
貼着性積層体およびその製造方法
【課題】被着体の表面が曲面である場合にも容易に追従させて貼着でき、被着体飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくい貼着性積層体およびその製造方法を提供する。
【解決手段】本発明の貼着性積層体は、第1の基材と、第1の基材の一方の面に順次積層された第1の貼着層、第2の基材、第2の貼着層とを有する貼着性積層体であって、第1の基材は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂から構成され、第2の基材は、作製時の流れ方向の引張強度が80〜300MPaであり、第1の貼着層は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層より高いことを特徴とする。
【解決手段】本発明の貼着性積層体は、第1の基材と、第1の基材の一方の面に順次積層された第1の貼着層、第2の基材、第2の貼着層とを有する貼着性積層体であって、第1の基材は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂から構成され、第2の基材は、作製時の流れ方向の引張強度が80〜300MPaであり、第1の貼着層は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層より高いことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、窓などの被着体に貼着される貼着性積層体およびその製造方法に関する。
【背景技術】
【0002】
建物のガラス窓などの被着体には、一方の面側から他方の面側の視認性を低下させて目隠し性を持たせるために、または、装飾性を向上させるために、表面にエンボス加工が施された貼着性積層体や、印刷層が設けられた貼着性積層体を貼着することがある。
貼着性積層体としては、被着体の表面が曲面になっていることがあるため、曲面にも容易に追従させて貼着できるものが使用される。例えば、特許文献1には、貼着性積層体として、軟質ポリ塩化ビニル製フィルムの一方の面に粘着剤層が設けられ、他方の面に凹凸が形成されたものが提案されている。
【特許文献1】特開平9−221641号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
近年、防災の観点から、被着体に貼着される貼着性積層体には、被着体が割れた際の被着体飛散防止機能も要求されている。しかしながら、特許文献1に記載の貼着性積層体では、曲面に容易に追従させて貼着できる軟質ポリ塩化ビニル製フィルムを用いた結果、被着体飛散防止性が低くなることがあった。
また、貼着性積層体は、貼り直しのために被着体から再剥離することがあるが、特許文献1に記載の貼着性積層体は再剥離の際に破れてしまって使用不可能になることがあった。さらに、貼着性積層体としては、再剥離の際に、貼着性積層体の一部が被着体に残ることなく剥離するものが求められている。
【0004】
本発明は、前記事情を鑑みてなされたものであり、被着体の表面が曲面である場合にも容易に追従させて貼着でき、被着体飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくい貼着性積層体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、特許文献1に記載の貼着性積層体は、全体の引張強度が低いため、ガラス飛散防止性が低く、再剥離時等で破れ易いことを見出した。そして、その知見に基づいてさらに検討して、被着体の表面が曲面である場合にも容易に追従させて貼着できるにもかかわらず、引張強度が高い以下の[1]〜[7]の貼着性積層体および[8],[9]の貼着性積層体の製造方法を発明した。
[1] 第1の基材と、第1の基材の一方の面に順次積層された第1の貼着層、第2の基材、第2の貼着層とを有する貼着性積層体であって、
第1の基材は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂から構成され、
第2の基材は、作製時の流れ方向の引張強度が80〜300MPaであり、
第1の貼着層は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層より高いことを特徴とする貼着性積層体。
[2] 第2の貼着層が再剥離性を有する[1]に記載の貼着性積層体。
[3] 第2の基材が、ポリエチレンテレフタレートまたはポリプロピレンからなるフィルムである[1]または[2]に記載の貼着性積層体。
