
国際特許分類[B29C49/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015)
国際特許分類[B29C49/42]の下位に属する分類
膨脹袋体の壁面によって圧力を作用させるためのもの (8)
特定の条件または空気以外のブロー流体の利用によって特徴づけられるもの (14)
金型 (288)
型開き,型閉めまたはクランプ手段 (51)
ブロー手段 (47)
ベント装置 (8)
プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177)
ブロー成形品の金型からの取外しまたは突出し (15)
金型外部のバリの除去 (6)
ネックキャリブレーション (3)
計量,制御または調整 (96)
国際特許分類[B29C49/42]に分類される特許
71 - 80 / 302
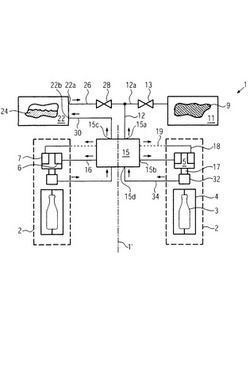
移送装置
パリソン3およびボトル2等の物体を移送する装置は、所定の軸Xを中心に回転する回転台10と、物体2,3用のピックアップエレメント14と、回転台10に接続されたピックアップエレメント14用のサポートアーム16と、サポートアーム16およびピックアップエレメント14を案内するカム12と、を備え、ピックアップエレメント14は、回転台10に対する少なくとも3つの自由度を有し、カム12は、所定の経路に沿ってピックアップエレメント14を移動させるように、所定の数のトラック22,23,24を有し、カム12は、固定部分25と、該固定部分に接続される少なくとも1つの取り外し可能部分26と、を有し、取り外し可能部分26は、所定の形状を有し、当該取り外し可能部分26の形状と異なる形状を有する他の取り外し可能部分と交換可能である。  (もっと読む)
(もっと読む)
医療行為用注射器を製造し組み立てるためのプロセス
医療行為用注射器(20)を製造し組み立てるためのプロセスであって、このプロセスは、少なくとも部分的に溶融した状態にあるプラスチック材料で製作された中間管状部材(1)を得るためにプラスチック材料を押出し加工する工程と、少なくとも中空本体(2)を得るために中間管状部材(1)をブロー成形する工程と、ブロー成形の工程の直後に、中空本体(2)内にスラストピストン(3)をきつく且つ少なくとも部分的に挿入する工程とを、順に含む。  (もっと読む)
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 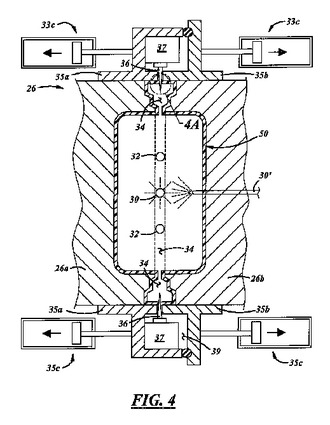 (もっと読む)
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
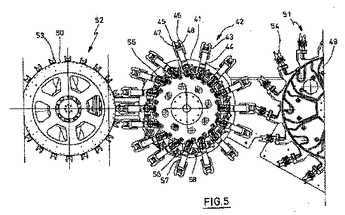
容器をブロー成形し充填するための方法および装置
本発明による方法と装置は、容器をブロー成形して充填するために用いる。パリソンをまず熱コンディショニングし、次にブロー成形型内部でブロー圧を作用することにより容器に成形する。ブロー成形した容器を、その搬送経路の少なくとも一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。前記受け渡しホイールは、容器製造用のブローモジュールと容器充填用の充填モジュールとの間の連結部の少なくとも一部を成している。容器の搬送方向において前記受け渡しホイールの前方に前記ブローモジュールの搬出ホイールは容器用の担持要素を備え、前記搬送方向において前記受け渡しホイールの後方に前記充填モジュールの搬入ホイール(50)が容器(2)用の担持要素(54)を備えている。前記受け渡しホイール(41)の領域における前記担持要素(42)の数量を生産速度に依存して変化させる。
 (もっと読む)
(もっと読む)
ボトルおよびプリフォーム

【課題】既設の平板状グリッパを変更することなく、口栓部の肉厚を小さくして全体の軽量化を図ることができるボトルおよびプリフォームを提供する。
【解決手段】一対の平板状グリッパ30に挾持されるボトル10は、外ねじ13を有する口部12と、カブラ16およびサポートリング17を有する口栓部15と、ボトル本体11とを備えている。口栓部15のカブラ16とサポートリング17との間の外面に凹状環状面18が形成されている。凹状環状面18を構成する曲線18aは、グリッパ30の上端および下端に当接する上方当接点31および下方当接点32を有し、凹状環状面18と口栓部内面15aとの距離は、1.000mm〜1.985mmとなっている。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルの殺菌処理を簡易化する。
【解決手段】プリフォーム1を連続走行させながら過酸化水素ミスト又はガスKを吹き付け、加熱することにより予備殺菌し、この予備殺菌したプリフォームを同じく連続走行する成形型4内でブロー成形してボトルを作り、この連続走行する成形型からボトルを取り出し、熱が残留しているうちにボトルに過酸化水素の凝結ミストM又はガスGを吹き付けると共にエアリンスし、このボトルを同じく連続走行させながら飲料を充填しキャップで密封する。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソン(1)を、ブロー成形機のブロー成形型内部で熱コンディショニングした後に、ブロー圧を作用させることで容器(2)に変形させる。必要なブローガス(P1,P2)は供給装置から供給する。ブロー成形される容器の内部に蓄積される空気圧エネルギーの少なくとも一部を他のエネルギー形態に変換する。 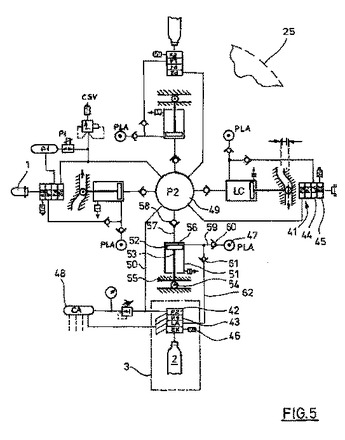 (もっと読む)
(もっと読む)
中空成形機
【課題】運転開始の最初から最適なパリソン長を得る肉厚プロファイル補正手段を提供する。
【解決手段】クロスヘッド11における樹脂の温度Tを測定し、温度Tに応じて肉厚プロファイルP(t)を補正する補正手段23,26を具備し、時間遅れがないフィードフォワード制御によりパリソン肉厚を調整するため、運転開始の最初から最適なパリソン長を得ることが出来る。
(もっと読む)
ブロー成形機
【課題】故障等によって機械を緊急停止させる場合に金型やブローノズルを破損させることなく機械を停止させることが可能なブロー成形機を提供する。
【解決手段】金型12と、金型12の上方に上下動自在に設けられたブローノズル14とを備え、ホイール11を回転させて金型12及びブローノズル14を移動させつつ下降区間S1ではブローノズル14を金型12と接触させて金型12内のプリフォームP内にブローノズル14からガスを吹き込んでボトルBをブロー成形し、上昇区間S2ではブローノズル14を離間位置まで上昇させるブロー成形機において、上昇区間S2の始点P2に設けられ、ブローノズル14を接触位置から接触位置と離間位置との間の所定の退避位置に上昇させる斜面21aを有するセーフティカム21と、上昇区間S2に設けられてブローノズル14を退避位置に保持するセーフティレール22とを備えている。
(もっと読む)
71 - 80 / 302
[ Back to top ]