
乗員室のフロア部における車体構造およびそれに関連する製造方法
【課題】本発明は、乗員室のフロア部内の両側方にそれぞれセンタートンネルとサイドシルとの間でサイドメンバ(3)を備える車体構造に関する。
【解決手段】本発明によれば、前記サイドメンバ(3)のそれぞれが、車両フロント部(4)からヒールプレート(5AB)にわたる足元空間全長において長手方向に延びている。閉塞された中空サイドメンバとしての前記サイドメンバ(3)の下側が、フロアプレート(10AB)のサイドメンバ段状折曲部(9)によって形成され、前記サイドメンバ(3)の上側が、前記段状折曲部に接続された、サイドメンバ覆い部材(11SW)としてのサイドメンバ折曲部材によって形成される。
【解決手段】本発明によれば、前記サイドメンバ(3)のそれぞれが、車両フロント部(4)からヒールプレート(5AB)にわたる足元空間全長において長手方向に延びている。閉塞された中空サイドメンバとしての前記サイドメンバ(3)の下側が、フロアプレート(10AB)のサイドメンバ段状折曲部(9)によって形成され、前記サイドメンバ(3)の上側が、前記段状折曲部に接続された、サイドメンバ覆い部材(11SW)としてのサイドメンバ折曲部材によって形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前提部のように、乗員室のフロア部における車体構造に関し、また請求項8の前提部のように、それに関連する製造方法に関する。
【背景技術】
【0002】
特許文献1および特許文献2のそれぞれから、乗員室のフロア部の両側方において、センタートンネルとサイドシルの間で、車両長手方向に延びるサイドメンバをそれぞれ1つ有する、乗員室のフロア部における車体構造が知られている。ここで具体的には、サイドメンバは、長手方向に延びていてかつ上方に開いた帽子形状の部材が、フロアプレートに下側から当接され、帽子形状の縁が、溶接によってフロアプレートと接続されることによって形成される。したがって、サイドメンバ部材は、全体として下方に向かって突出しており、そのため、底面構造が比較的大きな凹凸を有し、好ましくない気流を引き起こす。さらに、ここで、このサイドメンバは従来の鋼板車体構造であり、軽量化のための特別な手段は備えていない。
【0003】
一般に知られている現代の車体では、好ましい気流を起こす形状となっていることに加えて、重量を低減して燃料消費を削減するために、軽量金属または軽量合金、特にアルミニウムからなる素材がますます多く使用されている。軽量金属素材の剛性および接合技術は、車体構造に関して生じる問題を、各車体位置に正確に適合した素材の組合せや、適切な構成部材の組合せや、大量生産による低コスト化などの手段によって解決することができるという点で、従来の鋼板単独構造とは異なっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許発明第4414472号
【特許文献2】独国特許発明第60201115号
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、所要の剛性および高い衝突安全性を備えかつ軽量な構造を、大量生産に適した接合技術を用いて得られるように、乗員室のフロア部における従来の車体構造を改良することである。
【課題を解決するための手段】
【0006】
この目的は、サイドメンバがそれぞれ、長手方向で、足元空間全長にわたって車両前部からヒールプレートまで延びることによって解決される。その際、閉塞された中空サイドメンバとしてのサイドメンバの下側が、フロアプレートのサイドメンバ段状折曲部によって形成され、サイドメンバの上側が、段状折曲部に接続された、サイドメンバ覆い部材としてのサイドメンバ折曲部材によって形成される。
【0007】
ここで、サイドメンバを軽量な構造とするために、2つのサイドメンバ面はフロアプレートから直接形成され、他の2つのサイドメンバ面は、サイドメンバ覆い部材によって実現される。さらに、ここではサイドメンバの底面は前方から後方へかけて比較的平坦になっており、それにより、好ましい気流を起こす形状として延びている。
【0008】