[4] 第1の基材は、作製時の流れ方向の引張強度が10〜70MPaである[1]〜[3]のいずれかに記載の貼着性積層体。
[5] 第1の基材における第1の貼着層と反対側の面にマット化処理が施されている[1]〜[4]のいずれかに記載の貼着性積層体。
[6] 第2の貼着層における第2の基材と反対側の面に剥離シートが積層されている[1]〜[5]のいずれかに記載の貼着性積層体。
[7] 第1の基材または第2の基材に印刷層が設けられている[1]〜[6]のいずれかに記載の貼着性積層体。
[8] [6]に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層し、第2の基材の他方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層することを特徴とする貼着性積層体の製造方法。
[9] [6]に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層し、第2の基材の他方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層することを特徴とする貼着性積層体の製造方法。
【発明の効果】
【0006】
本発明の貼着性積層体は、被着体の表面が曲面である場合にも容易に追従させて貼着できる。その上、引張強度が高いため、被着体飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくい。
本発明の貼着性積層体の製造方法によれば、被着体の表面が曲面である場合にも容易に追従させて貼着できる上に、引張強度が高い貼着性積層体を製造できる。さらに、貼着性に優れた貼着性積層体を製造できる。
【発明を実施するための最良の形態】
【0007】
(貼着性積層体)
本発明の貼着性積層体の一実施形態について説明する。
図1に、本実施形態の貼着性積層体の断面図を示す。この貼着性積層体10は、第1の基材11と、第1の基材11の一方の面に順次積層された第1の貼着層12と、第2の基材13と、第2の貼着層14と、剥離シート15とを有するものである。
本実施形態では、第1の基材11を構成する樹脂、第2の基材13、第1の貼着層12、第2の貼着層14のいずれもが可視光に対して透明である。そのため、貼着性積層体10全体が可視光透過性を有しており、ガラス等の透明な被着体に貼着する用途に適したものである。なお、ここで、可視光に対して透明とは、貼着性積層体として50%以上の光線透過率(JIS K7361−1997)を有することを意味する。
【0008】
[第1の基材]
第1の基材11は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂からなるものである。第1の基材11が前記樹脂からなる貼着性積層体10は、被着体の表面が曲面である場合にも容易に追従させて貼着できるものである。
【0009】
ポリ塩化ビニル材料の中でも、貼着性積層体10を曲面に追従させて貼着するのがより容易になることから、軟質ポリ塩化ビニル材料が好ましい。
軟質ポリ塩化ビニル材料は、ポリ塩化ビニルおよび可塑剤を含有するものである。可塑剤の含有量は、ポリ塩化ビニル100質量部に対して好ましくは10〜200質量部、より好ましくは30〜100質量部である。軟質ポリ塩化ビニル材料の可塑剤含有量が10質量部以上であれば、貼着性積層体10を曲面に追従させて貼着するのがより容易になり、200質量部以下であれば、可塑剤のブリードによるべたつきを防止できる。
可塑剤としては、例えば、フタル酸エステル系可塑剤、トリメリット酸エステル系可塑剤、脂肪族ジカルボン酸エステル系可塑剤、脂肪族モノカルボン酸エステル系可塑剤、有機リン酸エステル系可塑剤、エポキシ系可塑剤等が挙げられる。これらの可塑剤は単独又は2種以上を混合して使用することができる。
【0010】
ポリオレフィン材料としては、低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレンにC3以上のαオレフィンを共重合したオレフィン系エラストマー、重合過程にメタロセン触媒を用いたメタロセン系ポリエチレン、メタロセン系ポリプロピレン、メタロセン系エラストマー、水添スチレン−ブタジエン共重合体ゴム(水添SBR)、水添スチレン−イソプレン−スチレンブロック共重合体(水添SIS)などのスチレン系熱可塑性エラストマー(TPS)を添加したポリプロピレン、気相法重合プロセス中にハードセグメントとしてのプロピレン(結晶性ポリオレフィン部)と多量のソフトセグメントとしてのゴム成分を導入した高ゴム含量ポリプロピレン(リアクターTPO)、CAP樹脂(アモルファスアルファポリオレフィンとポリプロピレンのブレンド)、エチレン−酢酸ビニル樹脂(EVA)、エチレン−メタクリル樹脂(EMMA)等が挙げられる。
