
国際特許分類[F16J9/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ピストン;シリンダ;圧力容器一般;密封装置 (9,346) | ピストンリング,そのための座;類似の構造のリング密封装置一般 (630)
国際特許分類[F16J9/00]の下位に属する分類
L字断面リング (5)
ら旋リング (1)
リングを拡張する分離したばねを用いるもの;そのためのばね (107)
媒介物の圧力により得られた張力をもつもの (4)
リングを調整するための特殊部材 (5)
細部 (168)
特殊な材料の使用によって特徴づけられたもの (223)
国際特許分類[F16J9/00]に分類される特許
31 - 40 / 117
往復動エンジン
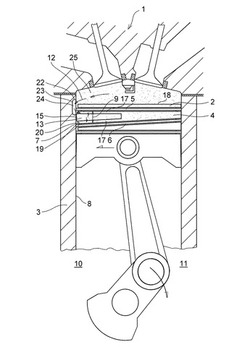
【課題】エンジン運転が長期に渡り、上記ガス室に高圧燃焼ガスの導入、保持、排出が繰り返されても、ガス室にはカーボンの付着、堆積が発生しない往復動エンジンを提供すること。
【解決手段】往復動エンジン1は、ピストン2のトップリング5とセカンドリング6とセカンドランド7、及びシリンダ内面8とにより囲まれて形成されたガス室4に、膨張行程の初期においてシリンダ内面8のスラスト側10の上部位22に設けたガス通路穴23からピストン2上方の高圧燃焼ガス12を導入し、この導入高圧燃焼ガス12によってピストン2をスラスト側10から支持するようになっており、上記ガス室4内に、半割リング13がスラスト側10からセカンドランド7に被せた状態で、かつ上下方向に隙間20をもって上下動自在に挿入され、ピストン2の往復運動によって上記隙間20分上下運動しガス室4内が常に掃除されるようにした。
(もっと読む)
ピストンリング及びサポートリングを備えたピストン
従来のピストンにおいては、サポートリングの摩耗が進行する場合に、摩耗により生じるピストンの横方向運動により、シリンダに沿ったピストンの走行を防ぐために、ピストンとシリンダとの間に、十分な間隙が設けられている必要がある。しかし大きな遊びは、ピストンとシリンダとの間のギャップ内へのピストンリングの不都合な押出しに繋がることがある。組み立てられたピストンにおける他の問題は、必要とされる多数の個別部材により、組み立てられたピストンの製造及び組付けが困難になるという点にある。この問題を解決するために、本発明により、サポートリング(12)及びピストンリング(11)を、ピストンボディ(15)に設けられている周方向の溝(20)内に配置するようにした。この構成において、周方向の溝(20)の軸線方向の幅は、サポートリング(12)及びピストンリング(11)の軸線方向の全長よりも大きく、サポートリング(12)は半径方向内側に、ピストンボディ(15)から半径方向に離間されて配置されていて、かつ、切断されていないリングとしてピストンボディ(15)から旋削により切り出されている。  (もっと読む)
(もっと読む)
ピストン部のシール構造

【課題】摺動摩擦を低減しつつ安定させることができるピストン部のシール構造を提供する。
【解決手段】シリンダ内に摺動自在に挿入されてシリンダ内を二つの液室に区画するピストン2と、ピストン2の外周に設けた環状溝2b内に装着されてシリンダ内周に摺接してピストン2とシリンダとの間をシールするピストンリング3とを備えたピストン部のシール構造において、環状溝2bの軸方向の両端に、ピストンリング3の端部のシリンダから遠ざかる方向への逃げを許容する環状の逃げ溝21b,21cを設けた。
(もっと読む)
内燃機関
【課題】シリンダの内周面に対するピストンリングの接触圧をピストンリングに加わる燃焼ガスの圧力に応じて適正に保ちつつ、燃焼室の気密性を確保することが可能な内燃機関を提供する。
【解決手段】ピストンリング25aを第1、第2リング25a1,25a2により構成し、燃焼ガスGの圧力により第2リング25a2がピストンの中心に向かって動くと、第1リング25a1がシリンダ2の内周面に向かって動くようにした。これにより、シリンダ2の内周面に対するピストンリング25a(第1リング25a1)の接触圧をピストンリング25aに加わる燃焼ガスGの圧力に応じて適正に保ちつつ、燃焼室の気密性を確保することができる。
(もっと読む)
内燃機関用組合せオイルリング及びその組付構造
【課題】低回転・高負圧状態においてオイル消費を低減する内燃機関用組合せオイルリングの組付構造を提供する。
