
国際特許分類[B29C49/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015)
国際特許分類[B29C49/42]の下位に属する分類
膨脹袋体の壁面によって圧力を作用させるためのもの (8)
特定の条件または空気以外のブロー流体の利用によって特徴づけられるもの (14)
金型 (288)
型開き,型閉めまたはクランプ手段 (51)
ブロー手段 (47)
ベント装置 (8)
プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177)
ブロー成形品の金型からの取外しまたは突出し (15)
金型外部のバリの除去 (6)
ネックキャリブレーション (3)
計量,制御または調整 (96)
国際特許分類[B29C49/42]に分類される特許
11 - 20 / 302
密封された延伸棒の移動によってプラスチック材料製予備成形物をプラスチック材料製容器へと成形する装置および方法
【課題】プラスチック材料製容器を形成すべくプラスチック材料製予備成形物を気体媒体の作用によって膨張させることができる少なくとも1つのブロー成型ステーションを提供すること。
【解決手段】前記気体媒体を作用させる加圧装置12と、前記ブロー成型ステーション8を少なくとも部分的に囲むクリーンルーム20と、該プラスチック材料製予備成形物の長手方向に沿って延伸する延伸ユニットであって、前記プラスチック材料製予備成形物に対して可動であって該プラスチック材料製予備成形物への挿入が可能である延伸棒5と、該延伸棒5を該延伸棒5の長手方向に沿って移動させる駆動装置とを有する延伸ユニットとを有しているプラスチック材料製予備成形物をプラスチック材料製容器へと成形するための装置である。
(もっと読む)
滑り軸受上ピボットシャフトガイド付きブロー成形機

【課題】ブロー成形ステーションは、ブロー成形用金型キャリアを閉状態で共にロックするためにロッキング機構を有した金型キャリアを提供する。
【解決手段】このロッキング機構80は、第一ロッキングエレメント82および第一ロッキングエレメント82に対して移動可能な第二ロッキングエレメント84を有している。少なくとも1つの第一軸受装置60が、ブロー成形用金型キャリアが互いに対して移動可能に実装されるように設けられ、及び少なくとも1つの第二軸受装置70が、第一ロッキングエレメント82を第二ロッキングエレメント84に対して移動可能に実装するために設けられ、そしてこれら軸受装置60、70の少なくとも1つが、潤滑剤なしの滑り軸受の形、または互いに対して移動可能な軸受部間で少なくとも一部がプラスチック材料から射出成形される軸受の形で設計されている。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
コールドパリソン方式による軟質樹脂用ブロー成形方法
【課題】 軟質樹脂中空成形体を精度良く簡単にブロー成形することができるコールドパリソン方式による軟質樹脂用ブロー成形方法を提供する。
【解決手段】 軟質樹脂からなるパリソンを、加熱槽内でブロー成形可能な温度に再加熱して軟化させた状態とし、その両端部にプラグを装着したうえでブロー成形型の内部に挿入して型締めを行った後、プラグを介してパリソンの内部に圧力空気を送り込むことで、軟質樹脂からなるパリソンを所定形状の中空成形体に成形する方法であり、パリソン1を再加熱して軟化させた状態とする際、パリソン1の内部には、少なくとも表面部分4がフッ素樹脂からなる保持棒2を挿入するとともに、パリソン1の両端部には、ブロー成形可能な温度における耐熱性を有する硬質材料からなる治具5を取り付けておき、パリソン1を再加熱して軟化させた状態とした後は、パリソン1の両端部に治具5を取り付けたままの状態でプラグを装着する。
(もっと読む)
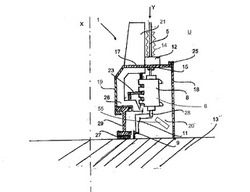
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用
【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
樹脂製ボトルの製造方法
【課題】樹脂製ボトルの成形を繰り返すことなくブロー成形の条件を最適化することによって、樹脂製ボトルの製造効率を向上させる。
【解決手段】プリフォーム1の胴部12に設定された複数の検査部位12a〜12cのそれぞれの肉厚を計測し、計測された肉厚のそれぞれを予め設定された設定値と比較することによって、計測された肉厚と、設定値との差異を検査部位毎に検査する。そして、検査部位毎の検査結果に応じて、ブロー成形用ヒータの温度を調整する。これによれば、樹脂製ボトルの成形を繰り返すことなくブロー成形の条件を最適化することができる。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
ブロー成形用のコア部材及びこれを用いた組立体
【課題】 延伸ブロー成形時におけるプリフォームの加熱時間の短縮と胴部部分の結晶化による白化防止とを簡単な構成で達成できるブロー成形用のコア部材及びこれを用いた組立体を創出することを課題とする。
【解決手段】 有底円筒形状に射出成形されたプリフォーム(P)を加熱して延伸ブロー成形する際にプリフォーム(P)で覆われたその内側に設置されるブロー成形用のコア部材であって、プリフォーム(P)の口筒部(P1)の内側に対向配置される円筒状の基部(3)と、基部(3)からプリフォーム(P)の底部(P3)方向に延びる細長円筒状の加熱筒体(4)とを有する構成とする。
(もっと読む)
プリフォームの切断装置
【課題】重量を損なうことなくプリフォームを検査部位毎に分割することができるプリフォームの切断装置を提供する。
【解決手段】切断装置2は、主軸台22と、カッター25とを有する。主軸台22は、プリフォーム1の中心軸が回転軸と一致するように、プリフォーム1を把持するとともに、プリフォーム1を回転軸周りに回転させる。カッター25は、プリフォーム1の肉厚よりも長い刃渡りと、先鋭な刃先とを有し、刃先の向きは、主軸台22の回転軸と直交する。また、カッター25は、主軸台22の回転軸と直交する方向に沿って移動する。
(もっと読む)
中空成形機用パリソン肉厚調整方法及び装置
【課題】本発明は、クロスヘッド内部温度をパリソン設定波形の補正に用い、安定した中空成形品を得ることを目的とする。
【解決手段】本発明による中空成形機用パリソン肉厚調整方法及び装置は、パリソン(8)の肉厚(9)を調整するためのパリソンコントローラ(10)は、クロスヘッド(2)に設けられた温度検出センサ(42)から検出されたクロスヘッド(2)内のクロスヘッド内部温度(40a)を成形条件であるパリソン設定波形(32a)の補正に用いる方法と構成である。
(もっと読む)
11 - 20 / 302
[ Back to top ]