これらの中でも、貼着性積層体10の光線透過率を高くできることから、低密度ポリエチレン、オレフィン系エラストマー、メタロセン系エラストマー、高ゴム含量ポリプロピレン(リアクターTPO)等が好ましい。
【0011】
共重合ポリエステル材料は、ハードセグメントになるジカルボン酸にソフトセグメントとしてジオール成分が共重合されたものであり、特に非晶性ポリエステル共重合体または非晶性ポリエステルコポリマーと呼ばれるものが好ましい。
非晶性ポリエステル共重合体は、具体的には、ハードセグメントのジカルボン酸成分として、例えばテレフタル酸あるいはその誘導体を用い、ソフトセグメントのジオール成分として、例えばエチレングルコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等の1種以上を用いたものが挙げられる。このような共重合ポリエステル材料は、多成分から構成されることで、分子鎖内の結晶化部位が減少したものである。
また、共重合ポリエステル材料は、分子鎖内の結晶化部位を減少させるために、ヒドロキシカルボン酸成分の共存下で共重合されたものであってもよい。
共重合ポリエステル材料の結晶化温度とガラス転移温度との差は60℃以下であることが好ましい。共重合ポリエステル材料の結晶化温度とガラス転移温度との差が60℃以下であれば、共重合ポリエステル材料を含む第1の基材11が柔軟になり、貼着性積層体10が、曲面にもより容易に追従させて貼着できるものになる。
【0012】
本実施形態では、第1の基材11の第1の貼着層と反対側の表面に、マット化処理の一種であるエンボス加工が施されている。
エンボスの模様は特に限定されず、例えば、梨地、絹目、布目、ホームスパン、波目、格子、市松、唐草等の模様、或いは、円形、三角形、四角形、多角形をはじめ、人形、犬形、猫形、鳥形、魚形、虫形、花形、草形、果実形、樹木形、星形等が挙げられる。
本実施形態のように、第1の基材11の表面にエンボス加工が施されていると、エンボスが形成された側から貼着性積層体10を見た際に、エンボスの凹凸により光が乱反射して半透明に見える。したがって、貼着性積層体10は、可視光透過性を確保しながら、エンボス形成面側から他方の面側の視認性を低下させたものであり、例えば、ガラス窓への目隠し性付与等の用途に適したものである。
【0013】
第1の基材11は、作製時の流れ方向の引張強度(JIS K7127−1999)が10〜70MPaのものが好ましく、20〜50MPaのものがより好ましい。第1の基材11の引張強度が10MPa以上であれば、貼着性積層体10全体の引張強度がより高くなり、70MPa以下であれば、貼着性積層体10を曲面に追従させて貼着するのがより容易になる。
本発明における作製時の流れ方向とは、第1の基材11(または第2の基材13)を連続的に成形する際のフィルムまたはシートの成形方向のことであり、縦方向、機械方向、MD(Machine Direction)とも呼ばれるものである。
なお、本発明における第1の基材11(または第2の基材13)は、一般的な樹脂フィルムやシートの成形方法により製造されたものである。成形方法の具体例としては、スクリュー型押出機に接続された単層または多層のTダイやIダイを用いて溶融樹脂をシート状に押し出した後、ロール等で冷却して連続した樹脂シートを得るキャスト成形方法、円形ダイを使用するインフレーション成形方法などが挙げられる。
また、上記成形方法で得た樹脂フィルムやシートは、引張強度を高めるために、さらに、ロール群の周速差を利用した縦延伸で1軸延伸する方法、1軸延伸後にテンターオーブンを使用した横延伸を組み合わせた2軸延伸方法や、テンターオーブンとリニアモーターの組み合わせによる同時2軸延伸方法などによって延伸されてもよい。
【0014】
また、第1の基材11は、引張弾性率が0.1〜40kg/mm2のものが好ましい。第1の基材11の引張弾性率が0.1kg/mm2以上であれば、貼着性積層体10を曲面に追従させて貼着するのがより容易になり、引張弾性率が40kg/mm2以下であれば、貼着性積層体10全体の引張強度がより高くなる。
【0015】
引張強度または引張弾性率を前記範囲にするためには、例えば、第1の基材11を構成する樹脂の質量平均分子量を適宜選択すればよい。質量平均分子量が高いものほど、引張強度が高くなり、引張弾性率が低くなる。
また、第1の基材11の厚みを適宜選択することによっても、引張強度または引張弾性率を前記範囲にでき、具体的には、第1の基材11を厚くすれば引張強度が高くなり、引張弾性率が低くなる。
