
国際特許分類[C23C22/73]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 表面と反応性液体との反応による金属質材料の化学的表面処理であって,表面材料の反応生成物を被覆層中に残すもの,例.化成被覆 (2,039) | 方法に特徴のあるもの (67)
国際特許分類[C23C22/73]の下位に属する分類
焼付け化成被覆層を得るためのもの (8)
スプレーにより液体を適用するもの (10)
被覆工程の制御または調整 (9)
国際特許分類[C23C22/73]に分類される特許
1 - 10 / 40
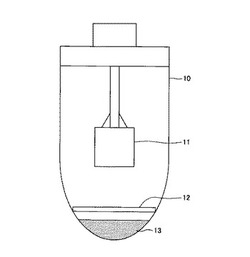
マグネシウム合金材、およびマグネシウム合金の表面処理方法
【課題】耐食性、密着性に優れたマグネシウム合金材及びマグネシウム合金の表面処理方法を提供する。
【解決手段】マグネシウム合金11に液体による表面処理を施し、次いで、温度が145℃以上160℃以下、容器内圧力が0.35MPa以上0.5MPa以下の容器10内で、孔径が10nm以上100nm以下のメンブレンフィルターを通過した、液滴状および/または気体状の水13と接触させることによって得られるマグネシウム合金材。また、マグネシウム合金に液体による表面処理を行う工程と、前記表面処理を行ったマグネシウム合金を、温度が145℃以上160℃以下、容器内圧力が0.35MPa以上0.5MPa以下の容器内で、孔径が10nm以上100nm以下のメンブレンフィルターを通過した、液滴状および/または気体状の水と接触させる工程を含むマグネシウム合金の表面処理方法。
(もっと読む)
防振ゴム金具の製造方法及びこれに用いる湯洗装置

【課題】湯洗工程において発生するCO2を大幅に削減することができ、また使用エネルギーも削減し得てエネルギーコストを低減することのできる防振ゴム金具の製造方法を提供する。
【解決手段】前処理工程,化成被膜処理工程,水洗工程,湯洗工程,乾燥工程を順次実施して防振ゴム金具を製造するに際し、湯洗工程において、ヒートポンプ出湯部38からの出湯をバッファタンク54に流入させながら、バッファタンク54内の湯を連続的に流出させて、湯洗槽34の内部の湯をオーバーフローにより排出させつつ湯洗槽34に設定流量で連続的に給湯させるようにする。ヒートポンプ出湯部38は、連続出湯能力をオーバーフロー分以上となし、バッファタンク54への連続的な出湯の流入量とバッファタンク54からの湯の連続的な流出量との差をバッファタンク54で吸収しつつ、湯洗槽34内で防振ゴム金具の湯洗を行うようにする。
(もっと読む)
熱交換器の防錆処理方法
【課題】NB熱交換器において、これを構成するアルミニウムフィン等の表面にフラックス残渣が存在しても、NB熱交換器の防錆性を高めることのできる方法を提供する。
【解決手段】ノコロックろう付け法によりフラックスろう付けした熱交換器を、リチウムを含有するpH7以上のリチウム処理液で表面処理した後、セリウムを含有するpH1.5〜3のセリウム化成処理液でセリウム化成処理し、その後、ジルコニウムを含有するpH3〜5のジルコニウム化成処理液でジルコニウム化成処理する熱交換器の防錆処理方法である。
(もっと読む)
処理液の回収装置
【課題】処理槽からワークを引き上げる際にワークに付着した処理液を回収して水洗槽に持ち込まれる処理液を減らし、それによって水洗水を削減することができる、処理液の回収装置を提供する。
【解決手段】処理槽1の液面上方のワークWを挟む位置にワークに向けて洗浄水を噴出するシャワーノズル3、3を設け、該シャワーノズル3、3の上方にワークに向けてエアを噴出するエア噴出口5、5を設け、処理槽1上方にワークW及びワークWを吊り下げるハンガー6の周囲を囲む囲い7を設け、囲い7は上下方向に伸縮自在なものとし、ハンガー6の上昇中囲い7の上端を上昇させて囲いを伸ばし、ハンガー6の上昇完了時囲い7の上端を下降させて囲い7を縮めるエアシリンダ9、9を設けた。
(もっと読む)
低撹拌速度による金属構成体の表面処理方法
