
国際特許分類[B29K23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアルケンを成形材料として使用 (1,270)
国際特許分類[B29K23/00]に分類される特許
1,011 - 1,020 / 1,270
マルチモーダル及びバイモーダルポリオレフィンを溶融し均質化する方法
マルチモーダル及びバイモーダルポリオレフィンを溶融し均質化する方法において、多軸第一押出機(1)と搬送方向(17)においてその下流側に配置される第二押出機(2)が使用される。第二押出機(2)は、多軸設計であっても良い。第一押出機(1)のスクリューシャフト(14,15)の外径は、第二押出機の第二スクリューシャフト(29,30)の外径よりも小さい。第一押出機(1)は第二押出機(2)よりも高い回転速度で駆動される。第一押出機(1)におけるせん断速度は第二押出機(2)におけるそれよりも高い。 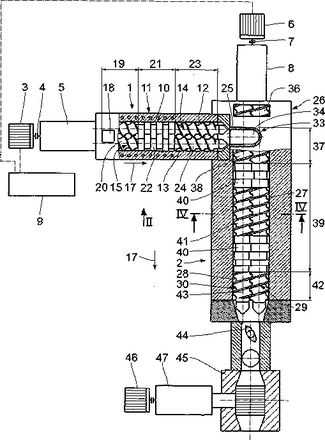 (もっと読む)
(もっと読む)
スピーカー装置用構成部品及びその製造方法
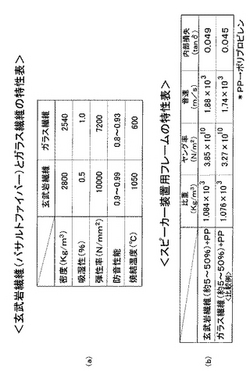
【課題】 安価で且つ高剛性及び制振性(減衰性)が高い等の物理的特性に優れ、焼却時の処分が容易なスピーカー装置用構成部品等を提供する。
【解決手段】 スピーカー装置用構成部品は、オレフィン系樹脂などの熱可塑性樹脂をベース素材に、無機系繊維としての玄武岩繊維(バサルトファイバー)を補強用フィラーとして添加した材料を、射出成形することにより作製されている。スピーカー装置用構成部品としては、例えばフレームやキャビネット(筐体)が挙げられる。これにより、安価で且つ高剛性及び減衰性(制振性)が高い等の物理的特性に優れたスピーカー装置様構成部品を得ることができる。また、一般に、玄武岩繊維の焼結温度は約1050℃であり、焼却炉の焼却温度(約800℃)より高い。このため、玄武岩繊維を含む樹脂材料を焼却炉で焼却しても、その混合材料が溶融してあめ状になることはなく、その混合材料が焼却炉内にへばりつくようなことはない。これにより、焼却処分が容易なスピーカー装置用構成部品を得ることができる。
(もっと読む)
多層記録支持体
本発明は、上側及び裏側を有する基体を含む支持体であって、少なくとも上側が少なくとも2つの樹脂層を備え、基体から最も離れている最外樹脂層が少なくとも50重量%の、0.90g/cm3未満の密度を有する1種類のポリエチレンホモポリマー又はポリエチレンコポリマーを含み、かつ該最外樹脂層が少なくとも0.2g/m2かつ2g/m2未満のコーティング重量を有する支持体に関する。 (もっと読む)
表面保護フィルム
【課題】 プラスチック光学材料等の被保護物を加工時に行う加熱工程、及び、輸送時等に高温環境下に置かれた場合であっても、浮きが発生することのない表面保護フィルムを提供する。
【解決手段】 密度が0.925〜0.945g/cm3の直鎖状低密度ポリエチレン樹脂からなる中間層と、低密度ポリエチレン樹脂からなる最外層とが積層された基材層と、前記基材層の前記中間層側の面に形成された酢酸ビニル含有量が7〜19重量%であるエチレン−酢酸ビニル共重合体からなる粘着剤層とから構成され、70℃で5時間加熱した後、23℃で取り出して30分間放置する加熱処理後の成形流れ方向収縮率が0.5〜1.2%である表面保護フィルム。
(もっと読む)
真空・圧空成形体
【課題】 耐薬品性、耐熱性に優れた厚肉、大型の成形品を得る。
【解決手段】 (A)〜(D)の要件を満たすポリエチレン系樹脂を用いて成形する。(A)密度が890kg/m3以上980kg/m3以下、(B)炭素数6以上の長鎖分岐数が1,000個の炭素原子当たり0.01個以上3個以下、(C)190℃で測定した溶融張力(MS190)(mN)と2.16kg荷重のMFR(g/10分、190℃)が、下記式(1) MS190>22×MFR−0.88 (1)を満たすと共に、160℃で測定した溶融張力(MS160)(mN)と2.16kg荷重のMFR(g/10分、190℃)が、下記式(2)を満たし、 MS160>110−110×log(MFR) (2)(D)示差走査型熱量計による昇温測定において得られる吸熱曲線のピークが一つである
(もっと読む)
プレス成形用耐熱クッション材およびその製造方法

【課題】 成形プレス用耐熱クッション材の提供。