【0016】
第1の基材11の厚さは20〜1,000μmであることが好ましく、25〜500μmであることがより好ましく、30〜300μmであることが特に好ましい。第1の基材11の厚さが20μm以上であれば、引張強度がより高くなり、1,000μm以下であれば、貼着性積層体10を曲面に追従させて貼着することがより容易になる。
【0017】
[第1の貼着層]
第1の貼着層12は、接着剤または粘着剤などの貼着剤から構成された層である。ここで、接着剤とは、貼着後に硬化させることにより粘着性を失うものであり、粘着剤とは、貼着後もある程度の粘着性を維持するものである。
接着剤としては、天然ゴム系、合成ゴム系、アクリル系、酢酸ビニル系、シアノアクリレート系、シリコーン系、ウレタン系の各種接着剤が挙げられる。これらは、溶剤系、無溶剤系、一液系、二液系、紫外線硬化型など各種のものが使用できる。また、接着剤として、スチレン系ブロック共重合体、エチレン−酢酸ビニル共重合体などの各種ホットメルト接着剤なども使用できる。これらは、第1の基材と第2の基材を貼着する際に適用する方法に応じて適宜選択することが好ましい。
粘着剤としては、例えば、ゴム系、アクリル系、ウレタン系、ビニルエーテル系の粘着剤が挙げられる。アクリル系粘着剤としては、エマルジョン型、溶剤型、ホットメルト型等があり、本発明においては、いずれの型のものも使用できる。これらの中でも、安全面、品質面、コスト面からエマルジョン型アクリル系粘着剤が好ましい。
粘着剤を使用する場合には粘着付与剤を添加してもよい。粘着付与剤としては、ロジン系樹脂、テルペン系樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、水添石油樹脂、スチレン系樹脂、アルキルフェノール樹脂等が挙げられる。
【0018】
第1の貼着層12は、厚さが1〜15μmであることが好ましく、2〜8μmであることがより好ましい。第1の貼着層12の厚さが1μm以上であれば、第1の貼着層12の貼着力がより高くなり、被着体から剥離した際に貼着性積層体10の一部が被着体に残ることをより防止できる。第1の貼着層12の厚さが15μm以下であれば、必要以上に貼着剤を使用しなくてよいため、経済的である。
【0019】
第1の貼着層12は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層14より高いものである。
第1の貼着層12の貼着力を第2の貼着層14の貼着力より強くする方法としては、第2の貼着層14を粘着剤で構成し、かつ、第1の貼着層12を接着剤で構成する方法、第2の貼着層14を再剥離性粘着剤で構成し、かつ、第1の貼着層12を強粘着剤で構成する方法、第2の貼着層14と第1の貼着層12とで同様の粘着剤を用い、かつ、第2の貼着層14の表面のみに凹凸を形成する方法などが挙げられる。
【0020】
[第2の基材]
第2の基材13は、作製時の流れ方向の引張強度(JIS K7127−1999)が80〜300MPa、好ましくは100〜250MPaのものである。引張強度が80MPa以上であれば、貼着性積層体10全体の引張強度を高くできる。一方、第2の基材13の引張強度が300MPa以下であれば、貼着性積層体10を曲面に貼着することがより容易になる。
第2の基材13の引張強度についても、第1の基材11と同様に、第2の基材13を構成する樹脂の質量平均分子量や厚さによって適宜調整できる。
【0021】
第2の基材13の材質としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレン、ポリプロピレン、ポリスチレン、ポリカーボネート、ポリアミド、ポリイミド、ポリビニルアルコール、ポリ(エチレンビニルアルコール)、ポリ塩化ビニリデン、アクリル樹脂、ポリアセテート、ポリアクリロニトリル、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリアリレート、ポリフェニレンサルファイド、ポリエーテルイミド、ポリサルフォンなどの樹脂が挙げられる。中でも、コストの点から、ポリエチレンテレフタレートまたはポリプロピレンのフィルムが好ましい。
【0022】
第2の基材13の厚さは5〜100μmであることが好ましく、10〜60μmであることがより好ましく、15〜40μmであることが特に好ましい。第2の基材13の厚さが5μm以上であれば、貼着性積層体10の引張強度をより高くすることができ、100μm以下であれば、貼着性積層体10が薄くなるため、取り扱い性が高くなる。
【0023】
[第2の貼着層]
