
国際特許分類[B29C43/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
国際特許分類[B29C43/18]に分類される特許
541 - 550 / 615
ランプカバー等の車輛用有色透光性カバーの製造方法
【課題】従来の如く大型の設備が不要であり、また塗料が飛散することがなく而も製造作業が能率良く行え、また色調合わせも不要で、その上剥がれることなく透光性樹脂フィルムがカバー本体の外面に強固に結合することにより、カバーの本体の耐候性や耐衝撃性を向上させることができるようにする。
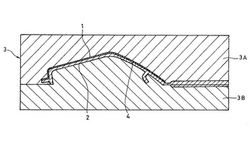
【解決手段】先ず、成形可能な透光性樹脂フィルムを所定の大きさに切断する。次に透光性樹脂フィルムの表面又は裏面に印刷により所定の着色を施す。次に透光性樹脂フィルムを車輛用有色透光性カバーの本体の外形形状に合わせて立体形状に成形する。次にインサート成形用金型3におけるキャビティー4内に立体形状に成形した透光性樹脂フィルム1をインサートした状態において金型3内に溶融した樹脂を注入し、車輛用有色透光性カバーの本体2を成形すると同時に該溶融した樹脂の溶着作用によって該車輛用有色透光性カバーの本体2の外面に透光性樹脂フィルム1を積層一体化するものである。
(もっと読む)
ガラスに対する樹脂の接着方法、ガラス接着性樹脂材料、およびガラス製品

【課題】実用レベルで困難であった、ガラスにエンジニアリングプラスチックを直接接着する方法を提供し、また、ガラス接着性樹脂材料、およびガラス製品を提供する。
【解決手段】ペレット状のエンジニアリングプラスチックに、エトキシ基またはメトキシ基を有するシランカップリング剤等のガラスに対する接着力向上剤を付与した後、これをガラスに接触させた状態で加熱溶融することにより、前記エンジニアリングプラスチックを前記ガラスに溶融接着させるようにする。
(もっと読む)
半導体装置の製造方法
【課題】 MAP方式の利点を損なうことなく、パッケージに金属板を設ける。
【解決手段】 ヒートスプレッダ用フレーム7をモールドラミネートフィルム30に貼り付けた状態で一括成型用の成型金型12に供給した後、上型12Dのキャビィティ形成用の凹部12D2側にモールドラミネートフィルム30を真空吸引することでヒートスプレッダ用フレーム7を固定する。続いて、下型12Cと上型12Dとで基板1を挟み込むようにして保持した後、キャビティCB内に封止樹脂を流し込むことにより、基板1の主面の複数の半導体チップ10およびボンディングワイヤ11を一括して封止する。これにより、基板1の主面側に複数の半導体チップ10を内包する一括封止体を形成するとともに、一括封止体の上面にヒートスプレッダ用フレーム7を接合する。
(もっと読む)
マーク等の表示体を複合材料に固着する固着方法及びその製品
【課題】 マーク等の表示体を複合材料に固着する固着方法及びその製品の提供する。
【解決手段】(a)未硬化の複合材料20を準備し(b)マークなどの表示体を該複合材料の表面層上に当接して、(c)該複合材料を硬化し、マークと複合材料とを一体化して硬化する。
これによりマークなど物品は、予め成形型内に置いて、未硬化の複合材料を型内に充填して成形し、加熱硬化しても良い。マークなどの物品は、複合材料製品表面に面一になって形成されるため、摩擦などにより剥落したり、損傷することがない。
(もっと読む)
モールド成型装置およびモールド成型方法
【課題】 複数の半導体素子を実装した基板の封止において、粘度の低い樹脂を用いても所定のモールド高さ、所定のモールドサイズを確保しての成型が可能であり、モールド樹脂に圧力をかけることによりボイドを低減でき信頼性が高い半導体装置を実現できる樹脂封止方法を提供する。
【解決手段】 加熱した上金型1と下金型2において、下金型上に半導体チップ8を実装した基板10を供給し、下金型上および基板上に貫通孔が加工されたプレート11を重ねてキャビティ12を形成するとともにプレートに加工した溝13と第2の貫通孔14で予備キャビティを形成する。次に、キャビティに直接モールド樹脂15を供給し、金型内を減圧した後、金型を完全に閉じることで樹脂を充填させるとともに予備キャビティに余分な封止樹脂が流入する。そして、圧力制御可能な予備キャビティ底部5を上昇させ、所定の圧力を樹脂にかけて成型する。
