
国際特許分類[B65B57/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658)
国際特許分類[B65B57/00]の下位に属する分類
結束または被包材料,容器または包装体の欠如,存在,異常な繰出または置き違えに応答するもの (279)
包装される物品または材料の欠如,存在,異常な繰出しまたは置き違えに応答するもの (140)
聞きとれるまたは見ることができる警報信号の作動を引き起こすもの (2)
物品の繰出しを制御する計数装置の適用 (1)
国際特許分類[B65B57/00]に分類される特許
91 - 100 / 236
縦型製袋包装システム及びそのタイミング制御方法
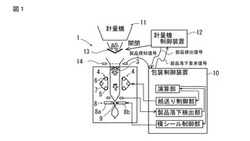
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
検査装置および熱収縮性筒状ラベル

【課題】 熱収縮性筒状ラベルを上下に重ねて接着した接着部分の良否を判定する検査装置を提供する。
【解決手段】 熱収縮性筒状ラベル(10)を、フィルムの走行方向を軸として幅方向が円周方向になるようにして、封筒貼り形状で筒状にしフィルム端を重複させ、ノズル(15)から塗出する溶剤によりフィルム端部を溶かし、ニップロール(14)で加圧接着させた接着部の良否を判定するために、フォトセンサ(11)によりラベル間隔を検出した瞬間、前記接着部の斜め方向から照明(12)を発光し、その反射方向からカメラ(13)により撮像し、撮像されたフィルムの一枚部(A)、フィルムの接着部(B)、未接着の状態でフィルム同士が重なっている未接着部(C)、および外耳部(D)に設定した濃淡検査領域(1)〜(4)の明るさを求め、それらの値に基づき、前記接着部(B)の良否を判定する。
(もっと読む)
包装機における包装品の品質記録装置
【課題】特定包装品の包装条件を品質記録として品質記録書類に自動で印刷出力し得る装置を得る。
【解決手段】包装品の品質記録装置は、被包装物のサイズや品種名や製品番号などの包装品種を特定し得る物品データと、被包装物の各包装処理工程における包装条件に関して、所定の制御対象を制御するための設定値を入力するデータ入力手段と、各被包装物が各包装処理工程に至った時点の前記制御対象についての実測値を検出手段により得てその実測値を当該被包装物の包装時における現在値として前記設定値と関連付けた−包装品毎の包装品質データとして記憶する記憶手段と、その記憶手段で記憶された包装品質データを一包装品毎の品質記録としてプリントするプリント信号を出力する制御手段と、そのプリント信号を受けて品質記録書類をプリントアウトするプリンタとを備えている。
(もっと読む)
物品処理装置
【解決手段】 モータMによって駆動される主機としてのブロー成形ライン2を構成するブロー成形機13のスターホイールHには、該スターホイールHの回転によりパルスを発生するエンコーダEが設けられており、第1〜第5サーボモータSM1〜SM5によって駆動される従機としての充填ライン3は、第2制御手段5によって上記エンコーダEのパルスに基づき制御される。
ブロー成形ライン2に異常が発生すると、第2制御手段5はエンコーダEからのパルスに代えて、仮想パルス発生部5aからの仮想パルスに基づいて充填ライン3を制御し、これにより充填ライン3の保持する容器の処理を行う。
【効果】 主機に異常が発生しても、従機を継続して作動させることが可能である。
(もっと読む)
シュリンク包装検査装置
【課題】包装物を包装したシュリンクの状態の検査を可能とするシュリンク包装検査装置を提供する。
【解決手段】シュリンク包装検査装置1は包装物3を照らす第一から第四照明71〜74とカメラ75とからなる光学系76を備える。第一照明71を包装物3天面21の第一折り目31に対して略平行に配置し、第二照明72を第二折り目32に対して略平行に配置する。第三照明73を第三折り目33に対して略平行に配置し、第四照明74を第四折り目34に対して略平行に配置する。各照明71〜74を水平方向に並設された複数の紫外線発光ダイオードで構成し、各照明71〜74からの紫外線81を、対応する折り目31〜34に対して直交方向から照射する。カメラ75をベルト51の真上に設け、各折り目31〜34が形成された包装物3天面21に対して略垂直方向に配置する。