第2の貼着層14を構成する貼着剤としては、第1の貼着層12と同じものを使用することができる。ただし、第2の貼着層14は、被着体から剥離する際の作業性がより高くなることから、再剥離性を有することが好ましい。第2の貼着層14に再剥離性を持たせる方法としては、例えば、第2の貼着層14を設ける貼着剤として再剥離性粘着剤を用いる方法、第2の貼着層14における剥離シート15側表面に凹凸を形成して接触面積を小さくする方法などが挙げられる。
【0024】
第2の貼着層14のJIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力は、100〜2,000g/25mmであることが好ましく、200〜1,000g/25mmであることがより好ましく、300〜500g/25mmであることが特に好ましい。第2の貼着層14の貼着力が100g/25mm以上であれば、貼着性積層体10を被着体に確実に貼着でき、2,000g/25mm以下であれば、貼着性積層体10の再剥離性を高めることができる。
第2の貼着層14の貼着力を調整するためには、例えば、厚みを調整すればよい。第2の貼着層14が厚くなれば、貼着力を高くできる。
【0025】
第2の貼着層14の厚さは10〜100μmであることが好ましく、15〜75μmであることがより好ましく、20〜50μmであることが特に好ましい。第2の貼着層14の厚さが10μm以上であれば、充分な貼着力を確保することができ、100μm以下であれば、必要以上の厚みになっていないため経済的である。
【0026】
[剥離シート]
剥離シート15としては、例えば、剥離シート基材に剥離剤が塗工されて剥離面が形成されたものが挙げられる。ここで、剥離シート基材としては、天然紙であってもよいし、プラスチックフィルムであってもよい。天然紙としては、例えば、グラシン紙、上質紙、コーテッド紙、クレーコート紙、クラフト紙などが挙げられ、プラスチックフィルムとしては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリアミドなどのフィルムが挙げられる。また、剥離シート基材として、プラスチックを紙の一方の面または両面にラミネートしたラミネート紙、金属箔、または金属箔と紙、プラスチックフィルムとの貼り合わせ品等を用いることもできる。
また、剥離面を形成する剥離剤としては、例えば、シリコーン樹脂、フッ素樹脂、アミノアルキド樹脂、ポリエステル等が挙げられ、中でも、剥離性に優れることから、シリコーン樹脂が好ましい。これら剥離剤は、エマルジョンや溶剤型または無溶剤型として使用される。
【0027】
また、剥離シート15としては、多数の貫通孔を有するものを用いることができる。多数の貫通孔を有する剥離シート15を用いれば、第2の貼着層14の表面に凹凸を形成できるため、第2の貼着層14に再剥離性を容易に持たせることができる。
【0028】
剥離シート15は、厚さが20〜500μmであることが好ましく、30〜300μmであることが好ましく、40〜150μmであることが特に好ましい。剥離シート15の厚さが20μm以上であれば、第2の貼着層14をより容易に剥離でき、500μm以下であれば、必要以上に厚くしなくてもよいから経済的である。
【0029】
貼着性積層体10は、剥離シート15を剥離し、第2の貼着層14を露出させ、第2の貼着層14を被着体に貼着することにより使用される。被着体としては、例えば、自動車や列車、建物の樹脂製またはガラス製の窓などの透明な被着体、外壁、内壁などの不透明な被着体などが挙げられる。
【0030】
以上説明した貼着性積層体10は、特定の引張強度を有する第2の基材13を有しているため、第1の基材11として、曲面にも容易に追従するポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群から選ばれる1種以上の樹脂を用いているにもかかわらず、引張強度が高い。したがって、貼着性積層体10が貼着された被着体が割れても、それと共に貼着性積層体10が破れることが防止されて、被着体飛散防止性が高くなっている。また、貼着性積層体10を被着体に一旦貼着した後、貼り直しする場合に、被着体から剥離しても、貼着性積層体10が破れにくくなっている。
その上、貼着性積層体10では、第1の貼着層12の貼着力が第2の貼着層14の貼着力より強いため、貼着性積層体10を被着体に一旦貼着した後、再剥離する際に、第1の基材11と第2の基材13との間での剥離を防止でき、被着体と第2の貼着層14との間で確実に剥離できる。したがって、再剥離の際に、貼着性積層体10の一部が被着体に残ることなく剥離することができる。
【0031】
(貼着性積層体の製造方法)
次に、本発明の貼着性積層体の製造方法の一実施形態について説明する。
