
国際特許分類[B29C43/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 一定長の物品,すなわち.不連続物品,の圧縮成形 (1,922) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (615)
国際特許分類[B29C43/18]に分類される特許
601 - 610 / 615
防護面あるいは防護盾用透明樹脂積層体の製造方法
【課題】
アクリル樹脂板とポリカーボネート樹脂板との平板状積層体を湾曲形状に成形して得られる防護面あるいは防護盾用の透明樹脂積層体において、この成形の際に、発泡がなく透視性に優れた樹脂積層体の製造方法を提供する。
【解決手段】
アクリル樹脂板とポリカーボネート樹脂板とを接着層を介して積層一体化して得られた積層体を湾曲形状に成形し、該成形品をオートクレ−ブにより加熱加圧する。
(もっと読む)
製造方法
物品の製造方法は熱硬化組成物の一面に少なくとも1個の箔又はシートを備える熱硬化組成物を含む。物品は電極である。組成物は亜酸化チタンを含む。 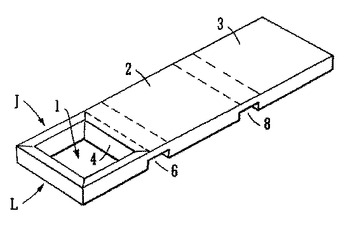 (もっと読む)
(もっと読む)
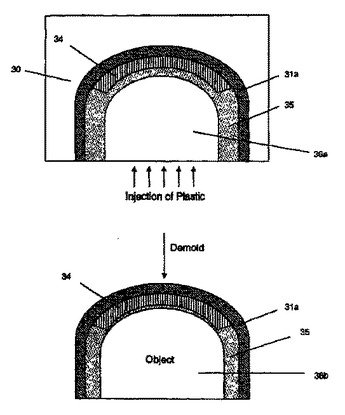
樹脂が注入された透明な外皮パネルおよびその製造方法
複数の金属板(26)を有し、移動プラットフォームにおいて用いられる透明な外皮パネルを提供する。繊維強化樹脂(36)は複数の金属板(26)を少なくとも部分的に囲む。繊維強化樹脂(36)は透明である。複数の金属板(26)の各々の内部に切欠き(32)が形成され、製造プロセス中に透明樹脂(36)が充填される。この切欠き(32)は透明な外皮パネル(10)における窓(16)に対応する。こうして、透明な外皮パネルにより、従来より航空機に採用され、このために航空機上で用いられる窓の大きさを制限してきた嵩高くて重いフレーム構造の必要性がなくなる。したがって、この発明は、このような窓に伴う重量またはコストの増大を引起すことなく、より大きな窓を航空機に組込むことを可能にする。 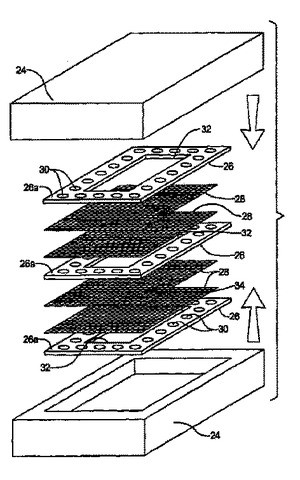 (もっと読む)
(もっと読む)
改良されたガラスマット熱可塑性複合材

【課題】本発明は、加熱成形又は圧縮成形された時、樹脂の濃度が高いクラスAの表面を持つ複合材を形成する繊維強化された積層材料の組成物に係わる。
【解決手段】この積層材料は、開始剤と触媒を含む熱可塑性樹脂の層と、ガラスマットと、オリゴマー、モノマー及び熱可塑性樹脂の低粘性混合物である重合可能な成分の内層と、第2のガラスマットと、開始剤と触媒を含む熱可塑性樹脂の別の層とを有する。加熱成形又は圧縮成形された時、熱と圧力の組合せが、低粘性の重合可能な成分を、浸透性ガラスマットを通って表面に向かって移動させる。開始剤と触媒は、この重合可能な成分を重合させ、樹脂の濃度が高いクラスAの表面を形成させる。熱可塑性樹脂は強化繊維に完全に浸透し、補強ガラス繊維と熱可塑性樹脂のほぼ均一な混合物から成るコアを有する複合材を形成する。
(もっと読む)
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
繊維複合材料製部品の製造方法及びその製造方法のための中間生産物