【解決手段】 ポリエチレンテレフタレート/架橋剤の残渣がない架橋ポリエチレン/ポリエチレンテレフタレートの構成のプレス成形用クッション材であって、クッション材の使用時に樹脂ダレが生じないものであること、両外層のポリエチレンテレフタレートがHr(J/g)=Hm−Hcで定義される実質結晶融解熱量Hr(J/g)が15(J/g)以上であることにより示される、結晶化度を高めた耐熱性のものであることを特徴とするプレス成形用耐熱クッション材。上記の成形プレス用耐熱クッション材の製造方法であって、まずポリエチレンテレフタレート/ポリエチレン/ポリエチレンテレフタレートの構成の積層シートを製造し、該積層シートに電子線を照射して中間層であるポリエチレン層を架橋することを特徴とする製造方法。
(もっと読む)
プラスチック混合材およびその製造方法ならびにプラスチック材
【課題】所定の強度を得て、かつ、軽量化を図ることができ、さらに多用な利用価値を有するプラスチック混合材を提供すること。
【解決手段】異種のプラスチックを混合して溶融成形したプラスチック混合材1であって、外面に表出する表層部11を密に形成してあって、内方の芯部12を発泡させて粗に形成してなるプラスチック混合材。異種のプラスチックを混合し溶融して成形するプラスチック混合材の製造方法であって、混合したポリプロピレンおよびポリエチレンをほぼ60%、ポリスチレンをほぼ25%、ポリエチレンテレフタレートをほぼ15%の割合で配合する工程と、配合したプラスチックを150〜250℃で溶融する工程と、溶融した筒状の成形管に充填する工程とを含むプラスチック混合材の製造方法。
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】 ポリプロピレン系樹脂組成物の特徴を損なうことなく、樹脂組成物中の揮発性有機化合物を低減し、かつ高発泡倍率であるがために軽量性、剛性に優れる発泡成形体を提供する。
【解決手段】 メルトフローレートが0.1g/10分以上50g/10分未満、メルトテンションが2cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂からなるポリプロピレン系樹脂射出発泡成形体であって、該ポリプロピレン系樹脂射出発泡成形体から発生する揮発性有機化合物のうち、トルエン・キシレン・エチルベンゼンの総放散濃度が700μg/m3以下であることを特徴とするポリプロピレン系樹脂射出発泡成形体。
(もっと読む)
アロイにされた熱可塑性ポリマーからの配向フィルムの製造方法、そのような製造のための装置、および得られる生成物
部分的に非相溶性の2つのポリマーのブレンドを押し出してフィルムを形成し、ブレンド中のアロイは主として1つの方向に伸びるフィブリルを有し、それぞれのフィブリルは平均で5ミクロン以下の幅と厚さを有し、フィブリルはより高い融点を有するポリマー成分で構成され、フィブリルはより低い弾性率を有する第2のポリマーのマトリックスで取り囲まれる。押出ダイの出口オリフィスの上流のグリッドチャンバー中にグリッドを提供し、融点の高いポリマーが部分的に結晶化している温度での熱延伸と両方のポリマーが実質的に固体である状態での冷延伸というシーケンシャルな延伸をすることにより、特別なモルホロジーが達成される。第2の冷延伸は20℃で少なくとも25%の破壊伸びを与えるような条件下で行われる。フィルムは高い耐衝撃性を有する直交積層を形成するための特定の値を有する。好ましくはフィブリルを形成するポリマーはポリプロピレンであり、マトリックスを形成するポリマーはエチレンポリマー、好ましくはLLDPEである。  (もっと読む)
(もっと読む)
ヒートシール性ポリプロピレン系フィルムおよびその製造方法
【課題】 フィルムの臭気が少なく、各種包装用の包装袋や包装容器に加工する折の加工の操業性が良好で、かつ得られる製品のシール特性の変動が小さく、外観が良好である食品や医療材料などの臭気が嫌われる包装材、容器等の分野において好適に使用できるヒートシール性ポリプロピレン系フィルムおよびその製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂よりなるヒートシール性フィルムであり、フィルムの幅方向の厚み斑が10%以内であり、フィルム中の揮発成分量が2000ppm以下であるヒートシール性ポリプロピレン系フィルム。また、樹脂中の揮発成分量が3000ppm以下であるポリプロピレン系樹脂をTスロット型ダイを用い、ダイス出口の樹脂温度が150〜200℃で製膜するヒートシール性ポリプロピレン系フィルムの製造方法。
(もっと読む)
1,011 - 1,020 / 1,270
[ Back to top ]