
国際特許分類[B29C49/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015)
国際特許分類[B29C49/42]の下位に属する分類
膨脹袋体の壁面によって圧力を作用させるためのもの (8)
特定の条件または空気以外のブロー流体の利用によって特徴づけられるもの (14)
金型 (288)
型開き,型閉めまたはクランプ手段 (51)
ブロー手段 (47)
ベント装置 (8)
プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177)
ブロー成形品の金型からの取外しまたは突出し (15)
金型外部のバリの除去 (6)
ネックキャリブレーション (3)
計量,制御または調整 (96)
国際特許分類[B29C49/42]に分類される特許
101 - 110 / 302
ロータリ型成形品搬送装置及びそれを用いたロータリ型ブロー成形装置
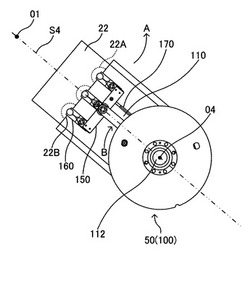
【課題】成形品の口部を傷つけることなく受け渡しすることができるロータリ型成形品搬送装置及びそれを用いたロータリ型ブロー成形装置の提供。
【解決手段】各々回転中心O1,O4の廻りの等角度間隔の複数位置の各々にて、少なくとも一つの成形品を水平面内で回転搬送し、受け渡し位置での成形品が受け渡される2台のうちの一方のロータリ型成形品搬送装置50(100)は、該成形品を第1保持部160を先端に支持し回転搬送される搬送アーム110を有し、搬送アームが2台のロータリ型成形搬送装置の各々の回転中心を通る直線S4に沿って配置された時の受け渡し位置を中心とする所定回転角度に亘り、水平面内で直線S4と平行な方向で一つの第1保持部を受け渡し可能なストローク分だけ往復移動させ、かつ、2台のうちの他方のロータリ型成形品搬送装置の少なくとも一つの第2保持部22Aに対して第1保持部160を正対させる。
(もっと読む)
成形体及び製造方法

【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される通気管に手作業にて孔を明けるために該通気管の外面に硬質樹脂製等の打抜き台をあてがい、市販の筒形ポンチを該通気管の内面に位置決めして後、該筒形ポンチに外力を加えて穿孔するに際して、ブロー成形の金型が規定できるのは成形物の外面だけであるという制約上、該内面に位置決め用のマークをつけることはできないという点である。
【解決手段】
該通気管の内面に円錐形状もしくは円錐台形状もしくは多角錐形状もしくは多角錐台形状のポンチ位置決め用突部を形成し、該突部に筒形ポンチの筒状刃を同心状にあてがい、該ポンチに外力を加えて該通気管を穿孔することにより前記課題を解決した。
(もっと読む)
表皮被覆ポリスチレン系樹脂発泡成形体の製造方法および表皮被覆ポリスチレン系樹脂発泡成形体
【課題】ブロー成形された中空成形体内に発泡粒子を充填し、発泡粒子相互を融着させて発泡粒子成形体とし、中空成形体からなる表皮の内面と発泡粒子成形体とが融着一体化し、発泡粒子相互の融着性、ならびに成形体外観に優れた表皮被覆ポリスチレン系樹脂発泡粒子成形体の提供。
【解決手段】ブロー成形法により中空成形体内に発泡粒子を充填し、表皮で被覆された発泡粒子成形体の製造方法において、ブロー成形型の型締め時の金型1温度を[中空成形体基材樹脂のガラス転移温度−30℃]〜[中空成形体基材樹脂のガラス転移温度+30℃]の温度とし、中空成形体内に挿入した複数のスチーム供給排出ピン22の一方をスチーム供給側とし他方をスチーム排出側とし、スチーム供給側のピン21のスチーム供給口におけるスチーム温度T1を[発泡粒子基材樹脂のガラス転移温度+10℃]〜[発泡粒子基材樹脂のガラス転移温度+30℃]に制御して加熱する。
(もっと読む)
プラスチックパリソンの殺菌のための装置および方法
本発明は、プラスチック製容器(20)を製造するための装置(1)であって、プラスチックパリソンを加熱するための加熱要素(4)と、プラスチックパリソン(10)を所定の搬送経路(T)に沿って搬送するための搬送システム(12、14、16、18)と、前記搬送経路において前記加熱装置(4)の下流に配置され、プラスチックパリソンを成形してプラスチック製容器を形成する成形要素(8)と、を備えている装置(1)に関する。本発明によれば、装置(1)が、プラスチックパリソン(10)の壁に自由流動性の媒体を付けることで当該壁を殺菌する殺菌要素を有しており、この殺菌装置は、前記加熱装置(4)において容器へと加えられる加熱プロセスの後、かつ前記成形要素における成形プロセスの終了前に、殺菌処理を行うよう、前記容器の前記搬送経路に沿って配置されている。 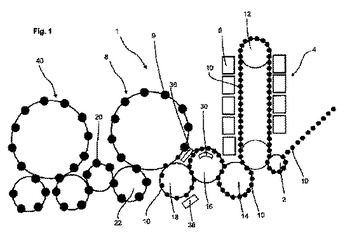 (もっと読む)