繊維複合材料製部品の製造方法であって、この方法においては、複数枚の強化繊維層(4)を、縫目(6)が所定の糸張力を付与された糸(6)で縫着し互いに結合させて、強化繊維プレフォーム(2)を製作し、その縫着により前記強化繊維プレフォーム(2)を圧縮するようにしており、また、前記強化繊維プレフォーム(2)を射出成形型の中に装填し、該射出成形型を閉塞し、該射出成形型の中へ樹脂を射出注入して該樹脂を硬化させるようにしている。この方法の特徴は、先ず、複数層の強化繊維層(4)を縫着する際に、前記強化繊維プレフォーム(2)を予圧縮寸法にまで予圧縮し、続いて、前記射出成形型の中に装填した前記溶加繊維プレフォーム(2)を、前記射出成形型の閉塞に際して、最終圧縮寸法(D2)にまで最終圧縮し(F)、前記最終圧縮が行われることにより、所定の糸張力が付与されていた前記縫目(6)に張力減失が生じるようにすることにある。 (もっと読む)
リング状摩擦材の製造方法
【課題】 弾性体であり非圧縮体のゴムやプラスチックを加圧媒体として用い、圧力を上下や円周方向に、擬等方向的にかけて円筒状金属内面に摩擦材料を固着させる。
【解決手段】 下記の工程を備えたリング状摩擦材の製造方法であり、金型(1)内に金属リング(4)をセットし、前記金属リング(4)の内側には加圧媒体(6)をセットし、前記金属リング(4)と前記加圧媒体(6)の隙間に熱硬化性樹脂を含む摩擦材原料(5)を充填し、前記金属リング(4)と前記摩擦材原料(5)を押さえリング(3)で押さえ、加圧パンチ(7)で前記加圧媒体(6)を加圧して、圧力を等方的に発生させることにより前記摩擦材原料(5)を圧縮成形して前記金属リング(4)に固着させて一体とし、一体とした前記摩擦材原料(5)及び前記金属リング(4)を加熱して前記熱硬化性樹脂を硬化させる。
(もっと読む)
加飾成形用シート及び加飾成形品の製造方法
【目的】 FRP成形品成形時に加飾成形用シート中の含浸樹脂が流れ出したり熱硬化性成形材料の樹脂が滲み出して模様が崩れたり汚れたりすることがなく自在に加飾することができ、且つ破れにくい加飾成形用シート及びFRP成形品を提供する。
【構成】 ジルコニウムキレート化合物を含有する熱硬化性樹脂組成物を基材に含浸させ、予備硬化させた加飾成形用シート。この加飾成形用シート1を金型の下型4と熱硬化性成形材料(SMC)2の間に保持し、上型3を下げて型締めし加熱・加圧成形する。
(もっと読む)
真空積層装置および真空積層方法
【目的】プラスチック等のフィルム同士やフィルムと木、金属、その他複合材等の基板とを真空下での加熱・加圧により層間に気泡を残すことなく、連続的に積層する装置および方法の提供。
【構成】固定膜3を備える上板1と、可動膜4を備える下板2と、上下板間に設置される枠体6とで密閉チャンバを形成し、該チャンバ内に連続的に供給される被成形材Hを収容し、パイプ14,25から1気圧以下に吸引し、パイプ14からの吸引を続けると共にパイプ25から2〜10気圧に加圧し、可動膜4を介して被成形材を固定膜3に押しつけ、且つ、上下板に備えた加熱手段12,22により膜3,4を介して被成形材を加熱することにより、積層された成形品Lを得る。
(もっと読む)
熱硬化性樹脂成形品の製造方法
【目的】FRP硬化成形物廃材を成形材料の一部として用いつつ、成形品表面を平滑に且つ無用な着色を生じないように成形できる熱硬化性樹脂成形品の製造方法を提供する。
【構成】第一型10の温度を高く、第二型12の温度を低く設定した上で、それら型10,12の間に未使用の綺麗な熱硬化性樹脂原料組成物から成る第一成形材料14aをセットし、続いて型締めを行って第一の成形操作を行い、第一層14を成形する。そして第一層14における第二型12の側が十分に硬化していない段階で型開きを行い、続いてFRPの硬化成形物廃材の粗砕粉をフィラーとして含有させた熱硬化性樹脂原料組成物から成る第二成形材料18aを積層し、しかる後第一型10,第二型12を再び閉じ合わせて第二成形操作を行い、最終的に第一層14,第二層18が十分に硬化して成る熱硬化性樹脂成形品20を製造する。
(もっと読む)
601 - 610 / 615
[ Back to top ]