
国際特許分類[B29C47/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 管状開口を有するもの,例.管状物品のためのもの (323)
国際特許分類[B29C47/20]の下位に属する分類
調節可能なもの (11)
互いに回転するダイ部分を有するもの (6)
多層管状押出ノズル (21)
クロスヘッド管状押出ノズル (28)
国際特許分類[B29C47/20]に分類される特許
21 - 30 / 257
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
医療用チューブの製造装置、製造方法および医療用チューブ
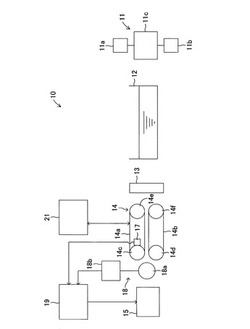
【課題】 一端部の硬さを設定通りにしながら正確な長さの医療用チューブを得ることのできる医療用チューブの製造装置、製造方法および医療用チューブを提供すること。
【解決手段】 硬度が変化する医療用チューブTPを製造するための医療用チューブの製造装置10を、成形機11と、引取機14と、エンコーダ17と、分光器18と、切断機15と、切断用コントローラ19とで構成した。成形機11は、硬度と色が異なる二つの成形材料の配合比を一定周期で変化させて硬度および色が一定周期で変化するチューブ16を成形する。エンコーダ17は、引取機14の駆動ローラ14cの回転に応じたパルスを発生し、分光器18は、チューブ16の色の特性を検出して原点を決定する。切断用コントローラ19は、分光器18が色の特性を検出して決定した原点と、エンコーダ17が発生するパルス数に基づいて切断機15を作動させてチューブ16を切断する。
(もっと読む)
導電性無端ベルト

【課題】簡易な構造で十分な強度があり、長期安定に使用できる耐久性に優れた導電性無端ベルトを提供する。
【解決手段】導電性の樹脂フィルムを無端状に形成してあるベルト基材10の少なくとも一面側の幅方向Wでの端部に、ベルト周方向CFに沿って補強部材12を配置した導電性無端ベルト1であって、前記ベルト周方向と直交する結晶配向を有している前記ベルト基材に、前記ベルト周方向と平行な結晶配向を有する前記補強部材が接着してある。前記ベルト基材10は、環状ダイスを用いた押出成形により成形されて成形時から継ぎ目のない管状であって、結晶配向がベルト周方向と直交しているものを用いる。
(もっと読む)
パイプ用ポリマー組成物
【課題】少なくとも9.0MPaの設計応力を有すると共に、加工性、衝撃強さ、弾性率、急激な亀裂伝播、遅い亀裂成長に対する耐性にも優れたポリマーパイプを提供する。
【解決手段】遅い亀裂成長に対する耐性のあるカーボンブラックを1〜8重量%と、92〜99重量%のバイモーダルエチレンポリマーとからなる、0.15〜0.40g/10分の範囲のMFRおよび955〜965kg/m3の範囲の密度を有する特定のポリエチレン組成物を使用する。
(もっと読む)
熱可塑性樹脂を用いた中空押出し成形品の製造方法および製造装置
【課題】揮発成分を含む熱可塑性樹脂を用いた中空押出し成形において、環状ダイ、冷却マンドレル、溶融樹脂により形成される空間内に揮発成分が充満し、成形品の内面を汚染する恐れがある。
【解決手段】空間10と環状ダイ1の上面を連通孔にて接続し、ろ過装置12、排気装置13を用いることで、揮発成分を空間10から排除する。冷却マンドレル3には、外気と接続される貫通孔14が備えられており、排気装置13で排出された気体と同量の外気を、空間10に導入することで、空間10における圧力を常に大気圧に保持し、成形品の形状を安定化させる。以上の方法により、揮発成分の付着による成形品の汚染が無く、安定した形状の中空成形品を得ることが可能となる。
(もっと読む)
樹脂発泡シートの製造方法、樹脂発泡シート、及び、押出設備の改修方法
【課題】樹脂発泡シートの厚みを均一化させ得る樹脂発泡シートの製造方法を提供する。
