
国際特許分類[B29C47/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291)
国際特許分類[B29C47/12]の下位に属する分類
巾広い開口を有するもの,例.シート用 (818)
管状開口を有するもの,例.管状物品のためのもの (323)
多口押出ノズル (33)
ローラ押出ノズル (7)
国際特許分類[B29C47/12]に分類される特許
51 - 60 / 110
中空ペレットの押出成形のための方法および装置
中空ペレットを製造するための押出成形プロセスが記載される。さらに、中空ペレットを製造するために用いることができるペレタイザ装置も開示されている。プロセスおよび装置は、中空ペレットを製造するために、ダイオリフィスと、ダイオリフィス内に配置されるインサートとを有する押出成形ダイを使用する。 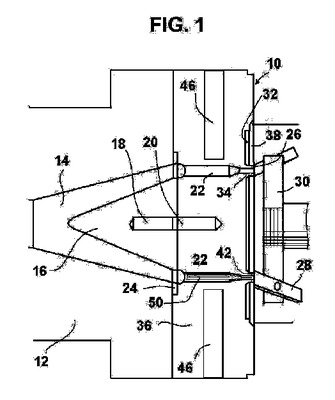 (もっと読む)
(もっと読む)
ポリフェニレンエーテル系樹脂押出成形体の製造方法
【課題】押出成形加工時の生産性、成形体の二次加工性、耐熱性、表面外観に優れ、電気・電子用部材、自動車用部材、建築用部材、その他産業用部材としての用途に好適なポリフェニレンエーテル系樹脂成形体の製造方法の提供。
【解決手段】ポリフェニレンエーテル系樹脂(A)5〜95重量部およびポリアミド樹脂(B)5〜95重量部の合計量100重量部に対して、粘度平均分子量が40万〜1500万の超高分子量ポリマー(C)0.1〜10重量部からなるポリフェニレンエーテル系樹脂組成物を、断熱金型を用いて押出成形することを特徴とするポリフェニレンエーテル系樹脂押出成形体の製造方法。
(もっと読む)
ストランド成形方法及び成形装置

【課題】装置構成の簡素化を図ったとしてもペレットの品質を十分に確保することが可能なストランド成形方法及び成形装置を提供する。
【解決手段】常温の窒素ガスを加熱装置にて高温状態にするとともに、風量調節装置を通過させると、風量と温度とが調節された高温の窒素ガスになる。そして、これを一対のガス噴霧器5に送った後に、ダイス1の各穴3に向けて噴霧する。この方法でダイス1の各穴3の周辺を高温の窒素ガスで充満させ、メヤニ23の酸化による変色を防止しつつ各穴3からストランド2を押し出し成形する。穴3の周辺に高温の窒素ガスが充満していることから、メヤニ23は酸化することなく、また、メヤニ23は固化することもない。
(もっと読む)
耐熱発泡シート及びその製造方法並びに食品用容器
【課題】 本発明は、熱可塑性樹脂フィルムを積層一体化させて用いた場合に、耐熱ポリスチレン系樹脂発泡層と熱可塑性樹脂フィルムとの界面において気泡膨れに伴う界面剥離を生じることがないと共に、熱成形時の二次発泡性に優れ、十分な厚みを有し且つ機械的強度に優れた熱成形品を得ることができる耐熱発泡シートを提供する。
【解決手段】 本発明の耐熱発泡シートは、アクリル酸、メタクリル酸及び無水マレイン酸からなる群から選ばれた少なくとも一種の成分とスチレンとの共重合体を含み且つガラス転移温度が110℃以上であるポリスチレン系樹脂、ポリプロピレン系樹脂及びスチレン系エラストマーを含有する耐熱ポリスチレン系樹脂組成物よりなると共に、表面粗さが15μm以下の平滑面を有し且つ連続気泡率が25%以下の耐熱ポリスチレン系樹脂発泡層を含有することを特徴とする。
(もっと読む)
熱可塑性被成形材料の押出成形装置

【課題】ケーシングの内部で熱により軟化させ熱可塑性の被成形材料をノズルを通し外部に押し出すことにより、所定断面形状の固形品を成形する場合において、この固形品を所望強度にできるようにして、この固形品が、その取り扱い過程において、所定形状を維持できるようにする。
