
国際特許分類[B29C47/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291)
国際特許分類[B29C47/12]の下位に属する分類
巾広い開口を有するもの,例.シート用 (818)
管状開口を有するもの,例.管状物品のためのもの (323)
多口押出ノズル (33)
ローラ押出ノズル (7)
国際特許分類[B29C47/12]に分類される特許
31 - 40 / 110
押出成形品の製造方法
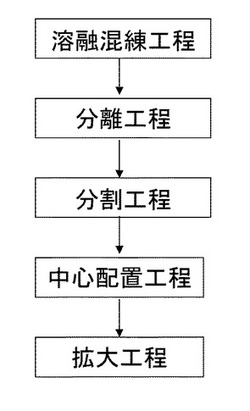
【課題】基材に表皮材を積層した押出成形品を製造するにあたり、ベース材と種材を有する表皮材表面にベース材と明確に識別できる製造方法を提供する。
【解決手段】押出成形品の製造方法である。表皮材積層工程の前に、ベース材と種材を押出機で溶融混練する溶融混練工程と、溶融混練された表皮材をベース材と種材に分離させ、かつ、種材を縦断面の中心部に配置させる分離工程と、分離工程後の表皮材を、種材を分割するように表皮材全体を分割する分割工程と、分割工程後の表皮材の種材を、表皮材の縦断面の中心部に配置させる中心配置工程と、中心配置工程後の表皮材の縦断面を拡大する拡大工程とを有する。
(もっと読む)
ゴム押出機用ダイプレート

【課題】ヘッドの開放作業を容易に行うことができると共に、押出作業時において、ゴムのはみ出しが発生することがないゴム押出機用ダイプレートを提供する。
【課題を解決するための手段】タイヤ部材製造用のゴム押出機の押出しヘッド部に取り付けられるゴム押出機用ダイプレートであって、上部ダイプレートと下部ダイプレートに2分割して構成されており、上部ダイプレートと下部ダイプレートとの合致面が、ゴム押出し方向に対して傾斜しているゴム押出機用ダイプレート。
(もっと読む)
合成樹脂材料の硬軟同時押出成形方法およびこの方法で形成された硬軟同時成形品
【課題】硬質合成樹脂部分と軟質合成樹脂部分との接合強度を高められる硬軟同時押出成形方法を提供する。
【解決手段】硬質合成樹脂材料1、軟質合成樹脂材料2のうちで一方の合成樹脂材料を、迂回接合境界面形成部14を有した対応したレーンを通過させてレーンの合流部13に溶融状態で供給し、レーンの合流部13には、他方の合成樹脂材料を溶融状態で供給し、合流させて押し出すことによって、硬軟同時成形品20に、硬軟同時成形品20の厚さ分よりも接合面積の大きい迂回接合境界面24を形成することを特徴とする。
(もっと読む)
材料カス除去装置
【課題】ダイスの押出口周辺に付着した材料カスを、効率的かつ確実に除去することができる材料カス除去装置を提供する。
【課題を解決するための手段】導体の外周に絶縁材料を被覆してケーブルを成形する押出被覆装置のダイスの押出口周辺に付着した材料カスを除去する材料カス除去装置であって、ダイスの中心軸の周囲を回転する回転体と、回転体からダイスに向けて導出されて、成形中のダイスの押出口の周囲にダイス温度を維持可能な高温エアを吹き付ける複数のエア噴射管と、高温エアをエア噴射管に供給する供給手段とを備え、回転体を回転させながら、エア噴射管の噴射口から高温エアを噴射して材料カスを除去する材料カス除去装置。
(もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
押出機
【課題】押出機の装置を小型化、簡素化する。
【解決手段】ケーシング1内にスクリュー2を上下方向に設け、前記スクリュー2はその上端2a側で前記ケーシング1に回転自在に支持されてその下端2b側は自由端とする。ケーシング1は、前記スクリュー2の下端2b側に上下方向に伸びる複数個の貫通孔11を有する摩砕板10を備え、前記スクリュー2が備える螺旋羽根3の下端縁3bは前記摩砕板10の上面10aに対向する。ケーシング1内に投入された被処理物は、前記螺旋羽根3の下端縁3bと前記摩砕板10との間で破砕、圧縮されて、貫通孔11を通じてケーシング1外へ排出される構成とした。スクリュー2を縦置きとしたことから、螺旋羽根3を全長に亘って設ける必要がなくなり、重力によって被処理物が摩砕板10側へ押し付けられるから、一軸のスクリューで所定の破砕、圧縮を行うことができ、装置の小型化、簡素化が可能である。