前面からの衝突があったとき、または側面からの衝突があったときに対する剛性を実現するために、サイドメンバ覆い部材は、熱成形鋼からなる鋼製サイドメンバ覆い部材として製造される。これに対して、フロアプレートは、特に軽量のアルミニウムフロアプレートとして形成することができ、これにより、このフロア構造は、全体として、高い安定性と、前面および側面からの衝突があったときの衝突安全性とを兼ね備える軽量構造の解決策となる。
【0009】
アルミニウム板と鋼板を接続するために、レーザ光溶接やガスシールド溶接など、一般に費用のかかる溶接技法が知られている。しかし本発明では、アルミニウムフロアプレートと鋼製サイドメンバ覆い部材とを接続するために、低コストであり、かつ大量生産での製造によく適したリベット接続が提案され、好ましくは、この接続は、高強度の中実パンチリベットによって形成される。
【0010】
効果的な鋼製サイドメンバ覆い部材としては、2つの長手方向部材、すなわち第1のサイドメンバ側面とZ形に折り曲げられた端部フランジとを有する鋼製サイドメンバ側部覆い部材と、カバー部材としてのほぼ平坦な鋼製サイドメンバ上部覆い部材と、からなるようにすることができる。ここで、これらの部材はそれぞれ鋼板部材であるので、重ね合わせ接続部で端部フランジを介して、溶接によって、好ましくは抵抗スポット溶接によって容易に接続することができる。その際、この溶接接続は外気や地表から湿気の影響を受けにくい乾燥領域にあるので、密閉性に関する特別な手段は必要ない。鋼製サイドメンバ覆い部材の2部材構造によって、サイドメンバの形状を所要の幾何学的条件および剛性条件と容易に適合させることができ、特に、フロア部の形状や、長手方向にわたっての幅寸法の変化に適合させることができる。
【0011】
同様に、フロアプレートは、とりわけ形状に自由度をもたせるために複数の部材から形成することができ、第2のサイドメンバ側面およびサイドメンバ底面を備える段状サイドメンバアルミニウム板を有する。この段状サイドメンバアルミニウム板の端部は、鋼製サイドメンバ覆い部材のサイドメンバと共に、かつこれに連なるフロア側方部アルミニウム板およびフロア中央部アルミニウム板と共に、3層重ね合わせ接続部を形成する。この重ね合わせ接続部においてリベットによる接続が形成され、その際、それぞれリベット技術の観点から、また生じ得る腐食の観点から、鋼板端部がアルミニウム板端部の間に挟まれるようにするのが効果的である。
【0012】
ここで、外気や地表から湿気の影響を受けやすい外表面部の濡れ領域にあるこのリベット接続は、それぞれの重ね合わせ接続部で、接着と共に中実パンチリベットによって、場合によってはさらに封止材料のオーバーモールドによって形成されるのが好ましい。それにより、高い気密性および良好な耐食性と共に、とりわけ高い剛性が実現される。
【0013】
衝突荷重は、特に前面からの衝突時には中空サイドメンバの前方領域で特に大きいので、前方領域では断面を比較的大きくし、ほぼ正方形にすべきである。しかし、中空サイドメンバの長手方向にわたって、正方形の高さは連続的に減少させることができ、後方領域での断面は偏平な長方形となっていれば十分である。
【0014】
十分な剛性を備えると共に低コストかつ軽量な構造に関して、素材の使用を最小限にするためのさらなる最適な方法として、サイドメンバ覆い部材の厚みを、長手方向にわたって所要の剛性条件に対応して変化させることができる(テイラードブランク)。
【0015】
本発明の目的は、製造方法に関しては、複数の部材から構成することもできるフロアプレートと、2部材から構成することもできるサイドメンバ覆い部材とが、少なくとも部分的に、複合部材かつ事前組立てモジュールとして製造され、最終組立て時に組み付けられることによって解決される。
【図面の簡単な説明】
【0016】
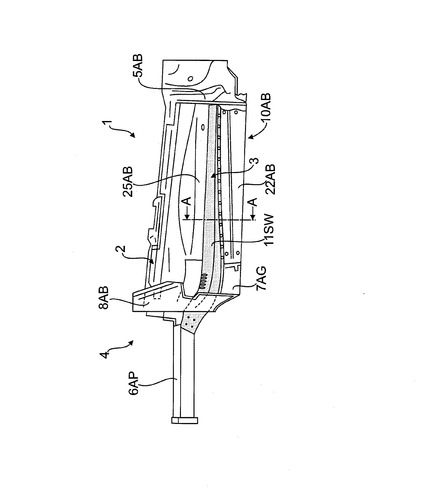
【図1】乗員室の左側フロア部における車体構造の上面斜視図である。
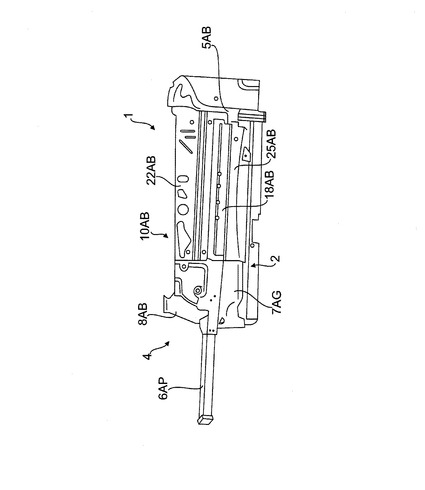
【図2】図1による車体構造を示す底面図である。
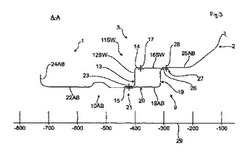
【図3】図1からのA−A線に沿った概略断面図である。
【発明を実施するための形態】
【0017】
