
国際特許分類[B29C49/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015)
国際特許分類[B29C49/42]の下位に属する分類
膨脹袋体の壁面によって圧力を作用させるためのもの (8)
特定の条件または空気以外のブロー流体の利用によって特徴づけられるもの (14)
金型 (288)
型開き,型閉めまたはクランプ手段 (51)
ブロー手段 (47)
ベント装置 (8)
プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177)
ブロー成形品の金型からの取外しまたは突出し (15)
金型外部のバリの除去 (6)
ネックキャリブレーション (3)
計量,制御または調整 (96)
国際特許分類[B29C49/42]に分類される特許
41 - 50 / 302
ブロー成形機
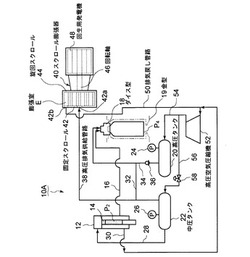
【課題】ブロー成形機で使用された後の高圧排気を従来よりさらに有効活用する。
【解決手段】金型19でパリソンP3をブロー成形して樹脂製容器P4を成形した後で、金型19から排気された高圧排気を高圧排気供給管路38を介してスクロール膨張機40の固定スクロール42と旋回スクロール44とで形成される膨張室Eに供給する。該高圧排気の膨張エネルギーで回転軸46を回転させ、回生用発電機48によって回生電力を得る。膨張室Eの出口42bから出た大気圧付近の空気は、排気戻し管路50を介して高圧空気圧縮機52に送られ加圧される。加圧された空気は再びブロー成形工程に使用され、又は減圧機構58で減圧されて、シリンダ12のピストン14の駆動用若しくはプレフォーム工程に使用される。
(もっと読む)
模様付ブロー成形品の製法およびそれによって得られる模様付ブロー成形品

【課題】容易に剥げることのない鮮明な色模様を、簡単かつ経済的に付与することのできる模様付ブロー成形品の製法と、それによって得られる模様付ブロー成形品を提供する。
【課題手段】内側に着色樹脂層1が形成されその外側に透明樹脂層2が形成された多層ブロー成形品を準備し、その外側からレーザ光を照射し、上記透明樹脂層2を通過させて着色樹脂層表面1に到達させ、その照射位置を、上記着色樹脂層1表面に沿って順次移動させることにより、上記着色樹脂層1表面に、レーザ光の照射軌跡からなる色模様(文字3、説明書き4)を現出させるようにした。
(もっと読む)
ブロー成形方法
【課題】 歩留まりやサイクルタイムなど生産効率が向上するブロー成形方法を提供する。
【解決手段】 1台の成形機2の左右の金型取付板11a,11bに左金型3aと右金型3bからなる第1金型3と左金型4aと右金型4bからなる第2金型4を上下方向に取り付け、これらの金型3,4にパリソン5を供給して製品を2個同時に成形する。第1金型3と第2金型4は、それらの製品面が互いに同じ向きで、互いの金型分割面のずれ幅が最小になるように金型取付板11a,11bに取り付けられる。
(もっと読む)
パリソン形成方法とこの形成方法で形成したパリソンを用いるブロー成形方法
【課題】パリソンの肉厚制御と相俟って、ブロー成形に必要な長さと肉厚輪郭形状及び所望重量のパリソン安定化方法を提供する。
【解決手段】パリソンリフター80の下降速度切換位置をプログラマー10のプロファイル画面で指定されたポイントをパルス信号としてPLC演算装置110に出力する。PLC演算装置110において、パリソンリフター速度設定部130から入力されるパリソンリフター速度設定値とポイントに基づいてポイントに対応するモーター速度を求め、モータードライバー100にモーター速度指令信号を出力する。次いで、モータードライバー100で速度指令信号に基づいてサーボモーター90を駆動制御して、前記パリソンリフター80の下降速度切換位置毎で、パリソンリフター80の下降速度を増減する。この下降速度の増減と、コア30の位置変位による肉厚制御都により、所望輪郭、長さ、肉厚寸法のパリソンPを形成する。
(もっと読む)
中空成形機