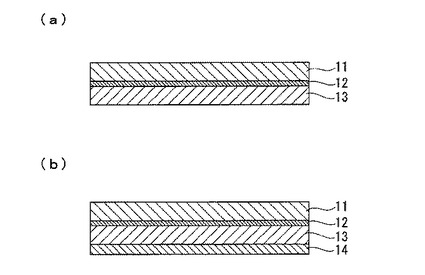
本実施形態の製造方法では、まず、図2(a)に示すように、第2の基材13の一方の面に第1の貼着層12を設け、その第1の貼着層12に第1の基材11を積層する。これにより、第1の基材11と第2の基材13とを貼合する。
【0032】
第1の貼着層12を設ける方法としては、例えば、貼着剤を含む塗工液を第2の基材13の一方の面に塗布し、乾燥する方法などが挙げられる。塗工液の塗布方法としては、例えば、ロールコート、ナイフコート、バーコート、ダイコート、コンマコート、リップコート、リバースグラビヤコート、バリオグラビヤコート、カーテンコート、スクリーン印刷等が挙げられる。
【0033】
第1の基材11と第2の基材13とを、第1の貼着層12を介して貼合する方法としては、例えば、ドライラミネート法、ウェットラミネート法、プリントラミネート法、コールドラミネート法、熱プレスラミネート法、ホットメルトラミネート法、エクストルージョンラミネート法などを適用することができる。
貼合する際、第1の基材11および第2の基材13は平板状であってもよいし、ウェブ状であってもよい。
【0034】
次いで、図2(b)に示すように、第2の基材13の他方の面に第2の貼着層14を設け、その第2の貼着層14に剥離シート15を積層して、表面が平滑なシートを得る。
第2の貼着層14を設ける方法としては、第1の貼着層12を設ける方法と同様の方法が挙げられる。
【0035】
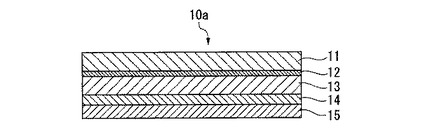
そして、目隠し性を持たせるために、図3に示すように、周面にエンボスが形成されたエンボスロール20に、表面が平滑なシート10aを、第1の基材11の表面がエンボスロール20の周面に接するように供給してマット化処理する。エンボスロール20の周面に第1の基材11の表面を接触させることにより、エンボスを形成して、図1に示す貼着性積層体10を得る。
【0036】
本実施形態の製造方法では、第1の基材11に上記特定の樹脂を用いるため、被着体の表面が曲面である場合にも容易に追従させて貼着できる貼着性積層体10を製造できる。
また、本実施形態の製造方法では、第1の基材11に、第1の貼着層12を介して特定の引張強度の第2の基材13を貼合するため、得られる貼着性積層体10の引張強度を高くできる。したがって、上記製造方法によれば、被着体飛散防止性に優れ、また、再剥離時に破れにくく、被着体に残りにくい貼着性積層体を得ることができる。
さらに、本実施形態の製造方法では、第1の基材11と第2の基材13とを貼合した後に第2の貼着層14を設けるため、第2の貼着層14にかかる熱履歴を少なくすることができる。したがって、第2の貼着層14の劣化を抑えることができ、貼着性積層体10の被着体への貼着性を向上させることができる。
【0037】
なお、本発明は上述した実施形態に限定されない。上述した実施形態では、第1の基材11の表面にエンボス加工が施されて、貼着性積層体10に目隠し性を持たせていたが、他のマット化処理を適用してもよい。他のマット化処理としては、例えば、サンドブラスト処理、ウォーターブラスト処理、シワ付揉加工、クレープ加工、プリーツ加工、フロッキー加工、薬品処理、電子線照射などが挙げられる。マット化処理としては、簡便にマット調にできることから、エンボス加工とサンドブラスト処理が好ましい。
さらに、本発明では、第1の基材11の表面をマット化処理せず、光沢調のものであってもよい。
【0038】
また、貼着性積層体10は、第1の基材11または第2の基材13に印刷層が設けられたものでもよい。印刷層としては、例えば、印刷インキにより絵柄、模様、文字、写真等が印刷された層が挙げられる。印刷層によっても目隠し性または装飾性を持たせることができる。
印刷層を設けるための印刷方法としては、インクジェット方式、熱転写方式、感熱記録方式、レーザー記録方式、電子写真方式、凸版印刷方式、グラビア印刷方式、フレキソ印刷方式、溶剤型オフセット印刷方式、紫外線硬化型オフセット印刷方式、シルクスクリーン印刷方式などが挙げられる。
【0039】
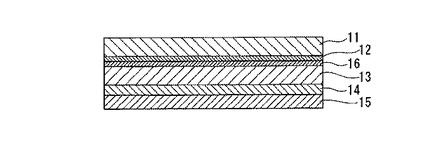
第1の基材11が軟質ポリ塩化ビニル材料からなる場合に印刷層を設ける際には、図4に示すように、印刷層16を第2の基材13の表面に設けることが好ましい。軟質ポリ塩化ビニル材料は印刷適性が低いため、第1の基材11の表面に印刷層16を設けようとすると、特殊な印刷方法を適用しなければならず、生産性が低下することがある。しかし、第2の基材13の表面に印刷層16を設ければ、特殊な印刷方法を適用しなくてもよく、生産性が高い。