本発明を図面に基づいてさらに説明する。
図1および図2に、車両中心で切断したセンタートンネル2の左側領域での、乗員室のフロア部の車体構造1が示されている。フロア部においてセンタートンネル2と図示しないサイドシルとの間にサイドメンバ3が配置され、サイドメンバ3は、長手方向で、足元空間全長にわたって車両フロント部4からヒールプレート5ABまでわたって延びている。サイドメンバ3には、前方に向かって、アルミニウム部材としてのフロントサイドメンバ6APが接続している。フロントサイドメンバ6APおよびサイドメンバ3は、足元空間の前方領域において、トラフ状に前側上方へ向かって延びており収容形状を有するアルミニウムキャスト製フロントフロア部7AGに支持されて固定されている。
【0018】
参照符号に添え字が付いている場合、以下の意味である。
SW=熱成形鋼
AP=アルミニウム部材
AB=アルミニウム板
AG=アルミニウムキャスト
図1と図3を合わせて参照すれば明らかなように、中空サイドメンバとしてのサイドメンバ3の断面は、前方領域でフロントウォール8ABと連続してほぼ正方形であり、長手方向にわたって後方へ向かって連続的に減少して、平坦な長方形断面になる。
【0019】
引き続き図3による概略断面図を参照して、具体的な構造をさらに説明する。
サイドメンバ3の下側は、フロアプレート10ABのサイドメンバ段状折曲部9によって形成され、サイドメンバ3の上側は、段状折曲部9に接続された、サイドメンバ覆い部材11SWとしてのサイドメンバ折曲部材によって形成され、熱成形鋼からなるサイドメンバ覆い部材11SWは、面厚を変化させて製造される。これに対して、フロアプレート10ABはアルミニウム板部材として製造される。
【0020】
さらに具体的には、サイドメンバ覆い部材11SWは2つの長手方向部材、すなわち第1のサイドメンバ側面13および折り曲げられた2つの端部フランジ14、15を有する鋼製サイドメンバ側部覆い部材12SWと、カバー部材としての鋼製サイドメンバ上部覆い部材16SWと、を備え、鋼製サイドメンバ上部覆い部材16SWは、重ね合わせ接続部で、鋼製サイドメンバ側部覆い部材12SWの端部フランジ14と抵抗スポット溶接接続17によって接続される。また、フロアプレート10ABも複数の部材から形成され、第2のサイドメンバ側面19およびサイドメンバ底面20を有する段状サイドメンバアルミニウム板18ABとしての板状折曲部材を有する。段状サイドメンバアルミニウム板18ABには、重ね合わせ接続部21で、側方外側に向けてフロア側方部アルミニウム板22ABが接続しており、ここで、重ね合わせ接続部21において、鋼製サイドメンバ側部覆い部材12SWの端部フランジ15が、段状サイドメンバアルミニウム板18ABの端部とフロア側方部アルミニウム板22ABの端部との間に位置し、接着および中実パンチリベット接続23によって接続が形成される。フロア側方部アルミニウム板22の、側方で折り曲げられた長手方向帯状部24ABは、サイドシル(図示せず)に接続される。
【0021】
そして、フロアプレート10ABの一部としての段状サイドメンバアルミニウム板18ABはフロア中央部アルミニウム板25ABとさらに接続し、フロア中央部アルミニウム板25ABは、中央部に向かって上に湾曲し、センタートンネル2を形成する。段状サイドメンバアルミニウム板18ABの折り曲げられた端部フランジ26と、フロア中央部アルミニウム板25ABの端部とは、これらの間に延在する鋼製サイドメンバ上部覆い部材16SWの端部を挟んで重ね合わせ接続部27で重なり合い、この外気や地表から湿気の影響を受けやすい濡れ領域でも、接着および中実パンチリベット接合28によって、場合によってはさらに封止材料のオーバーモールドによって接続が形成される。
【0022】
横方向寸法を明確にするために、図3には目盛29が示されており、この目盛29では、値0(図示せず)が車両中心に相当し、示された数値は、車両左側に向かうY方向でのミリメートル値を示す。
【符号の説明】
【0023】
1 車体構造
2 センタートンネル
3 サイドメンバ
4 車両フロント部
5AB ヒールプレート
6AP フロントサイドメンバ
7AG アルミニウムキャスト製フロントフロア部
8AB フロントウォール
9 サイドメンバ段状折曲部