【課題】本発明は、成形終了後の自重による肉調シリンダ用ロッド、スピンドル及びコアの降下を防止し、樹脂の焼けを防止することを目的とする。
【解決手段】本発明による中空成形機は、ナット(3)に設けられ出入自在なエアシリンダ用ロッド(25)を有するエアシリンダ(23)を有し、エアシリンダ用ロッド(25)が肉調シリンダ(2)の上面(2a)に当接することにより、肉調シリンダ(2)の油圧ユニットの電源オフ後におけるコア(5)及びスピンドル(4)の自重落下を防止する構成である。
(もっと読む)
中空成形機のパリソン切断装置及び方法
【課題】本発明は、超音波振動を付加した一対の半円状刃部を用いて一瞬で平坦な切断面としてパリソンを切断することを目的とする。
【解決手段】本発明による中空成形機のパリソン切断装置及び方法は、カッター(3)が一対の切断刃(4,4)の先端のパリソン(1)の周面(1a)と接触する半円状刃部(11)と、各切断刃(4,4)に設けられた超音波ホーン(13,13)及びシリンダ(14,14)と、各切断刃(4,4)に接続された超音波振動発生器(15)と、よりなり、各切断刃(4,4)を超音波振動をかけた状態下でパリソン(1)に同時前進させて切断する構成と方法である。
(もっと読む)
積層ブロー壜体
【課題】 本発明は、外層の内側にバリア層を積層した積層ブロー壜体における、金型のピンチオフ部による喰切り性に係る問題を層構成の点から効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部と肩部と胴部とパリソンのピンチオフによるシール部が形成された底部を有し、外殻を形成する外層の内側に所定の機能を発揮するバリア層を積層して構成される積層ブロー壜体において、底部のシール部に至りこのシール部に向けてバリア層の層厚がグラデーション状に減少するバリア層の層厚に係るグラデーション領域を配設する、と云うものである。
(もっと読む)
ブロー成形機
【課題】複数列で成形品を搬送して生産性を向上し、成形品搬送路の省スペース化、時間ロスの減少、あるいは温調時の予備ブローへの対応が容易なフレキシビリティの高いブロー成形機を提供する。
【解決手段】N列の保持プレートと、N列の保持プレートに保持された複数のプリフォーム1Aを射出成形する射出成形ステーション12と、N列の温調ポットでプリフォーム1A温調する温調ステーション14と、N列のブロー型で複数のプリフォームを複数の容器にブロー成形するブロー成形ステーション16と、複数のプリフォームを保持するN列の保持プレートの列ピッチをP1とし、複数の容器を保持するN列の保持プレートの列ピッチをP2とし、型開きされたN列のブロー型に搬入される前記複数のプリフォームを保持するN列の保持プレートの列ピッチをP3としたとき、P1<P3<P2となるように列ピッチを変換する列ピッチ変換駆動部とを有するブロー成形機。
(もっと読む)
車両搭載の合成樹脂製燃料タンク
【課題】燃料タンクのタンク本体と支持ブラケットとがブロー成形により一体的に形成される場合において、車体側への燃料タンクの支持強度を向上させることが容易に達成できるようにする。
【解決手段】両金型25,26間へのパリソン30の挿入により、燃料タンク1のタンク本体3と支持ブラケット6とがブロー成形により一体的に形成される。支持ブラケット6の突出方向に沿った視線で見て、支持ブラケット6を板材の屈曲により形成される山形状、もしくは倒立山形状とする。支持ブラケット6の左右方向における中途部を構成して車体側に締結される被締結部9の板材厚さTaを、支持ブラケット6の基部近傍におけるタンク本体3の部分3aの厚さの2倍よりも大きくする一方、支持ブラケット6の左右各側部10の板材厚さTbをタンク本体3の部分3aの厚さの2倍よりも小さくする。
(もっと読む)
プラスチックボトル及び分割金型
【課題】底面の設置面積が広く、且つ金型からの抜けの良いプラスチックボトル及びその製造方法を提供する。
【解決手段】分割金型を用いて成形されるプラスチックボトルにおいて、底面のピンチオフ下部に少なくとも2以上の異なる曲率半径Rを有する。
(もっと読む)
41 - 50 / 302
[ Back to top ]