【解決手段】径方向外方X1に突出する上下2つのレール部1,2を連結部3で連結したオイルリング本体11と、その連結部3の径方向内方中央に形成された内周溝4に配置されて前記オイルリング本体11を径方向外方X1に押圧付勢するコイルエキスパンダ12とからなる組合せオイルリング10を、リング溝21に装着してシリンダ内に組み付けた組付構造50において、組合せオイルリング10の張力をシリンダ内径で除した張力比が0.05〜0.3N/mmの範囲であり、リング溝下面の径方向外周端部に設けられた面取部24又は下側レール部下面の径方向外周端部に設けられた切欠部を有し、リング溝下面22と下側レール部1との径方向の当接長さb2を、リング溝上面23と上側レール部2との径方向の当接長さb1の60〜98%とする。
(もっと読む)
ピストンリング用ワイヤ
【課題】リング成形時にクラックが入る原因を突き止めると共に、クラックの入らないピストンリング用ワイヤを提供する。
【解決手段】ピストン外周のリング溝に装着されるピストンリングの素材であるピストンリング用ワイヤであって、リング成形により外周となる側面、特に最外周摺動部においてリング成形前の残留応力が圧縮応力、好ましくは30〜80MPaの圧縮残留応力を有するピストンリング用ワイヤとする。中でも2ピース形のオイルリングに代表される断面形状が略I形、または略H形のワイヤに有効である。
(もっと読む)
ピストンのオイルリング機構
【課題】2ピースオイルリングを採用しつつも、リング溝との協働によりオイル消費量の好適な抑制を図ることのできるピストンのオイルリング機構を提供する。
【解決手段】ピストンのオイルリング機構は、内燃機関のシリンダ50内を往復動するピストン10の外周面に形成された円周状のリング溝13と、該リング溝13に配置されたリング状のリング本体17がその内周側に配設されたコイルエキスパンダ21により同リング溝13内で外周方向に付勢させてなる2ピースオイルリングとを備える。リング溝13の側壁面のうちの機関燃焼室と反対側のクランクケース側の下側面13bにおいて、同下側面13bに当接するリング本体17の下面17bとの当接面としての下側当接面13gには、リング本体17の下面17bとの当接面積を縮小する第1及び第2の凹部22,23が設けられている。
(もっと読む)
シール溝形成方法およびその方法を使用して形成したシール溝を有するディスクブレーキ
【課題】本発明は、シール溝を形成する際に特殊刃形状をした総形バイトを使用することにより、シール溝の寸法管理を容易に行なうことができるシール溝形成方法およびそれを使用してシール溝を形成したディスクブレーキを提供することを目的とする。
【解決手段】シリンダ内面にピストンシール溝を加工する方法であって、前記シール溝4は、少なくとも溝部の軸方向の前後の何れか一方に段差6を形成する刃5を有するシール溝部加工用の総型バイトで加工することを特徴とするシール溝部加工方法である。 また前記段差は略深さ0.2mm、長さ2mm程度であり、段差は平面、曲面のいずれかで形成されていることを特徴とするシール溝加工方法である。さらに、ディスクブレーキ用のシリンダ内に加工されるピストンシール溝を、前記に記載したシール溝加工方法により加工したことを特徴とするディスクブレーキである。
(もっと読む)
内燃機関のピストンおよびその製造の方法と装置
本発明は、内燃機関のピストンの製造のための方法に関する。冷却ダクト(14)およびピストンリング溝を有する完成したピストン内の区画はまず凹み、それから冷却ダクトが覆われ、最後にピストンリングに適合する材料が取り付けられる。冷却ダクトは、シングルピストンに必要な長さよりも長いワイヤー材料に覆われる。冷却ダクト(14)およびピストンリング溝を有する完成したピストン内の第1凹部区画を備える内燃機関のピストンの製造のための装置は、冷却ダクトに覆いを取り付けるための装置、およびシングルピストンに必要な長さよりも長いワイヤー材料を提供するための装置を有する。内燃機関のピストンは、冷却ダクト(14)、ピストンリングに適合するための補強材料、および冷却ダクトと補強材料との間の被覆材料を有し、被覆材料はロールから連続的に巻き戻されるワイヤー材料からなる。 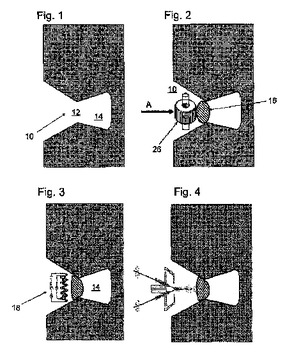 (もっと読む)
(もっと読む)
ピストンリングとシリンダまたはシリンダライナの組合せ、およびこれに用いられるピストンリング
【課題】往復動摩擦を低減することが可能な摺動面構造を有するシリンダまたはシリンダライナとの組合せにおいて、好適に用いられるピストンリングを提供すること
【解決手段】ピストンリングの外周摺動面に、その摺動面のリング軸方向におけるいずれかの端部外周線を切り欠く一端部から、摺動面の面内にある他端部に至る溝を、ピストンリングの外周摺動面の周方向において、相互に離間して複数設けてなるピストンリングと、シリンダまたはシリンダライナの内壁面に、多数の凹部を形成してなるシリンダまたはシリンダライナとの組合せである。
(もっと読む)
31 - 40 / 117
[ Back to top ]