10AB フロアプレート
11SW サイドメンバ覆い部材
12SW 鋼製サイドメンバ側部覆い部材
13 第1のサイドメンバ側面
14 端部フランジ
15 端部フランジ
16SW 鋼製サイドメンバ上部覆い部材
17 抵抗スポット溶接接続
18AB 段状サイドメンバアルミニウム板
19 第2のサイドメンバ側面
20 サイドメンバ底面
21 重ね合わせ接続部
22AB フロア側方部アルミニウム板
23 中実パンチリベット接続
24AB 長手方向帯状部
25AB フロア中央部アルミニウム板
26 端部フランジ
27 重ね合わせ接続部
28 中実パンチリベット接続
29 目盛
【技術分野】
【0001】
本発明は、請求項1の前提部のように、乗員室のフロア部における車体構造に関し、また請求項8の前提部のように、それに関連する製造方法に関する。
【背景技術】
【0002】
特許文献1および特許文献2のそれぞれから、乗員室のフロア部の両側方において、センタートンネルとサイドシルの間で、車両長手方向に延びるサイドメンバをそれぞれ1つ有する、乗員室のフロア部における車体構造が知られている。ここで具体的には、サイドメンバは、長手方向に延びていてかつ上方に開いた帽子形状の部材が、フロアプレートに下側から当接され、帽子形状の縁が、溶接によってフロアプレートと接続されることによって形成される。したがって、サイドメンバ部材は、全体として下方に向かって突出しており、そのため、底面構造が比較的大きな凹凸を有し、好ましくない気流を引き起こす。さらに、ここで、このサイドメンバは従来の鋼板車体構造であり、軽量化のための特別な手段は備えていない。
【0003】
一般に知られている現代の車体では、好ましい気流を起こす形状となっていることに加えて、重量を低減して燃料消費を削減するために、軽量金属または軽量合金、特にアルミニウムからなる素材がますます多く使用されている。軽量金属素材の剛性および接合技術は、車体構造に関して生じる問題を、各車体位置に正確に適合した素材の組合せや、適切な構成部材の組合せや、大量生産による低コスト化などの手段によって解決することができるという点で、従来の鋼板単独構造とは異なっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許発明第4414472号
【特許文献2】独国特許発明第60201115号
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、所要の剛性および高い衝突安全性を備えかつ軽量な構造を、大量生産に適した接合技術を用いて得られるように、乗員室のフロア部における従来の車体構造を改良することである。
【課題を解決するための手段】
【0006】
この目的は、サイドメンバがそれぞれ、長手方向で、足元空間全長にわたって車両前部からヒールプレートまで延びることによって解決される。その際、閉塞された中空サイドメンバとしてのサイドメンバの下側が、フロアプレートのサイドメンバ段状折曲部によって形成され、サイドメンバの上側が、段状折曲部に接続された、サイドメンバ覆い部材としてのサイドメンバ折曲部材によって形成される。
【0007】
ここで、サイドメンバを軽量な構造とするために、2つのサイドメンバ面はフロアプレートから直接形成され、他の2つのサイドメンバ面は、サイドメンバ覆い部材によって実現される。さらに、ここではサイドメンバの底面は前方から後方へかけて比較的平坦になっており、それにより、好ましい気流を起こす形状として延びている。
【0008】
前面からの衝突があったとき、または側面からの衝突があったときに対する剛性を実現するために、サイドメンバ覆い部材は、熱成形鋼からなる鋼製サイドメンバ覆い部材として製造される。これに対して、フロアプレートは、特に軽量のアルミニウムフロアプレートとして形成することができ、これにより、このフロア構造は、全体として、高い安定性と、前面および側面からの衝突があったときの衝突安全性とを兼ね備える軽量構造の解決策となる。
【0009】
アルミニウム板と鋼板を接続するために、レーザ光溶接やガスシールド溶接など、一般に費用のかかる溶接技法が知られている。しかし本発明では、アルミニウムフロアプレートと鋼製サイドメンバ覆い部材とを接続するために、低コストであり、かつ大量生産での製造によく適したリベット接続が提案され、好ましくは、この接続は、高強度の中実パンチリベットによって形成される。