(もっと読む)
包装充填装置
【課題】破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供する。
【解決手段】帯状包装材料1の一方の縁部1aにストリップ2をヒートシールし、筒状に成形された帯状包装積層材料の縦シール部の端面をストリップで保護し、内容物を充填して横シールして容器に包装充填する装置であって、ヒートシールされたストリップに、近紫外線を照射する照射手段30と、反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置31と、画像データを受信し、ヒートシールの良否を判定して制御信号を送信する制御手段32とを有するを特徴とする。
(もっと読む)
物品処理装置
【解決手段】 充填装置1はそれぞれスターホイール等の回転体を備えた設備によって構成され、これらは第1〜第5サーボモータM1〜M5によって駆動されるとともに、充填装置の正常運転時には上記第1〜第5サーボモータは例えば第1サーボモータM1からのフィードバックパルスにより制御されている。
例えば第3サーボモータM3によって駆動されるフィラ9に異常が発生すると、制御手段14はフィラ9のスターホイールに設けた第3エンコーダE3が発生するパルスに基づいて、異常の発生していない第1、第2、第4、第5サーボモータを制御する。
【効果】 所要の設備で異常が発生しても、各設備をその異常の発生した設備に同期させて制御することができる。
(もっと読む)
製袋包装機
【課題】段取り替えの際のフィルムのロスを少なくし、フィルムコストを低下させることができる製袋包装機を提供する。
【解決手段】製袋包装機は、フィルムの搬送路の所定位置に設けられ、該所定位置においてフィルムを切断し、その切断したフィルム端部に別のフィルムの先端部を継ぎ合わせることができるスプライサ部を備えており、袋長に基づいて、前記所定位置から下流側の搬送路中に残留する残留フィルムを用いた場合の製袋可能数を算出する。そして製袋機構によって生成された袋の生産数を管理し、残り生産数が製袋可能数に達した場合に、搬送機構および製袋機構を一時停止させると共に、スプライサ部においてフィルムを切り替えるための継ぎ合わせ処理を行わせ、その継ぎ合わせ処理が終了した後に搬送機構および製袋機構の動作を再開させて残留フィルムにより製袋可能数分の袋を生成させる構成である。
(もっと読む)
包装充填装置及び包装充填方法
【課題】縦シールの制御パラメータである予熱手段による縦シール部分の表面温度を、間接的に連続的正確にモニタリングすることにより、検査員のサンプリングの手間を省き、運転中に即座にシール最適条件に設定変更できる包装充填装置及び方法を提供する。
【解決手段】帯状包装積層材料1の縁部1aを、予熱手段8によって予熱し、裏面温度計30を予熱表面の外側裏面1cを臨ませ、裏面の温度を測定し、校正時に、非接触赤外線放射型温度計31を予熱表面1aに臨ませ、予熱表面温度を測定し、制御手段32が予熱表面の温度を予測判定して制御信号を送信する。
(もっと読む)
計量及び包装システム
【課題】組合せ秤と包装機とをいずれか片方から遠隔操作するためのソフトウエアの設計に係る労力と時間との低減を実現する計量及び包装システムを提供する。
【解決手段】計量及び包装システム100は、組合せ秤本体19、計量制御部16及びウェブサーバ51を具備する組合せ秤99と、包装機本体87、ウェブブラウザ53を用いたウェブクライアント52としての機能を併せ持つ包装制御部81、及び包装操作表示器88を具備する包装機80と、ウェブサーバ51とウェブクライアント52(包装制御部81)とを接続する通信ネットワーク63とを備えている。ウェブクライアント52は、ウェブブラウザ53を用いてサーバ51から、組合せ秤99に係る情報を表示するウェブページを表示するためウェブページファイルを受信して、前記ウェブページをウェブクライアント52の表示入力部として機能する包装操作表示器88に表示する。
(もっと読む)
91 - 100 / 236
[ Back to top ]