(もっと読む)
厚壁及び薄壁を有する押出品を成形するための押出ダイ
押出品を成形するための押出ダイは、ダイボディ、ボディフィード部及び押出成形部を有する。ダイボディは、ダイボディを通る押出物流路を定める、装填口及び排出口を有することができる。ボディフィード部は装填口と排出口の間に配置することができ、ボディフィードチャネルの配列を有する。押出成形部はボディフィード部と排出口の間に配置することができ、少なくとも1つの厚壁成形領域に流体通過可能な態様で結合された薄壁成形領域を有する。薄壁成形領域はボディフィード部から排出口に向けて延び出すピンのアレイを有することができ、厚壁成形領域は厚壁成形領域を通る押出物流路内に配置された少なくとも1つのバッフル部を有することができる。厚壁成形領域の面積はピン間空所領域の面積より大きくすることができる。 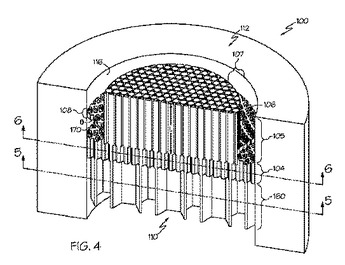 (もっと読む)
(もっと読む)
押出成形体の製造方法および押出成形装置
【課題】補強用繊維の向きが押出方向に配向するのを抑制し、強度が向上した割れ難い押出成形体の、より簡便な製造方法、および押出成形装置を提供する。
【解決手段】本発明の押出成形体の製造方法は、成形材料が圧送される流路2を有する押出装置と、該押出装置20の流路の先端に縮径部12と直管部と押出口11とを順に有するダイ10とが接合されてなる押出成形装置の前記ダイ10の押出口11から以下に定義する成形材料を押し出して押出成形体を製造する方法であり、前記押出成形装置20は孔を有するオリフィス板17が前記ダイ10の内部であって押出口11から押出口の開口部径(d)以上離間した部位に設けられ、押出口11の開口部面積をS1、オリフィス板の孔の開口部面積をS2としたときのS2/S1が0.9以下であることを特徴とする。
成形材料:原料粉末と補強用繊維と溶媒とを含む成形材料
(もっと読む)
空気入りタイヤ用ゴム部材の押出用口金および押出機
【課題】上面に溝形状を有し、下面はフラット形状である空気入りタイヤ用ゴム部材を製造するための空気入りタイヤ用ゴム部材の押出用口金、およびこの押出用口金を備える押出機を提供すること。
【解決手段】上型1Aと下型1Bとを組み合わせて形成された開口部を有する空気入りタイヤ用ゴム部材の押出用口金1において、上型1Aの内面には、溝形状4を形成するための複数の凸部3を配設し、下型1Bの内面には、凸部3と対向する位置にて複数の凹部5を配設する。
(もっと読む)
押出成形材の製造方法及び製造装置
【課題】オリフィスの縁に付着した異物を効果的に除去して要求される品質や機能を実現する押出成形材の製造方法及び製造装置を提供する。
【解決手段】本製造方法は、押出成形型22の型面と押出成形材1の表面との間で空気の出入りが可能なスリット72,76が形成されるノズル装置40を用い、ノズル装置はノズル内周縁50,54と、スリットを形成する空気流路70,74と、スリットと連通すると共に該スリットから流入する空気を吸引して排出する吸引孔62を有する内部空間60とを備える。ポリマー材料の押出中に、内部空間に真空状態を発生させることによりオリフィスの縁30に付着する異物を剥ぎ取るのに十分な風力を有する空気流を発生させることができる。該空気流をオリフィスの縁に作用させることにより、オリフィスの縁に付着する異物を剥離して、吸引される空気と共に除去することを特徴とする。
(もっと読む)
31 - 40 / 110
[ Back to top ]