【課題】鉄製構成体の袋部又は隙間構造に対して、低い撹拌速度で処理することができる金属表面処理方法を提供する。
【解決手段】平均粒径1μm以下の少なくとも1種以上の2価もしくは3価のリン酸塩粒子を含む表面調整処理液で金属材を処理する表面工程と、亜鉛イオン濃度が1500〜5000ppm、リン酸イオン濃度が5000〜30000ppm、ニッケルイオン濃度が1000〜4000ppm、マンガンイオン濃度が1000〜5000ppm、促進剤濃度が5.0ポイント以上のリン酸塩化成処理液により流動速度が7cm/sec以下の撹拌速度で処理することを特徴とする、金属表面の処理方法。
(もっと読む)
金属ストリップの表面を処理するための連続的方法
厚さが3μm以下の仕上被覆物を施す、金属ストリップの表面処理のための連続的方法であって、施すために使用される装置は、ストリップの被覆側に面し、反射ジオメトリーに作動し、そしてストリップの走行中に仕上被覆物の被覆厚さを測定するように作用するIRセンサーを少なくとも1個備えている。 (もっと読む)
金属構成体の表面処理方法
【課題】開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体の内部を確実に表面処理する手段の提供。
【解決手段】開口部/袋構造部の面積比率が0.1〜10%の袋構造部を有する金属構成体に対し、水溶液を用いて表面処理をするに当たり、該金属構成体を完全に水溶液に埋没させる浸漬法を適用し、かつ初めに該金属構成体を完全に水溶液に埋没させてから、表面処理を終了して該金属構成体を水溶液から脱離させ、次工程に移行するまでの間に少なくとも1回、袋構造部を水溶液上に引き上げるために該金属構成体の一部または全体を水溶液上に引き上げ、再び完全に水溶液に埋没させる昇降工程を有することを特徴とする、袋構造部を有する金属構成体の表面処理方法。
(もっと読む)
金属表面処理方法及び表面処理鋼板
【課題】金属表面処理方法及びこの方法により形成される表面処理鋼板において、表面の凹凸の大きな鋼板に対してクロメートフリー表面処理を施した場合であっても、塗りムラの発生を抑制するとともに、塗膜厚みを増大させないようにしつつ十分な耐食性を確保する。
【解決手段】本発明の金属表面処理方法は、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、亜鉛めっき鋼板の表面に皮膜を形成する際に、水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、亜鉛めっき鋼板に向けて液体粒子を吹き付けるとともに、亜鉛めっき鋼板の表面に対する液体粒子の濡れ角を90度以下とする。
(もっと読む)
化成処理鋼材の製造方法、有機樹脂被覆鋼材および表面処理設備
【課題】環境規制の制約のない元素を含有する化成処理液を使用しても、6価Crを含有する化成処理液と同等またはそれ以上の化成処理の耐食性能を発現できる化成処理鋼材の製造方法、有機樹脂被覆鋼材を提供する。また前記鋼材を製造する表面処理装置を提供する。
【解決手段】鋼材に化成処理液を塗布あるいは接触させて化成処理する際に、化成処理液が鋼材と接触しているときに、鋼材面の鉛直方向の磁場の強さが0.2T以上、3T未満の範囲になるようにして磁場を印加する。前記で製造された化成処理鋼材を有機樹脂で被覆する。
(もっと読む)
スプレー式化成処理方法及び装置
【課題】 鋼板の幅方向に均一な付着量の化成被膜を形成することができるスプレー式化成処理方法及びその装置を提供すること。
【解決手段】 スプレーノズルが配設されたスプレー装置を鋼板の通板ラインに交叉して多数並列して配置し、スプレー装置により通板ラインの鋼板に化成処理溶液をスプレーするスプレー式化成処理方法において、鋼板の幅方向での化成処理溶液の濃度が均一になるように、例えば、鋼板端部の水量密度を増加させるようにスプレー装置からの化成処理溶液のスプレー量を調整し、化成被膜の付着量を鋼板幅方向で均一とすることを特徴とするスプレー式化成処理方法。
(もっと読む)
1 - 10 / 40
[ Back to top ]