(もっと読む)
多層スパウト及びその製造方法
【課題】機能性樹脂から成る中間層を有する多層スリーブが安定した姿勢でスパウト本体に装着され、且つ機能性樹脂層の端部からの前記樹脂の溶出、内容物のフレーバー低下、及び、衛生上に優れた多層スパウト及びその製造方法を提供する。
【解決手段】機能性樹脂から成る中間層2aを有する多層スリーブ2がスパウト本体1の内周面に装着されている多層スパウト100で、前記多層スリーブ2の少なくとも一方の端部が、前記スパウト本体1によって軸方向に埋設されており、機能性樹脂から成る中間層2aを有する多層スリーブ2をコア型10の外周面に装着する共に、キャビティ型20内に溶融樹脂塊30を配置し、次いで前記コア10型と前記キャビティ型20を相対的に移動して圧縮成形を行い、前記多層スリーブ2を前記スパウト本体1の内周面に装着することにより多層スパウト100が得られる。
(もっと読む)
繊維強化樹脂製中空成形体の製造方法
【課題】 成形体の強度を低下させることなく簡単に実施できるFRP製中空成形体の製造方法を提供する。
【解決手段】 二つのFRP製部材を互いに封密に結合して中空芯材13を形成する。この中空芯材13は中空芯材の内部と外部とを互いに連通する連通孔14を有している。連通孔14以外の中空芯材13の側面及び底面をプリプレグ17,18で覆い、これらプリプレグ17,18を硬化させる。
(もっと読む)
長繊維強化熱可塑性樹脂線状成形材料及び成形品の製造方法
【課題】特に、プレス成形をした場合に、高剛性高衝撃強度などの優れた機械的強度を成形品が得られる長繊維強化熱可塑性樹脂線状成形材料を提供する。
【解決手段】ポリオレフィン樹脂(A):50〜99質量部とポリアミド樹脂(B):1〜50質量部とを含む熱可塑性樹脂と、強化繊維とを含有してなる長繊維強化熱可塑性樹脂線状成形材料であって、前記熱可塑性樹脂が、ポリオレフィン樹脂(A):50〜99質量部とポリアミド樹脂(B):1〜50質量部とを含み、かつMFR(230℃、21.2N)70〜200g/10minを有し、前記強化繊維が、長繊維強化熱可塑性樹脂成形材料100質量部に対して65〜80質量部含有され、かつ長繊維強化熱可塑性樹脂成形材料の平均径が0.2〜1.5mmであることを特徴とする長繊維強化熱可塑性樹脂線状成形材料。
(もっと読む)
可視光硬化性繊維強化樹脂複合材の成形方法
【課題】可視光硬化プリプレグの粘着性を制御して生産性のよい可視光硬化繊維強化樹脂複合材の成形方法を提供する。
【解決手段】暗室でカチオン重合性化合物を含み所定温度以下で粘着性のないように調整された可視光硬化性樹脂が含浸された可視光硬化プリプレグを遮光性ボックス(暗箱)からなるカートリッジに充填し(P1)、カートリッジを自動積層装置に装填する(P2)。その後、自動積層装置が、カートリッジからプリプレグをフィードして取り出し(S1)、加熱されたコンパクションローラとの接触により加熱してタック性(粘着性)を付与し(S2)、コンパクションローラによりプリプレグを成形治具上に押圧して積層し(S3)、可視光ランプにより積層されたプリプレグに可視光を照射し硬化させる(S4)。S1〜S4を繰り返して多層に積層する。
(もっと読む)
自動車用内装部品
【課題】軽量で保形性を備えた発泡樹脂基材を少なくとも一部に含む内装部品であって、側突対応に有効に対応できるとともに、外観性能を高め、かつ金型コストを低減化できる。
【解決手段】ドアトリム10は、軽量で、かつ保形性を有する発泡樹脂基材21を備えたドアトリムアッパー20と、樹脂単体品からなるドアトリムロア30とから構成され、ドアトリムアッパー20における発泡樹脂基材21の裏面には、一体化リブ24を発泡樹脂基材21自体に同時成形することで、軽量化、側突対応を図るとともに、金型コストを低減化する。
(もっと読む)
541 - 550 / 615
[ Back to top ]