【0010】
効果的な鋼製サイドメンバ覆い部材としては、2つの長手方向部材、すなわち第1のサイドメンバ側面とZ形に折り曲げられた端部フランジとを有する鋼製サイドメンバ側部覆い部材と、カバー部材としてのほぼ平坦な鋼製サイドメンバ上部覆い部材と、からなるようにすることができる。ここで、これらの部材はそれぞれ鋼板部材であるので、重ね合わせ接続部で端部フランジを介して、溶接によって、好ましくは抵抗スポット溶接によって容易に接続することができる。その際、この溶接接続は外気や地表から湿気の影響を受けにくい乾燥領域にあるので、密閉性に関する特別な手段は必要ない。鋼製サイドメンバ覆い部材の2部材構造によって、サイドメンバの形状を所要の幾何学的条件および剛性条件と容易に適合させることができ、特に、フロア部の形状や、長手方向にわたっての幅寸法の変化に適合させることができる。
【0011】
同様に、フロアプレートは、とりわけ形状に自由度をもたせるために複数の部材から形成することができ、第2のサイドメンバ側面およびサイドメンバ底面を備える段状サイドメンバアルミニウム板を有する。この段状サイドメンバアルミニウム板の端部は、鋼製サイドメンバ覆い部材のサイドメンバと共に、かつこれに連なるフロア側方部アルミニウム板およびフロア中央部アルミニウム板と共に、3層重ね合わせ接続部を形成する。この重ね合わせ接続部においてリベットによる接続が形成され、その際、それぞれリベット技術の観点から、また生じ得る腐食の観点から、鋼板端部がアルミニウム板端部の間に挟まれるようにするのが効果的である。
【0012】
ここで、外気や地表から湿気の影響を受けやすい外表面部の濡れ領域にあるこのリベット接続は、それぞれの重ね合わせ接続部で、接着と共に中実パンチリベットによって、場合によってはさらに封止材料のオーバーモールドによって形成されるのが好ましい。それにより、高い気密性および良好な耐食性と共に、とりわけ高い剛性が実現される。
【0013】
衝突荷重は、特に前面からの衝突時には中空サイドメンバの前方領域で特に大きいので、前方領域では断面を比較的大きくし、ほぼ正方形にすべきである。しかし、中空サイドメンバの長手方向にわたって、正方形の高さは連続的に減少させることができ、後方領域での断面は偏平な長方形となっていれば十分である。
【0014】
十分な剛性を備えると共に低コストかつ軽量な構造に関して、素材の使用を最小限にするためのさらなる最適な方法として、サイドメンバ覆い部材の厚みを、長手方向にわたって所要の剛性条件に対応して変化させることができる(テイラードブランク)。
【0015】
本発明の目的は、製造方法に関しては、複数の部材から構成することもできるフロアプレートと、2部材から構成することもできるサイドメンバ覆い部材とが、少なくとも部分的に、複合部材かつ事前組立てモジュールとして製造され、最終組立て時に組み付けられることによって解決される。
【図面の簡単な説明】
【0016】
【図1】乗員室の左側フロア部における車体構造の上面斜視図である。
【図2】図1による車体構造を示す底面図である。
【図3】図1からのA−A線に沿った概略断面図である。
【発明を実施するための形態】
【0017】
本発明を図面に基づいてさらに説明する。
図1および図2に、車両中心で切断したセンタートンネル2の左側領域での、乗員室のフロア部の車体構造1が示されている。フロア部においてセンタートンネル2と図示しないサイドシルとの間にサイドメンバ3が配置され、サイドメンバ3は、長手方向で、足元空間全長にわたって車両フロント部4からヒールプレート5ABまでわたって延びている。サイドメンバ3には、前方に向かって、アルミニウム部材としてのフロントサイドメンバ6APが接続している。フロントサイドメンバ6APおよびサイドメンバ3は、足元空間の前方領域において、トラフ状に前側上方へ向かって延びており収容形状を有するアルミニウムキャスト製フロントフロア部7AGに支持されて固定されている。
【0018】
参照符号に添え字が付いている場合、以下の意味である。
SW=熱成形鋼
AP=アルミニウム部材
AB=アルミニウム板
