軸22aに偏心して取り付けられた重り23と、ワーク13の孔13aに挿入され、重り23の偏心運動によりモータ22と一体的に動いてワーク13の孔13aのバリを取る研削手段20とを備える。
(もっと読む)
ウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計
【課題】製造効率を向上できるとともに、割れや欠け等の発生を抑えて歩留まりを向上できるウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計を提供する。
【解決手段】一対の研削テーブル205によりウエハWを厚さ方向両面側から挟持するウエハセット工程と、砥石202を、長手方向がウエハWの厚さ方向に沿うように配置して、ウエハWの外周面W1に当接させる当接工程と、研削テーブル205によりウエハWを回転させつつ、砥石202を長手方向に沿って往復走行させ、ウエハWを研磨する研磨工程と、を有していることを特徴とする。
(もっと読む)
板ガラスの搬送装置とそれを備えた面取り装置
【課題】 板ガラスのパターン面を疵付けることなく安定して送ることができる板ガラスの搬送装置を提供すること。
【解決手段】 板ガラス1の反パターン面を支持して板ガラス1を搬送方向に送るベルト部11と、このベルト部11と対向する位置で前記板ガラス1のパターン面2に向けて所定圧の水圧を作用させパターン面支持水ガイド30とを有する送り機構40を備え、該送り機構40は、前記パターン面支持水ガイド30の水圧で前記板ガラス1を前記ベルト部11に押圧して、この板ガラス1のパターン面2に非接触の状態で、この板ガラス1を前記ベルト部11との間で挾持するように構成されている。
(もっと読む)
ルータ加工方法、コンピュータプログラム、ルータ加工装置、プリント配線基板
【課題】プリント配線基板の位置決め凹穴が形成されている縁部を研削加工する場合でもバリが発生しないルータ加工装置を提供する。
【解決手段】プリント配線基板PBを研削加工するときに、位置決め凹穴UOから右側の縁部MPを研削加工するルータビット110を右側に移動させるとともに外面が右側に変位する方向に回転させ、位置決め凹穴UOから左側の縁部MPを研削加工するルータビット110を左側に移動させるとともに外面が左側に変位する方向に回転させる。このため、位置決め凹穴UOから右側と左側との縁部MPは、位置決め凹穴UOを拡張する方向に研削されるので、縁部MPから位置決め凹穴UOに突出するバリが発生することがない。
(もっと読む)
保護フィルム貼付半導体基板の裏面研削方法
【課題】 半導体基板の裏面研削砥石の寿命を低下させない保護フィルム貼付半導体基板の裏面研削方法の提供。
【解決手段】 保護フィルム貼付半導体基板のエッジ部を20〜87度の傾斜角度(θ)で研磨テープFを用いてエッジトリミングした後、この保護フィルム貼付半導体基板をブラシスクラブ水洗浄し、しかる後にカップホイール型砥石を用いて裏面研削加工して半導体基板の厚みを減じる。保護フィルムFのエッジトリミング残滓や裏面研削残滓がカップホイール型砥石刃先に融着することがないので基板wの裏面研削加工に連続して使用するカップホイール型砥石の研削機能は低下しない。
(もっと読む)
円盤状基板の製造方法およびスペーサ
【課題】円盤状基板の外周端面の研磨を行なう工程と内周端面の研磨を行なう工程とで共通のスペーサを使用することができ、円盤状基板の生産性を向上させることができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板10の間にスペーサ110を介在させて積層する積層工程と、ガラス基板10の内周端面を研磨する内周研磨工程と、内周研磨工程の後に積層状態を維持したままガラス基板10の外周端面を研磨する外周研磨工程と、を有し、スペーサ110は、ガラス基板10の外径半径をR1、内径半径をR2、外径チャンファ長をCout、内径チャンファ長をCin、スペーサ110の外径半径をr1、内径半径をr2、とすると、r2>R2+Cin…(1)r1<R1−Cout…(2)r1+r2<R1+R2−Cout…(3)であることを特徴とするガラス基板10の製造方法。
(もっと読む)
加工装置および加工方法
【課題】 ころのクラウニング加工やクラウニング超仕上げ加工に適用され、加工時間の短縮を図り、量産に適用できると共に、微小な曲率のクラウニングや対数曲線形状のクラウニング加工に対応することができる加工装置および加工方法を提供する。
【解決手段】 加工装置は、それぞれ螺旋状に続く案内ねじ面4,4を外周を有し中心軸L1,L2回りに回転駆動される2本のフィードドラム1,2を平行に設置し、フィードドラム1,2は、互いに対向する案内ねじ面4,4にころWを転接させて回転により両フィードドラム1,2間にころWを通過させるものであり、フィードドラム1、2間を通過するころWのクラウニング部を加工する砥石を備える。フィードドラム1,2の案内ねじ面4は、ころWの外周面を同ころWの前後2箇所で支持するように軸方向に並ぶ2つの分割ねじ面部4a,4bに分割されている。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
61 - 70 / 554
[ Back to top ]