
国際特許分類[F02F1/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備 (130,868) | 燃焼機関のシリンダ,ピストンまたはケーシング;燃焼機関の密封装置の構成 (6,245) | シリンダ;シリンダヘッド (3,013)
国際特許分類[F02F1/00]の下位に属する分類
国際特許分類[F02F1/00]に分類される特許
51 - 60 / 697
内燃機関用構造体、位置検知機構付き内燃機関、および液体状態検知機構付き内燃機関
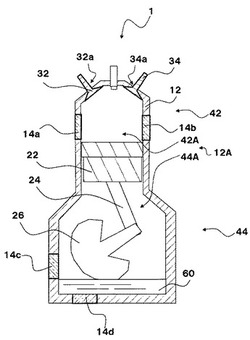
【課題】 中空部の状態を基体外部から直接確認することができる内燃機関用構造体を提供する。
【解決手段】 中空部を備え、前記中空部で生じる爆発に応じて前記中空部内を運動する運動体が収容される基体と、前記基体に設けられた、前記基体の外側から前記中空部に入射する光、および前記基体の外側から前記中空部に出射する光を透過する窓部材とを備え、前記窓部材が、サファイア単結晶からなることを特徴とする内燃機関用構造体を提供する。
(もっと読む)
シリンダライナ及びその製造方法

【課題】シリンダブロックとの接合力を保持でき、しかもシリンダブロックの変形に追従しにくいシリンダライナ、及びその製造方法を提供する。
【解決手段】外周面4に多数の突起5が形成されているシリンダライナ2において、突起が存在しない外周面部分4Aが周方向において部分的に存在する、あるいは突起5の高さが他の部分の突起高さよりも低い外周面部分が周方向において部分的に存在する。上記シリンダライナ2を遠心鋳造法により製造する方法において、外周面に多数の突起を形成した円筒状部材を遠心鋳造後に鋳型から引き抜く工程で、鋳型または鋳型の外部に配置された固定刃具に前記突起を接触させながら通過させることで、前記円筒状部材の外周面の突起を加工する。
(もっと読む)
鋳包用シリンダライナ
【課題】シリンダブロックとの熱伝導性が優れる鋳包用シリンダライナを提供する。
【解決手段】高さが0.3〜1.2mmで括れ部6を有する突起5を20〜80個/cm2形成した外周面4に溶射層7を被覆した鋳包用シリンダライナ2において、前記溶射層7が鉄系材料からなり、前記ライナ外周面4の一定領域における溶射層7表面の表面積と前記領域面積との比が12〜23である。前記溶射層の厚さが0.01〜0.2mmであることが好ましい。前記溶射層がワイヤー状の溶射材料を用いて形成されることが好ましい。
(もっと読む)
内燃機関のシール構造
【課題】内燃機関のシール性能を向上させる。
【解決手段】シリンダヘッド2及びシリンダブロック1のウォータジャケット7を貫通するヘッドボルト6により、シリンダヘッド2がシリンダブロック1に締結されている。そして、シリンダヘッド2のロアデッキ4のヘッドボルト外周部に形成された環状の凹部18に、ヘッドボルト6の外周面及び凹部18の内壁面に密着する環状のシール部材19が挿入されている。これによって、ヘッドボルト6周囲からシリンダブロック1のウォータジャケット7への潤滑油の流入や、ヘッドボルト1周囲からシリンダヘッド2側への冷却水の流入が抑制され、内燃機関の稼働時におけるシリンダブロック1、シリンダヘッド2及びヘッドボルト6間のシール性能を向上させることができる。
(もっと読む)
ライニング方法、ライニング施工物およびシリンダブロック
【課題】 穴の内周面に簡便かつ迅速にライニングを行う方法を提供する。
【解決手段】 円形の断面を有する穴が形成された母材12のその穴の内周面に、円筒形状をなすライニング材14をライニングする方法であって、母材の穴の内周面とライニング材との間に間隔を設けるようにしてそれら母材およびライニング材をセットし、その間隔内に円筒形状をなすインサート材が挿入された状態で、そのインサート材と母材およびライニング材とを相対回転させ、発生する摩擦熱を利用して、インサート材を介して母材の穴の内周面とライニング材の外周面との接合を行う。このライニング方法は、アルミニウム合金製の本体に形成されたボアの内周面への鉄合金製のライナのライニングに、適用できる。