AG=アルミニウムキャスト
図1と図3を合わせて参照すれば明らかなように、中空サイドメンバとしてのサイドメンバ3の断面は、前方領域でフロントウォール8ABと連続してほぼ正方形であり、長手方向にわたって後方へ向かって連続的に減少して、平坦な長方形断面になる。
【0019】
引き続き図3による概略断面図を参照して、具体的な構造をさらに説明する。
サイドメンバ3の下側は、フロアプレート10ABのサイドメンバ段状折曲部9によって形成され、サイドメンバ3の上側は、段状折曲部9に接続された、サイドメンバ覆い部材11SWとしてのサイドメンバ折曲部材によって形成され、熱成形鋼からなるサイドメンバ覆い部材11SWは、面厚を変化させて製造される。これに対して、フロアプレート10ABはアルミニウム板部材として製造される。
【0020】
さらに具体的には、サイドメンバ覆い部材11SWは2つの長手方向部材、すなわち第1のサイドメンバ側面13および折り曲げられた2つの端部フランジ14、15を有する鋼製サイドメンバ側部覆い部材12SWと、カバー部材としての鋼製サイドメンバ上部覆い部材16SWと、を備え、鋼製サイドメンバ上部覆い部材16SWは、重ね合わせ接続部で、鋼製サイドメンバ側部覆い部材12SWの端部フランジ14と抵抗スポット溶接接続17によって接続される。また、フロアプレート10ABも複数の部材から形成され、第2のサイドメンバ側面19およびサイドメンバ底面20を有する段状サイドメンバアルミニウム板18ABとしての板状折曲部材を有する。段状サイドメンバアルミニウム板18ABには、重ね合わせ接続部21で、側方外側に向けてフロア側方部アルミニウム板22ABが接続しており、ここで、重ね合わせ接続部21において、鋼製サイドメンバ側部覆い部材12SWの端部フランジ15が、段状サイドメンバアルミニウム板18ABの端部とフロア側方部アルミニウム板22ABの端部との間に位置し、接着および中実パンチリベット接続23によって接続が形成される。フロア側方部アルミニウム板22の、側方で折り曲げられた長手方向帯状部24ABは、サイドシル(図示せず)に接続される。
【0021】
そして、フロアプレート10ABの一部としての段状サイドメンバアルミニウム板18ABはフロア中央部アルミニウム板25ABとさらに接続し、フロア中央部アルミニウム板25ABは、中央部に向かって上に湾曲し、センタートンネル2を形成する。段状サイドメンバアルミニウム板18ABの折り曲げられた端部フランジ26と、フロア中央部アルミニウム板25ABの端部とは、これらの間に延在する鋼製サイドメンバ上部覆い部材16SWの端部を挟んで重ね合わせ接続部27で重なり合い、この外気や地表から湿気の影響を受けやすい濡れ領域でも、接着および中実パンチリベット接合28によって、場合によってはさらに封止材料のオーバーモールドによって接続が形成される。
【0022】
横方向寸法を明確にするために、図3には目盛29が示されており、この目盛29では、値0(図示せず)が車両中心に相当し、示された数値は、車両左側に向かうY方向でのミリメートル値を示す。
【符号の説明】
【0023】
1 車体構造
2 センタートンネル
3 サイドメンバ
4 車両フロント部
5AB ヒールプレート
6AP フロントサイドメンバ
7AG アルミニウムキャスト製フロントフロア部
8AB フロントウォール
9 サイドメンバ段状折曲部
10AB フロアプレート
11SW サイドメンバ覆い部材
12SW 鋼製サイドメンバ側部覆い部材
13 第1のサイドメンバ側面
14 端部フランジ
15 端部フランジ
16SW 鋼製サイドメンバ上部覆い部材
17 抵抗スポット溶接接続
18AB 段状サイドメンバアルミニウム板
19 第2のサイドメンバ側面
20 サイドメンバ底面
21 重ね合わせ接続部
22AB フロア側方部アルミニウム板
23 中実パンチリベット接続
24AB 長手方向帯状部
25AB フロア中央部アルミニウム板
26 端部フランジ
27 重ね合わせ接続部
28 中実パンチリベット接続
29 目盛
【特許請求の範囲】
【請求項1】
乗員室のフロア部における車体構造であって、乗員室のフロア部内の両側方にそれぞれセンタートンネル(2)とサイドシルとの間でサイドメンバ(3)を備える車体構造において、