(もっと読む)
ボトル製品の製造方法及びプリフォーム
【課題】充填工場に向けての保管コスト及び運送コストを抑えることで、最終的な出荷品であるボトル製品のコストダウンを図る。
【解決手段】ブロー成形することで合成樹脂製のボトル製品(20)を製造するためのプリフォーム(10)であって、合成樹脂を材質とし且つ一端に開口端(11b)を形成し内部を中空部(11a)とした有底略円筒状のプリフォーム本体(11)と、プリフォーム本体(11)における開口端(11b)を封止してその中空部(11a)を密閉状態に保つシール材(12)とを備える。中空部(11a)を密閉状態に保ってあるため、保管中や運送中に異物が混入する虞がない。保管・運送は、プリフォーム(10)という全体容積が比較的小さい状態で行うことができるため、保管コスト及び運送コストを抑えることができ、最終的な製品であるボトル製品(20)のコストダウンを図ることができる。
(もっと読む)
容器詰め内容物の製造方法
【課題】口部結晶化ポリエステル容器を使用しないでもポリエステル容器詰め内容物の製造が可能な製造方法を提供する。また、生産効率を向上させエネルギー消費を節約することができるポリエステル容器詰め内容物の製造方法を提供する。
【解決手段】内容物を容器に充填し、密封後容器殺菌する容器詰め内容物の製造方法であって、容器の成形後容器に内容物を充填する前に容器の含水率を減少させる工程を備え、61℃以上65℃以下に加温された内容物の口部非結晶ポリエステル容器への充填と充填後の密封を外環境制御空間内で行った後、容器を傾斜して内容物を容器口部に接触させることにより殺菌することを特徴とする容器詰め内容物の製造方法。
(もっと読む)
合成樹脂製容器及びその成形方法
【課題】 本発明の課題はブロー成形に起因する制約や、金型の作成費用に係る制約を超えて、より自在で多様な形状にブロー成形容器を成形することにある。
【解決手段】 本発明の成形方法は次の(1)〜(3)の工程から成る。
(1)PCTG樹脂製のパリソンをブロー金型内でブロー成形する。
(2)このブロー成形による一次成形品を軟化状態である温度範囲でブロー金型から離型する。
(3)前記軟化状態である温度範囲で、適宜の態様で外力を作用させて一次成形品の周壁に所定の変形領域を形成する。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
各パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)およびライン(9)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数のキャビティ(19)を有し、ライン(9)は、ブロー成形ライン(7)から充填機(10)へと容器(2)を送り、ライン(9)は、間隔(P2)に応じた間隔を隔てて容器(2)を配置するように設計された分配装置(80)を備え、間隔(P2)は、均等であり、成形ユニット(15)におけるキャビティ(19)の数から独立している。 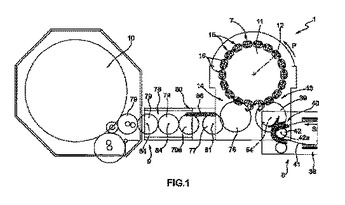 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 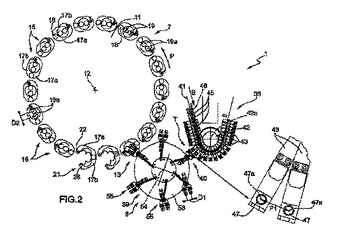 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)を形成するブロー成形プラントは、交換可能な複数の成形ユニット(15)を備え、各成形ユニット(15)は、容器(2)をブロー成形する所定の数の複数の2つの成形キャビティ(19)を有し、前記プラントは、さらに、パリソン(3)を成形キャビティ(19)に移送する移送ホイール(39)と、成形キャビティ(19)から容器(2)をピックアップする移送ホイール(76)と、パリソン(3)を移送ホイール(39)に供給するライン(41)と、容器(2)を移送ホイール(76)から充填機(10)に供給するライン(79)と、を備え、供給ライン(41,79)の供給速度は、所与の時間において、プラントに取付けられた成形ユニット(15)の成形キャビティ(19)の数に応じて変わる。 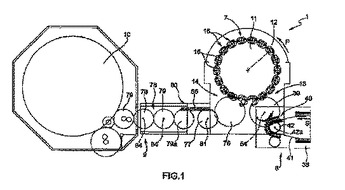 (もっと読む)
(もっと読む)
101 - 110 / 302
[ Back to top ]