【解決手段】発泡剤を含んだ樹脂組成物を溶融混練するための押出機と、該押出機の先端部に装着されたサーキュラーダイ100と、該サーキュラーダイ100のダイスリット111から前記樹脂組成物が押し出されてなる筒状の発泡体FBを内面側から冷却するための冷却マンドレル200とが備えられ、該冷却マンドレル200によって冷却される前の発泡体FBに外側から風を吹き付けて該発泡体FBを外側から冷却する冷却機構がさらに備えられている樹脂発泡シートの製造方法であって、前記押出設備には、前記押出機側から前記冷却マンドレル200側への空気の流れを規制する規制部材がさらに備えられており、該規制部材によって前記押出機側の空気が前記風に誘引されることを抑制させつつ樹脂発泡シートを製造することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
二重管の製造方法、及び二重管の製造装置
【課題】内管に対して外管が剥離可能となるように内管の周囲に外管を押出成形することができる二重管の製造方法、及び二重管の製造装置を提供する。
【解決手段】内管24の周囲に外管30を第1金型12により押し出すとともに、内管24と外管30との間に気体Qを送り込むことにより、内管24と外管30との間に隙間を有する二重管を製造する。これにより、押出成形された外管30が内管24にくっ付いて内管24と外管30とが一体化されるのを防ぐことができる。
(もっと読む)
ポリスチレン系樹脂発泡シート及び発泡ポリスチレン系樹脂積層シート、斯かる積層シートから形成された成形品、及びポリスチレン系樹脂発泡シートの製造方法
【課題】成型後の表面(曲面)への印刷性に優れ、外観の美麗な成形品を得ることができる発泡ポリスチレン系樹脂積層シート及び斯かる積層シートを用いて形成された成形品とその製造方法を提供する。
【解決手段】ポリスチレン系樹脂とポリフェニレンエーテル系樹脂との合計100質量部に対して前記ポリフェニレンエーテル系樹脂が10質量部以上50質量部以下含有されているポリスチレン系樹脂組成物を用いて形成されるポリスチレン系樹脂発泡シート12であって、長手方向に直交する巾方向全域の長さが650mm以上であり、巾方向全域における平均の厚みが1〜3mmで、巾方向の任意の位置における150mm巾での厚みの平均値と巾方向全域での厚みの平均値との比が0.90〜1.10の範囲にあり、且つ、全体の密度が0.2g/cm3以下で、少なくとも一方の表面から厚み方向100μmまでの部分の密度が0.25g/cm3以上とする。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】二次発泡倍率の低下が抑えられ、成形性に優れ、しかも長期間保存した場合であっても爆発などの危険性がなく、食品容器などに好適に使用し得るポリスチレン系樹脂発泡シートの製造方法を提供することを課題としている。
【解決手段】ポリスチレン系樹脂50〜90質量部とポリフェニレンエーテル系樹脂10〜50質量部とを含む樹脂混合物を加熱して溶融させた後、該樹脂混合物100質量部に対して、イソブタン濃度が70〜100質量%であり且つノルマルブタン濃度が0〜30質量%であるブタン2.5〜5.0質量部を含浸させ、ついで該樹脂混合物100質量部に対するブタンの残存量が2.0〜3.5質量部となるように押出発泡することを特徴とするポリスチレン系樹脂発泡シートの製造方法を提供する。
(もっと読む)
防錆フィルム
【課題】フィルム製膜時の発煙や臭気発生が抑制され、加工性に優れ、金属部品などの包装フィルムとしての強度を有し、且つ、包装後の初期段階より長期に渡り防錆効果を付与された防錆フィルムを提供する。
【解決手段】少なくとも1層以上の気化性防錆剤を含有する防錆樹脂層を有する防錆フィルムにおいて、前記気化性防錆剤は室温(20℃)で蒸気圧0.2Pa以上の速効性気化性防錆剤であり、且つ、前記防錆樹脂層は、ベース樹脂に前記速効性気化性防錆剤を混練した後、樹脂温度120〜140℃で溶融押し出し製膜されたものである。
(もっと読む)
21 - 30 / 257
[ Back to top ]