前記サイドメンバ(3)のそれぞれが、車両フロント部(4)からヒールプレート(5AB)にわたる足元空間全長において長手方向に延びており、
閉塞された中空サイドメンバとしての前記サイドメンバ(3)の下側が、フロアプレート(10AB)のサイドメンバ段状折曲部(9)によって形成され、前記サイドメンバ(3)の上側が、前記段状折曲部に接続された、サイドメンバ覆い部材(11SW)としてのサイドメンバ折曲部材によって形成される
ことを特徴とする車体構造。
【請求項2】
前記フロアプレート(10AB)が、アルミニウムフロアプレートであり、前記サイドメンバ覆い部材(11SW)が、熱成形鋼からなる鋼製サイドメンバ覆い部材であり、
リベット接続または中実パンチリベット接続(23、28)によって、重ね合わせ接続部(21、27)での接続が形成される
ことを特徴とする請求項1に記載の車体構造。
【請求項3】
前記サイドメンバ覆い部材(11SW)が、第1のサイドメンバ側面(13)および端部フランジ(14、15)を有するZ形に折り曲げられたサイドメンバ側部覆い部材(12SW)と、保護部材としての平坦な鋼製サイドメンバ上部覆い部材(16SW)と、の2つの長手方向部材からなり、鋼製の前記サイドメンバ側部覆い部材(12SW)と鋼製サイドメンバ上部覆い部材(16SW)が、重ね合わせ接続部において、抵抗スポット溶接接続(17)などの溶接によって端部フランジ(14)を介して接続されることを特徴とする請求項1または2に記載の車体構造。
【請求項4】
前記フロアプレート(10AB)が、第2のサイドメンバ側面(19)およびサイドメンバ底面(20)を有する段状サイドメンバアルミニウム板(18AB)を含む、複数の部材から形成され、前記段状サイドメンバアルミニウム板(18AB)の端部のそれぞれが、これに連なるフロア側方部アルミニウム板(22AB)およびフロア中央部アルミニウム板(25AB)と、前記鋼製サイドメンバ覆い部材(11SW)の端部と共に、重ね合わせ接続部(21、27)を形成し、前記重ね合わせ接続部(21、27)のそれぞれにおいてリベットによって接続が形成され、鋼製サイドメンバ覆い部材(11SW)の各端部が、アルミニウム板の端部の間にはさまれていることを特徴とする請求項1から3のいずれか一項に記載の車体構造。
【請求項5】
濡れ領域に位置する接続が、対応する重ね合わせ接続部(21、27)において、接着と共に中実パンチリベット接続(23、28)を施すことによって、またはさらに封止材料のオーバーモールドを追加した接続によって形成されることを特徴とする請求項4に記載の車体構造。
【請求項6】
中空の前記サイドメンバ(3)の断面が、前方領域では比較的大きな正方形状をしており、長手方向の後方に向かうにつれて高さが連続的に減少し、後方領域での断面は偏平な長方形となっていることを特徴とする請求項1から5のいずれか一項に記載の車体構造。
【請求項7】
前記サイドメンバ覆い部材(11SW)の厚みが、所要の剛性に応じて、長手方向にわたって変化していることを特徴とする請求項1から6のいずれか一項に記載の車体構造。
【請求項8】
1つまたは複数の部材からなるフロアプレート(10AB)と、1部材または2部材からなるサイドメンバ覆い部材(11SW)とが、少なくとも部分的に、複合部材かつ事前組立てモジュールとして製造され、最終組立て時に組み付けられることを特徴とする請求項1から7のいずれか一項に記載の車体構造用の製造方法。
【請求項1】
乗員室のフロア部における車体構造であって、乗員室のフロア部内の両側方にそれぞれセンタートンネル(2)とサイドシルとの間でサイドメンバ(3)を備える車体構造において、
前記サイドメンバ(3)のそれぞれが、車両フロント部(4)からヒールプレート(5AB)にわたる足元空間全長において長手方向に延びており、
閉塞された中空サイドメンバとしての前記サイドメンバ(3)の下側が、フロアプレート(10AB)のサイドメンバ段状折曲部(9)によって形成され、前記サイドメンバ(3)の上側が、前記段状折曲部に接続された、サイドメンバ覆い部材(11SW)としてのサイドメンバ折曲部材によって形成される
ことを特徴とする車体構造。
【請求項2】
前記フロアプレート(10AB)が、アルミニウムフロアプレートであり、前記サイドメンバ覆い部材(11SW)が、熱成形鋼からなる鋼製サイドメンバ覆い部材であり、
