
国際特許分類[B29C47/12]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291)
国際特許分類[B29C47/12]の下位に属する分類
巾広い開口を有するもの,例.シート用 (818)
管状開口を有するもの,例.管状物品のためのもの (323)
多口押出ノズル (33)
ローラ押出ノズル (7)
国際特許分類[B29C47/12]に分類される特許
21 - 30 / 110
共押出し成形ダイ及びシステム、共押出し成形された物品を作製する方法、並びにそれによって作製される共押出し成形された物品
第1の溶融高分子材料及び第2の溶融高分子材料を共押出し成形するための押出し成形ダイ(20)及び方法。本ダイは、第1のダイ部分(20)と、第2のダイ部分と、第1のダイ部分及び第2のダイ部分を分離するシムとを含む。シムは、第1の側と、第2の側とを有し、シムの第1の側は、第1のダイ部分の境界を形成し、かつ第1のダイ空洞(38)を画定し、シムの第2の側は、第2のダイ部分の境界を形成し、かつ第2のダイ空洞(40)を画定する。複数個の第1及び第2の押出し開口部を有する分注縁部(36)が提供され、複数個の第1の供給チャネルが、第1のダイ空洞を分注縁部に沿った第1の押出し開口部に接続し、複数個の第2の供給チャネルが、第2のダイ空洞を分注縁部に沿った第2の押出し開口部に接続する。第1及び第2の押出し開口部は、第2の押出し開口部の部分間に配置される第1の押出し開口部の部分を有する界面域を提供するように、分注縁部に沿って配設される。本ダイは、多層物品を作製するための押出し成形システム及び方法において使用される。 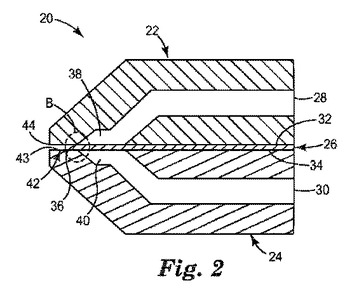 (もっと読む)
(もっと読む)
ニップル及び光ファイバケーブル製造方法

【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 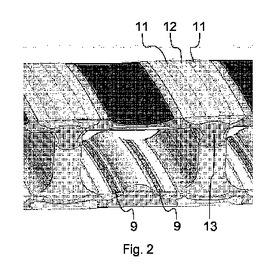 (もっと読む)
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置

【課題】複合合成樹脂生成装置に形成される成形品において生じる糸状の筋を防止する複合合成樹脂生成装置を提供する。
【解決手段】外側環状流路11の溶融樹脂Aを連続的に流出し、中間環状流路12の中間環状流出口12b及び内側環状流路14の内側環状流出口14bからの溶融樹脂B,Cの流出を中断し又はその後に、内側環状流出口14bに囲繞されている付加流出口9bを通して溶融樹脂を流出せしめ、内側環状流出口14bからの溶融樹脂Cの流出を開始する前に、付加流出口9bからの溶融樹脂の流出を停止するようにした。
(もっと読む)
熱処理済み異型押出しフック
【課題】より狭いフックプロフィールを有するファスナーおよびより狭いフックプロフィールを与え、商業的に許容される製造速度で狭いフックプロフィールを形成することができるファスナーの形成方法を提供する。
【解決手段】ダイが離間したリッジまたはリブを形成するとき、ダイプレートによってフック部材の断面形状が形成され、一方、初期のフック部材の厚さは、それらの長さに沿って離間した位置でリッジを横方向に切断することにより形成されて、リッジの不連続切断部分が形成される。続いて、バッキング層の長手方向(機械方向におけるリッジの方向)の伸張によって、これらのリッジの切断部分が分離されて、次いで切断部分が離間したフック部材を形成する。次いで押出しフック部材または切断リブフック部材を熱処理すると、少なくともフックヘッド部分の厚さの少なくとも一部が5〜90パーセント、好ましくは30〜90パーセント収縮する。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
先端部及びこの先端部を備えた押出成形装置
【課題】
本発明は、特に1つ又は複数の要素を選定する先端部1及びこの先端部1を備えた押出成形装置に関する。
【解決手段】
穿孔として形成された貫通部10が、ヘッド中心部20と共に油圧シリンダ19によって旋回可動のヘッド部材5内に取り付けられている。この貫通部10は、追加押出機12のスクリューシャフト11を収容するために使用される。
(もっと読む)
タイヤトレッド押出用押出金型の多重プリフォーマダイ
【課題】タイヤ製造時、タイヤ半製品である組立体、例えば、キャップトレッド、ウィングトレッド、サブトレッドを押出するタイヤトレッド押出用押出金型に関し、各トレッドゴム別境界面の調節が容易なタイヤトレッド押出用押出金型の多重プリフォーマダイを提供する。
【解決手段】第1プリフォーマダイホルダー4と第2プリフォーマダイホルダー6との間には最終ダイ5に接する中間上部プリフォーマダイ7aと中間下部プリフォーマダイ7bが介在して設けられ、中間上部プリフォーマダイ7aに形成されたウィングトレッド連結ガイド溝1aとキャップトレッド連結ガイド溝2aは第1プリフォーマダイホルダー4のウィングトレッド流路1とキャップトレッド流路2に各々連通し、中間下部プリフォーマダイ7bに形成されたサブトレッド連結ガイド溝3aは第1プリフォーマダイホルダー4のサブトレッド流路3に連通する多重プリフォーマダイ。
(もっと読む)
押出成形装置
【課題】反りや歪み等の変形を生じさせることなく,強度に優れた成形体を生産性を低下させることなく製造する押出成形装置を提供する。
【解決手段】スクリュ式の押出機12により押し出された成形生地25aを冷却固化して成形する成形ダイ30間に,押出ダイ20を配置し,この押出ダイ20で押出機12によって押し出された前記成形生地25aの溶融状態を維持しながら前記成形ダイに導入する。押出ダイ20内に形成された空間21内には,成形生地に流動抵抗を与える抵抗体26を配置し,該抵抗体26の外周と前記押出ダイ内周間の間隔を前記成形生地の流路21aと成すと共に,前記抵抗体26の前記押出機12側の端部に,前記成形生地25aの押出方向に対して直交方向を成す端面261aを設け,押出ダイ20内を流れる成形生地を前記端面と衝突させて攪拌し,これにより成形生地の流れを成形ダイに導入する前に均一化する。
(もっと読む)
プラスチック製照明カバーの製造方法
【課題】 簡素な工程で、強度が高く、かつ、光源からの光を確実に拡散することができるプラスチック製照明カバーの製造方法を提供すること。
【解決手段】 熱可塑性樹脂材料を押出成形機によって略平板状に押し出して、略直線状の断面形状の本体部11およびこの本体部11の幅方向の両端部にはそれぞれ掛止凸部12・12を有するカバー部材1の基板Aを作製する一方、帯熱軟化状態の当該基板Aの本体部11の片面または両面に対して、凹凸パターンを型押し加工して、本体部11の表面に凹凸溝13を形成すると共に、当該基板Aが帯熱軟化状態にあるうちに、この基板Aを、略直線状の断面形状である賦形金型2の入口ダイ21に挿入していき、この賦形金型2のキャビティ内において、両壁面に挟まれる領域が直線状から逓次的に弯曲形状に変化していく壁面形状に沿って、挿入された本体部11を弯曲賦形せしめて、弯曲状の出口ダイ22から押し出す。
(もっと読む)
21 - 30 / 110
[ Back to top ]