
国際特許分類[B65D1/22]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料の保管または輸送用の容器,例.袋,樽,瓶,箱,缶,カートン,クレート,ドラム缶,つぼ,タンク,ホッパー,運送コンテナ;付属品,閉蓋具,またはその取付け;包装要素;包装体 (75,914) | 一体に形成された本体をもつ剛性または準剛性容器,例.金属材料の鋳造,合成樹脂の成形,ガラス状材料のブロー,陶磁器のろくろ製造,パルプ状の繊維材の成形またはシート材における深絞りによるもの (4,889) | 内容物を囲いこむ深さの側壁をもつ箱またはその類似容器 (785)
国際特許分類[B65D1/22]の下位に属する分類
成形された区画または仕切りをもつもの (41)
薄壁容器,例.深絞りによるもの (647)
国際特許分類[B65D1/22]に分類される特許
81 - 90 / 97
ポリプロピレン系樹脂発泡容器
【課題】電子レンジによる加熱や各種食用油の添加といった使用においても容器の変形や破壊を生じず、容器強度に優れて安全で、容器を積み重ねた際の高さが低く物流コストや保管コストの低減が可能な容器を提供する。
【解決手段】 底部と側壁部および開口部にフランジ部を有し、ポリプロピレン系樹脂発泡シートを熱成形して得られる容器で、底部の厚みt1(mm)と側壁部の厚みt2(mm)が0.9≦t1≦2.5および0.7t1≦t2≦t1を満足し、且つ側壁部の立ち上がり角度α(°)が85以下で、100枚積み重ねた高さが500mm以下であるポリプロピレン系樹脂発泡容器。
(もっと読む)
運搬用容器

【課題】容器高さに対して深くネスティングできて、従来よりも嵩低く多数を重ねることができるとともに、ネスティングされた容器の分離作業が容易な運搬用容器を提供する。
【解決手段】上方に開口し、四周の側壁12,12及び13,13が上端側ほど外側に拡がるように傾斜し、側壁上端にフランジ14を有し、一方の相対向する両側壁に、上下方向に延びるスタッキング用の脚部15a,15bを形成し、脚部15a,15bの内空部をネスティング用の脚収納部17a,17bとし、脚部15a,15bを同形の他の容器Aのフランジ14上に載接するか又は脚収納部に挿入することにより、スタッキング及びネスティング可能に設けた容器Aで,少なくとも一の側壁における内外面の一方の所要領を、ネスティング時の内外の容器A,Aの側壁同士の接触に対して密着を生じない凹凸による粗面25とする。
(もっと読む)
ボード・トレイの製造方法、そのトレイ用のブランク、及びその方法によって得られたトレイ
本発明はボード・トレイ7を製造する方法、その方法に適したトレイ・ブランク、及びその方法で得られたトレイに関する。本方法は、プラスチック・コーティングされたボードのブランクを、底部3、側壁4及びリム・フランジ5を含むトレイ7に成形することを含み、ブランクはトレイの側壁及びリム・フランジを横断する方向に収縮される。本発明によれば、成形工程の間に被収縮部分でプラスチック・コーティングが二重に折り重なり、それ自体にシールされるようになることによって収縮部8を安定化するように、ブランクはプラスチック・コーティングの反対側の面を薄くされる。ブランクを薄くすることは、切欠き部が位置付けられる場所から繊維材の大部分を又は完全に除去するようにレーザ・ビームを用いてボード層を切削することにより、最も好都合に達成される。成形工程の結果、トレイのリム・フランジ5は、熱シールされた蓋でトレイを密閉することが可能な平滑なプラスチック表面を形成する。  (もっと読む)
(もっと読む)
ガスバリア性を有する生分解性樹脂容器
【課題】 生分解性樹脂からなり、特に耐熱性に優れ、ガスバリア性を併せ持った容器を提供する。
【解決手段】 生分解性樹脂を成形してなる樹脂容器であって、成形後の樹脂をX線回折法により測定した結晶化度が15%以上であり、同樹脂をDSC法により測定した第一昇温時のΔH(融解吸熱熱量−結晶化発熱量)が15J/g以上であり、かつ容器の目付けあたり(100g/m2)の水蒸気バリア性能が300g/日/m2以下であることを特徴とする生分解性樹脂容器。生分解性樹脂がポリ乳酸系樹脂を主成分とすることを特徴とする上記生分解性樹脂容器。
(もっと読む)
搬送ボックス
【課題】 安定して荷物を搬送可能であると共に、荷物の組み合わせの変更に容易に対応することが可能な搬送ボックスを提供する。