リベット接続または中実パンチリベット接続(23、28)によって、重ね合わせ接続部(21、27)での接続が形成される
ことを特徴とする請求項1に記載の車体構造。
【請求項3】
前記サイドメンバ覆い部材(11SW)が、第1のサイドメンバ側面(13)および端部フランジ(14、15)を有するZ形に折り曲げられたサイドメンバ側部覆い部材(12SW)と、保護部材としての平坦な鋼製サイドメンバ上部覆い部材(16SW)と、の2つの長手方向部材からなり、鋼製の前記サイドメンバ側部覆い部材(12SW)と鋼製サイドメンバ上部覆い部材(16SW)が、重ね合わせ接続部において、抵抗スポット溶接接続(17)などの溶接によって端部フランジ(14)を介して接続されることを特徴とする請求項1または2に記載の車体構造。
【請求項4】
前記フロアプレート(10AB)が、第2のサイドメンバ側面(19)およびサイドメンバ底面(20)を有する段状サイドメンバアルミニウム板(18AB)を含む、複数の部材から形成され、前記段状サイドメンバアルミニウム板(18AB)の端部のそれぞれが、これに連なるフロア側方部アルミニウム板(22AB)およびフロア中央部アルミニウム板(25AB)と、前記鋼製サイドメンバ覆い部材(11SW)の端部と共に、重ね合わせ接続部(21、27)を形成し、前記重ね合わせ接続部(21、27)のそれぞれにおいてリベットによって接続が形成され、鋼製サイドメンバ覆い部材(11SW)の各端部が、アルミニウム板の端部の間にはさまれていることを特徴とする請求項1から3のいずれか一項に記載の車体構造。
【請求項5】
濡れ領域に位置する接続が、対応する重ね合わせ接続部(21、27)において、接着と共に中実パンチリベット接続(23、28)を施すことによって、またはさらに封止材料のオーバーモールドを追加した接続によって形成されることを特徴とする請求項4に記載の車体構造。
【請求項6】
中空の前記サイドメンバ(3)の断面が、前方領域では比較的大きな正方形状をしており、長手方向の後方に向かうにつれて高さが連続的に減少し、後方領域での断面は偏平な長方形となっていることを特徴とする請求項1から5のいずれか一項に記載の車体構造。
【請求項7】
前記サイドメンバ覆い部材(11SW)の厚みが、所要の剛性に応じて、長手方向にわたって変化していることを特徴とする請求項1から6のいずれか一項に記載の車体構造。
【請求項8】
1つまたは複数の部材からなるフロアプレート(10AB)と、1部材または2部材からなるサイドメンバ覆い部材(11SW)とが、少なくとも部分的に、複合部材かつ事前組立てモジュールとして製造され、最終組立て時に組み付けられることを特徴とする請求項1から7のいずれか一項に記載の車体構造用の製造方法。
【図1】


【図2】
【図3】

【図2】
【図3】
【公表番号】特表2013−505158(P2013−505158A)
【公表日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−529162(P2012−529162)
【出願日】平成22年9月17日(2010.9.17)
【国際出願番号】PCT/EP2010/005716
【国際公開番号】WO2011/032715
【国際公開日】平成23年3月24日(2011.3.24)
【出願人】(591006586)アウディ アクチェンゲゼルシャフト (34)
【氏名又は名称原語表記】AUDI AG
【住所又は居所原語表記】D−85045 Ingolstadt,Germany
【Fターム(参考)】
【公表日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成22年9月17日(2010.9.17)
【国際出願番号】PCT/EP2010/005716
【国際公開番号】WO2011/032715
【国際公開日】平成23年3月24日(2011.3.24)
【出願人】(591006586)アウディ アクチェンゲゼルシャフト (34)
【氏名又は名称原語表記】AUDI AG
【住所又は居所原語表記】D−85045 Ingolstadt,Germany
【Fターム(参考)】
[ Back to top ]