
国際特許分類[B29C49/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015)
国際特許分類[B29C49/42]の下位に属する分類
膨脹袋体の壁面によって圧力を作用させるためのもの (8)
特定の条件または空気以外のブロー流体の利用によって特徴づけられるもの (14)
金型 (288)
型開き,型閉めまたはクランプ手段 (51)
ブロー手段 (47)
ベント装置 (8)
プリフォーム,パリソンまたはブロー成形品の加熱または冷却 (177)
ブロー成形品の金型からの取外しまたは突出し (15)
金型外部のバリの除去 (6)
ネックキャリブレーション (3)
計量,制御または調整 (96)
国際特許分類[B29C49/42]に分類される特許
51 - 60 / 302
小容量ボトルの製造方法及び小容量ボトル
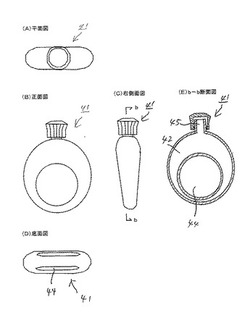
【課題】指輪として携帯することができる小容量ボトルを提供する
【解決手段】金型31は、内容物を収容するためのリング状の収容部形成部32の内側周辺をパリソンを押し潰すコンプレッションゾーン形成部33とし、リング状の収容部32は、口形成部35と直接連通している。また、コンプレッションゾーン形成部23の外周には食い切り刃が形成され、コンプレッションゾーン形成部33によって押し潰された部分がそのまま切り取られた状態の成形品を製造することができる。この金型31では、コンプレッションゾーン形成部33の全体が食い切り部34となっている。この金型31を用いてダイレクトブロー成形を実施することにより、口部45と直接連通するリング状の収容部42の内側が貫通孔44となり、指輪の様な形状の小容量ボトル41が製造される。
(もっと読む)
燃料タンクの製造方法

【課題】かさばった付属品を容易に且つ急速に中空ボディの中へ挿入してその中に位置決めすることができ、得られた中空ボディの壁に望ましくない凹凸を生じさせる危険のない方法を提供する。
【解決手段】閉断面を有した多層構造の押し出しパリソンから燃料タンクを製造する方法であって、前記パリソンを、その全長にわたり2本の平行線に沿って2度切断することで2つの別個のシートにし、それらシートを、前記シートを長手方向及び/又は横方向に引き延ばすための装置を備えたガイド装置によりガイドし、その後前記パリソンを、吹込作業及び溶接作業を有する成型作業により成型し、前記溶接作業が、前記パリソンの周囲を挟み、かつ挟まれた該パリソンの表面を熱融着により共に溶接する作業を有してなる。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。  (もっと読む)
(もっと読む)
空間表面の殺菌方法及び殺菌システム
【課題】人体に安全で芽胞菌殺菌にも有効で、しかも殺菌空間の高度なシールドを必要とせず、安価な設備で効率的に空間表面の殺菌ができる空間表面の殺菌方法及び装置を提供する。
【解決手段】1〜10重量%濃度の過酸化水素水、0.1〜1重量%濃度の過酢酸水溶液、又は0.01〜0.1重量%濃度の次亜塩酸水溶液の何れかである低濃度に調整した殺菌剤を微粒化して殺菌空間に噴霧し付着させた後、殺菌空間の湿度を調整して風乾により前記殺菌剤を乾燥させることにより、高度の殺菌が短時間に低コストでできる。
(もっと読む)
二重筒
【課題】流入口の形状、外部中空成形体と内部筒とのスペース及び流量を確保しつつ、狭い場所に設置することが可能な二重筒を提供する。
【解決手段】断面形状が扁平形状である中空成形体と、中空成形体の内部に設けられる内部筒と、を有する二重筒であって、内部筒は、中空形成体の開口部から中空形成体の外部に突出した外部筒部と、開口部から中空形成体の内部に突出した内部筒部と、を有し、外部筒部の断面形状と内部筒部の断面形状が異なり、内部筒部の断面形状は、中空成形体と同様に扁平であり、内部筒部の内側の面積は、外部筒部の内側の面積以上の大きさである。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
成形歪が抑制されたポリエステル樹脂製容器及びその製造方法
【課題】延伸倍率が高い場合にも賦形性に優れ、過剰延伸による白化が起きることなく、優れた耐熱性を有するポリエステル樹脂製容器を提供することである。
【解決手段】少なくとも、口部、胴部及び底部を有するポリエステル樹脂製容器であって、前記胴部の最大幅を有する位置において、結晶化度が28乃至42%の範囲にあり且つTMA測定による熱収縮が50μm未満であることを特徴とする。
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
ブロー成形用バルブブロックのブロー成形用バルブ
本発明では、ブロー成形用バルブ(400)が提供される。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)と、プロセスガスチャンバ(450)と、ピストン穴(413)とを備えるブロー成形用バルブブロック(401)の内部に配置されるように構成されている。ブロー成形用バルブ(400)は、制御圧力チャンバ(408)及びピストン穴(413)の一部分において可動である制御ピストン(402)を備え、制御ピストン(402)が、制御圧力の供給に流体連通している。ダイアフラム(405)が設けられ、プロセスガスチャンバ(450)と制御ピストン(402)との間に流体を漏らさない障壁をもたらすように、プロセスガスチャンバ(450)と制御ピストン(402)との間に配置される。  (もっと読む)
(もっと読む)
51 - 60 / 302
[ Back to top ]