
国際特許分類[B26F1/38]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 切抜;型抜 (459)
国際特許分類[B26F1/38]の下位に属する分類
プレス式,例.ラム式 (125)
刃部;ダイ (242)
国際特許分類[B26F1/38]に分類される特許
11 - 20 / 92
輪転式打抜き機
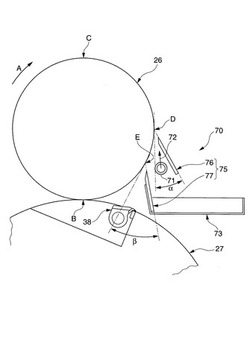
【課題】 フレキシブル・ダイに付着する紙片をフレキシブル・ダイから剥がし、シリンダの陥没や曲がりあるいは軸受の破損を防止する。
【解決手段】 アンビル・シリンダ27のくわえ爪38にくわえられた枚葉紙は、対向点Bにおいてダイ・シリンダ26に装着されたフレキシブル・ダイの抜刃により切り目が付けられる。ダイ・シリンダ26が対向点Bから半分回転した位置C点から次に対向する位置B点との間に、エアノズル71、受け皿73、案内手段75が設けられている。エアノズル71から吹き出されるエア72は、ダイ・シリンダ26の周面に、ダイ・シリンダ26の略接線方向に向かって吹き出される。エアノズル71によってフレキシブル・ダイ49から剥がされた紙片は、案内手段75によって受け皿73に案内される。
(もっと読む)
光学フィルムの打ち抜き刃型及びこれを用いた光学フィルム積層体の製造方法

【課題】光学軸の方向が異なる光学フィルムを容易に且つ精度良く作製することができる打ち抜き刃型等を提供する。
【解決手段】本発明に係る光学フィルムの打ち抜き刃型は、打ち抜く光学フィルムFの寸法に応じた矩形状の打ち抜き刃1が取り付けられた円盤状の内型10と、前記内型10が該内型10の周方向に回転可能に嵌め込まれた外型20とを備える。
(もっと読む)
カッター
【課題】刃先を持つダイおよび刃先を受けるアンビルに硬質材料を用いて、両者に挟まれた板状のワークを切断加工するカッターで、耐摩耗性を従来使われているカッターより落とすことなく、カッター初期使用時のダイ刃先のチッピングを低減する。
【解決手段】アンビル11を二層以上の構造として、アンビル表面5をヤング率がEc(GPa)の硬質層としたうえで、その硬質層の厚さTc(mm)を 60≦Ec×Tc≦2160 の範囲とすることで、耐摩耗性と初期使用時の刃先のチッピング防止を両立できた。
(もっと読む)
連続シートの切除対象部の分離装置、及び分離方法
【課題】連続シートから切除対象部を確実に分離する。
【解決手段】互いの外周部を対向させつつ、連続シートの搬送方向に沿って回転する第1ロールと第2ロールとを有し、前記第1ロールと前記第2ロールとの間のロール間隙を前記連続シートが通過する際に、前記連続シートにおける切除対象部を前記連続シートから分離する装置である。前記第1ロールは、前記連続シートにおける前記切除対象部を、前記第2ロールの外周部の凹部内へ押し込む押し込み部材を有する。前記第2ロールは、前記凹部内に押し込まれた前記切除対象部を、前記凹部内にて把持する把持部を有する。
(もっと読む)
加工位置の計測方法
【課題】第mの加工位置と第nの加工位置とのずれを精度よく計測することのできる加工位置の計測方法の提供を目的とする。
【解決手段】加工位置の計測方法は、第mの加工を施すとともに、第mのマーク26、及び、基準寸法を示す基準マーク29を形成し(S2)、第nの加工を施すとともに、第nのマーク27を形成し(S7)と、第mのマーク26及び第nのマーク27の相対的位置を測定するとともに、測定した基準寸法L1と基準寸法L0との比にもとづいて、第mのマーク26と第nのマーク27との相対的位置を補正し、第mの加工位置と第nの加工位置との加工位置のずれを計測する(S9)方法としてある。