【解決手段】 本発明の構成によれば、インナーボックス20Aをアウターボックス40における水平第1方向H1の任意の位置に配置して押し込むと、インナー側係合突片25が複数のアウター側係合溝46の何れかに挿入されて、インナーボックス20Aが水平第1方向H1の任意の位置に位置決めされる。このように、本発明によれば、インナーボックス20Aをアウターボックス40に押し込むだけで所望の位置に位置決めすることができ、荷物の組み合わせの変更に容易に対応することが可能になる。しかも、インナーボックス20A自体がボックス構造になっているので、従来の仕切板を備えたものより強度がアップし、荷物を安定して搬送することができる。
(もっと読む)
深絞り成形用フィルム、深絞り包装体用底材及び深絞り包装体
【課題】 良好な電子レンジ開封性、100℃未満の耐ボイル性及びイージーピール性を有する深絞り成形用フィルムの提供。
【解決手段】 ポリアミド樹脂層と、25℃で1.96〜7.84N/15mm、95℃で0.8〜4.90N/15mmのイージーピール強度であり、かつ凝集破壊性を有するイージーピール層とを少なくとも有する。
(もっと読む)
光触媒粒子含有薄層体の製造方法
【課題】 生産性が良好であり、かつ抗菌性のバラツキが少ない光触媒粒子含有薄層体の製造方法を提供すること。
【解決手段】 ロール状に巻かれた薄層体1は、図示左側から右側に送られることにより、噴霧室3の内部で噴霧器4による噴霧工程、ヒータ6の熱処理による乾燥工程、および成型機7・プレス機8による加工工程が順次に実施される。こうして、表面に光触媒粒子2Bが固着された薄層体1からなる食品用カップ2が製造される。
(もっと読む)
靴を包装するための透明ポリプロピレン容器
【課題】衣類、スポーツ用品または玩具の分野の物品を包装するのに適し、良好な機械的特性をもち、包装品を容易に束ねることができ、かつ経済的に製造でき、ひずみの少ない容器を見いだす。
【解決手段】本発明は、衣類、スポーツ用品、玩具または家庭用作業具の分野の物品を包装または貯蔵するための、透明ポリプロピレンを含む容器の使用であって、容器が少なくとも0.8mmの壁厚をもち、透明ポリプロピレンが、1mmのポリプロピレン厚さを基準として射出成形試験片について測定した≦40%の曇り価を有し、かつ≧700MPaの引張弾性率および0℃で≧3kJ/m2のシャルピーノッチ付き衝撃強さを有するプロピレンホモポリマーまたはプロピレンコポリマーである使用に関する。さらに本発明は、包装の目的に適した透明ポリプロピレンを含む容器、および衣類、スポーツ用品、玩具または家庭用作業具の分野の物品を包装または貯蔵するのに適した、透明ポリマー製の容器を含むシステムに関する。 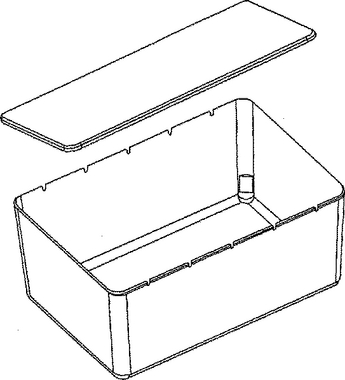 (もっと読む)
(もっと読む)
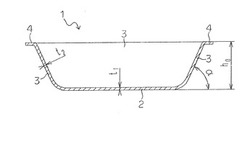
フランジ付軟質フィルム容器
【課題】矩形状又は円形状の筒面部と底面部とを備え、該筒面部の上端面から外側に水平方向に張り出したフランジ面板を備えた薄い軟質フィルム材料により絞り成形されたフランジ付軟質フィルム容器を重ね合わせてスタッキングしてもフランジ面板が変形して反り返ることなく、正常な形状に保持した状態でフランジ面板の融着位置を安定させる。
【解決手段】矩形状又は円形状の筒面部1と底面部2とを備え、該筒面部1の上端面1aから外側に水平方向に張り出したフランジ面板3を備えた軟質フィルム材料により絞り成形されたフランジ付軟質フィルム容器において、前記筒面部1の底面部2からの立ち上がり角度θが垂直面Vに対して20°以下に設定され、該筒面部1の上端面1aの高さに対して水平方向に張り出した前記フランジ面板3の張り出し先端部3aの高さを僅かに低くして、筒面部1の上端面1aと張り出し先端部3aとの間に高低差Δhを設けた。
(もっと読む)
紙容器用ブランクおよび紙容器
【課題】 紙製のブランクに熱プレスによる絞り加工を施すことによって得られる、開口部周縁から外向き略水平にフランジ部が張り出した紙容器について、蓋材を融着することで十分なシール性が得られるよう、フランジ部の平坦性を高めると共に、深絞り加工を行いやすくする。
【解決手段】 紙容器の側壁部およびフランジ部に対応する領域に、当該領域を周方向に区分する溝状の罫線2を求心的に形成し、罫線2によって周方向に区分された領域が、周方向に区分する罫線2の本数が最も少ない最内部の罫線形成領域4から最も多い最外部の罫線形成領域6へと、3段階以上の区分罫線2の数の罫線形成領域4,5,6に分かれ、各罫線形成領域4,5,6が同心円上に位置した紙容器用ブランク1とする。
(もっと読む)
81 - 90 / 97
[ Back to top ]