【解決手段】熱可塑性被成形材料の押出成形装置は、ほぼ水平に延びる軸心8を有し、その内部に熱可塑性の被成形材料2が投入可能とされる筒形状のケーシング9と、このケーシング9に固着され、このケーシング9の内部を外部に連通させるノズル孔10が形成されたノズル11と、ケーシング9の内部に設けられ、軸心8回りに回転駆動することにより、被成形材料2をノズル11のノズル孔10を通し外部に押し出し可能とする押出機12とを備える。ノズル11を加熱するヒータ48を設けると共に、ノズル11のノズル孔10の内面から突出するフィン49を設ける。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
複合合成樹脂素材供給装置
【課題】外側溶融樹脂の内部に包含されるコア層の移送距離が長くても、コア層がほぼ円球形状を維持すること。
【解決手段】複合合成樹脂素材形成装置1は、ノズル手段2の排出口に至る排出路9、該排出路9に接続された下流端を有する外側流路4、排出路9に接続された下流端を有する内側流路8、外側流路4を通して外側合成樹脂aを流動させるための外側合成樹脂供給手段、内側流路8を通して内側合成樹脂bを流動せしめる内側合成樹脂供給手段、及び該内側流路の下流端を間欠的に開閉するためのロッド弁30を具備している。そして、排出路9の断面積は、中流部領域(大径部34)が上流部領域(小径部33)及び下流部領域(縮径部35)よりも断面積が大きく形成されている。
(もっと読む)
木粉樹脂成形体の射出成形装置
【課題】 木粉を樹脂に混練した木粉樹脂を成形材料として成形体を射出成形する木粉樹脂成形体の射出成形装置の可塑化装置では、木粉と樹脂との混練処理によって高圧ガスが発生するおそれがあるから十分な脱気を行う必要があるが、脱気の際に木粉を吸引することのない木粉樹脂成形体の射出成形装置を提供する。
【解決手段】 可塑化装置10のダイス12の下流側の吐出路12cに脱気用ベント14を連通させて、ダイス12内部のガスを吸引させる。ダイス12の上流側の入口路12aには圧力センサ13を取り付けて、ダイス12の内圧を計測する。圧力センサ13の計測値が設定値を超えると、前記脱気用ベント14に連通させた真空ポンプを作動させてガスの脱気を行う。
(もっと読む)
ガラスラン及びその製造方法
【課題】外観品質の向上を図るとともに、製造工数の増大を抑止しつつ、ドアガラスのスムースな昇降動作を可能とするガラスラン及びその製造方法を提供する。
【解決手段】ガラスラン5は、ドアフレームの内周に沿って設けられた取付部4に取着され、基底部14及び該基底部14から延びる車外側側壁部15及び車内側側壁部16よりなる断面略コ字状の本体部11と、各側壁部15、16の略先端から本体部11内側に延びる一対のシールリップ12、13とを備え、押出成形により長手方向全域が形成される。基底部14と各側壁部15、16との境界部には変形部21が設けられ、取付部4のコーナー部に対応するコーナー部位31においては、屈曲により変形部21が変形して、基底部14がガラス開口部の内周側に変位する。コーナー部位31における各側壁部15、16の延出長は、それ以外の一般部位における各側壁部15、16の延出長よりも長く形成される。
(もっと読む)
押出金型および押出金型用マニホールド
熱可塑性樹脂材料の押出し材を製造するための押出し金型に関する。 押出金型は、熱可塑性樹脂の溶融流が押出される金型出口と、熱可塑性樹脂材料を第1の部分と第2の部分に分流させる供給側分配部に連通した供給側注入口と、クロスフローマニホールドとを備える。 当該クロスフローマニホールドは、熱可塑性樹脂材料の第1の部分を受ける第1クロスフローマニホールド部分と、第1の通路に連通する第2の通路と、第2の通路に連通する第3の通路と、を備えている。 (もっと読む)
51 - 60 / 110
[ Back to top ]