(もっと読む)
ダイロールおよびその製造方法並びにロータリ加工装置
【課題】ダイロールを容易且つ迅速に製造でき、正確で高精度の加工が期待できる。
【解決手段】円柱状のワーク10Aを、そのワーク軸心を中心にして回転自在に支持し、前記ワーク10Aの円周面に、エッチング液に対して耐性を有するインクをインクジェットノズルから噴射してマスクを形成する。さらに、前記マスクを形成後に、エッチング液をノズルから噴射することにより、露出したワーク10Aの金属面をエッチング処理して加工パターンを形成する工程とを備えている。このように製造されたダイロールは、エッチング処理された刃部を有する本体ロールと、回転軸とからなる。
(もっと読む)
ロータリーカッター
【課題】金属箔のような塑性変形する薄い板状体を打ち抜く際に発生するバリやカエリを極力小さく押さえることが可能な切断機を得る。
【解決手段】凸状のパンチ3を備えたパンチロール1と、凹上のダイ4を備えたダイロールが協働することによりワークWを打抜くロータリーカッターにおいて、ダイの凹部に弾性体5を配置することにより、バリやカエリが極めて小さい剪断打抜き加工することができる。本発明は数μmから200μm程度の厚さの、金属を主とする延性材料の切断に好適する。
(もっと読む)
ロータリーカッター
【課題】金属箔のような塑性変形する薄い板状体を打ち抜く際に発生するバリやカエリを、極力小さく押さえることが可能な切断機を得る。
【解決手段】凸状のパンチ3を備えたパンチロール1と、凹上のダイ4を備えたダイロールが協働することによりワークWを打抜くロータリーカッターにおいて、硬質材料からなるパンチの先端部に、弾性体6を設置することによりバリやカエリを極めて小さくした剪断打ち抜きを行なうことができる。本発明は厚さが数μmから200μm程度の金属や、同様の塑性変形を生じる箔を、良好に切断できる。
(もっと読む)
吸収性物品のワークのカッター装置
【課題】ロールの回転振動を抑制して、カッター刃の長寿命化を図る。
【解決手段】搬送方向に搬送される吸収性物品のワークを切るカッター装置である。カッター刃が外周面から突出して設けられたカッターロールと、前記カッターロールの外周面に対向して配された外周面によって前記カッター刃を受けるアンビルロールと、を有する。前記カッターロールと前記アンビルロールとは、互いに前記搬送方向に沿って回転しながら、前記カッターロールと前記アンビルロールとの間に前記ワークを通過させることによって前記ワークを切る。前記カッターロール及び前記アンビルロールの少なくとも一方のロールについて、JISB0905に規定される釣り合い良さ(mm/sec)の前記ロールの回転軸方向の一端側の値と他端側の値との和が6以下になるように、前記ロールの動バランスを修正する動バランス修正部を有している。
(もっと読む)
発泡樹脂シートの打ち抜き具
【課題】発泡樹脂シートをその切断面がテーパ形をなすように打ち抜くための打ち抜き具を提供する。
【解決手段】打ち抜き具1の下型10は、基板11と、平面視方環状の打ち抜き刃13と、打ち抜き刃13の環より外側のクッション部12とを有し、打ち抜き刃13の環より内側が凹部14となっている。上型20は、押え板21と、押し込みブロック22と有する。クッション部12に発泡樹脂シートsを載置して上型20を接近させると、ブロック22によりシートsの刃13の環より内側の部分が凹部14に押し込まれる。これにより、シートsの刃13に対向する箇所が反って傾斜した状態で垂直に切断される。縁の部分が反った状態で切断された発泡樹脂製品がフラットに復元すると、その切断面が安定してテーパ形となる。
(もっと読む)
11 - 20 / 92
[ Back to top ]