(もっと読む)
冷却手段付き液冷エンジン
【課題】小型化を維持した状態で冷却性能を十分に確保することができる冷却手段付き液冷エンジンを提供する。
【解決手段】冷却手段付き液冷エンジン10は、ラジエータ16で冷却された冷却液を冷却通路54に流すことにより燃焼室49の周囲を冷却する冷却手段43を備えている。冷却通路54は、シリンダブロック/ヘッド31(シリンダブロック32、シリンダヘッド33)に埋設されている。さらに、冷却通路54は、冷却液がラジエータ16から燃焼室49の周囲を冷却するように導かれた後、燃焼室49の排気口149を開閉する排気弁52の周囲を周回してラジエータ16へ戻るように一筆書き状に形成されている。
(もっと読む)
溶射方法
【課題】被加工物の筒状部の内周面に溶射被膜を形成する溶射方法であって、該溶射被膜の品質向上を図るべく、該溶射被膜中に形成される突起物をなくし、該溶射被膜中に陥没穴が形成されるのを防いだ溶射方法を提供することを課題とする。
【解決手段】溶射ガン3は、ワイヤー粗材50・50の先端部を中心として回転可能に構成され、回転するとともに、圧縮空気が噴出される状態の溶射ガン3においてアーク放電を開始し、アーク放電開始後の溶射ガン3を被加工物100の筒状部100A内に挿入することで、筒状部100Aの内周面100aに溶射を行い、前記アーク放電開始時における溶射ガン3の回転速度を、前記アーク放電開始後における溶射ガン3の回転速度に比べて遅くする。
(もっと読む)
内燃機関用部品およびその製造方法
【課題】潤滑油の保持能力に優れた摺動面を有する内燃機関用部品およびその製造方法を提供する。
【解決手段】本発明による内燃機関用部品は、シリコンを含むアルミニウム合金から形成され、摺動面101に複数のシリコン結晶粒1、2を有する。摺動面101の十点平均粗さRzJISは0.54μm以上であり、摺動面101の切断レベル30%における負荷長さ率Rmr(30)は20%以上である。複数のシリコン結晶粒1、2は、複数の初晶シリコン粒1および複数の共晶シリコン粒2を含む。複数の初晶シリコン粒1および複数の共晶シリコン粒2は、マトリックス3から突出している。
(もっと読む)
メッキ前処理方法
【課題】 アルミニウム合金に施すメッキ前処理の工程数を少なくすることが可能なメッキ前処理方法を提供する。
【解決手段】 変質層の除去とアルミニウム合金成分の除去を陽極電解にて行う際の電解液として、濃度が10vol%以上50vol%以下の硫酸か、濃度が10vol%以上40vol%以下のリン酸と濃度が3vol%以上12vol%以下の硝酸との混酸を用いる。
(もっと読む)
シリンダブロックの加工用治具および加工方法
【課題】ボルト締結時にダミーヘッドが変形した場合でも、ビード部によるボアの周縁部への面圧を均一に加えることができるシリンダブロックの加工用治具および加工方法を提供する。
【解決手段】ダミーヘッド100のシリンダブロック200の上面への載置時、たとえばビード部130では、最厚部131が、隣接するボア201の同士の間の軸間部分に配置され、最薄部132が、その軸間部分から周方向に略90度離れて配置される。ダミーヘッド100のボルト締結時、本体110がボア201に向かう方向とは反対側に凸状に歪む。ビード部130の形状を本体110の変形を考慮した形状としているから、本体110の変形は、ビード部130の全ての部分131〜133がボア201の周縁部に当接した状態で行われる。
(もっと読む)
51 - 60 / 697
[ Back to top ]