【0040】
また、貼着性積層体10は、第1の基材11または第2の基材13にアルミニウム蒸着膜が設けられたものでもよい。アルミニウム蒸着膜としては、例えば、アルミニウムを高真空状態で電子ビームや高周波誘導などによって加熱蒸発させ、その蒸気をフィルム表面に付着させたものが挙げられる。
【0041】
また、貼着性積層体10は、第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が顔料や染料などにより着色されたものでもよい。
【0042】
さらに、貼着性積層体10は、目隠しや装飾等の目的に応じて、第1の基材11の表面にエンボス加工が施されること、第1の基材11または第2の基材13に印刷層が設けられること、第1の基材11または第2の基材13にアルミニウム蒸着膜が設けられること、第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が着色されることのうち、2つ以上が併用されてもよい。
【0043】
上述した実施形態では、第1の基材11を構成する樹脂、第2の基材13、第1の貼着層12、第2の貼着層14のいずれもが可視光に対して透明であったが、第1の基材11を構成する樹脂、第2の基材13、第1の貼着層12、第2の貼着層14の1つ以上が不透明であってもよい。
【0044】
また、本発明では、第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が、紫外線吸収機能を有してもよい。第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が、紫外線吸収機能を有していれば、例えば、窓の屋内側に貼着性積層体10を貼着した場合には、屋内に入り込む紫外線量を減少させることができる。
貼着層に紫外線吸収剤を添加して紫外線吸収機能を持たせると、貼着層の貼着力が低下するおそれがあるため、紫外線吸収機能を持たせる場合には、第1の基材11および第2の基材13の一方または両方に紫外線吸収剤が含まれることが好ましい。
【0045】
本発明の貼着性積層体は、上述した実施形態の製造方法以外の製造方法でも製造できる。例えば、第2の基材13に第2の貼着層14を設けた後に第1の基材11と第2の基材13とを第1の貼着層12を介して貼合する方法が適用できる。この方法では、第1の基材11、第1の貼着層12への負荷を少なくすることができる。また、第1の基材11と第2の基材13の貼着後に熱や応力が加わる訳ではないので、貼着性積層体10のたわみやカールの発生を防止することができる。
【実施例】
【0046】
以下、本発明を実施例により説明する。なお、以下の例における引張強度とは、作製時の流れ方向の引張強度のことである。
【0047】
(第1の基材)
第1の基材として、下記の第1の基材(A−1)〜(A−4)を用意した。
[第1の基材(A−1)]
ポリ塩化ビニルと可塑剤成分24質量%とを含む軟質ポリ塩化ビニル材料よりなるフィルム(厚さ100μm、引張強度25MPa)にサンドブラスト処理を施して、フィルムの片面に凹凸を付与したポリ塩化ビニル樹脂フィルムを製造した。このポリ塩化ビニル樹脂フィルムを第1の基材(A−1)として用いた。
このものはロール形態のものと、断裁して平版形態としたものの2種類を用意した。
【0048】
[第1の基材(A−2)]
ポリプロピレンとエチレン−プロピレンゴムを含むオレフィン系熱可塑性エラストマー(商品名:ゼラス#7053、DSC融解ピーク温度165℃、三菱化学(株)製)を主原料とし、Tダイを用いて押出成形したフィルム(厚さ100μm、引張強度32MPa)を作製し、そのフィルムにエンボスロールによりエンボス処理を施して、フィルムの片面に凹凸を付与したオレフィン系樹脂フィルムを得た。このオレフィン系樹脂フィルムを第1の基材(A−2)として用いた。
【0049】
[第1の基材(A−3)]
非晶性ポリエステルであるPET−Gを用いた、非晶性PETコポリマーフィルム(商品名:ディアフィクスCHI、厚さ100μm、引張強度45MPa、三菱樹脂(株)製)にエンボスロールを用いてエンボス処理を施して、フィルムの片面に凹凸を付与したポリエステル系樹脂フィルムを得た。このポリエステル系樹脂フィルムを第1の基材(A−3)として用いた。
【0050】
[第1の基材(A−4)]
ポリエチレンテレフタレートフィルム(商品名:ルミラーS10、厚さ75μm、引張強度217MPa、東レ(株)製)を第1の基材(A−4)として用いた。
【0051】
(第2の基材)
第2の基材として、下記の第2の基材(B−1)〜(B−4)を用意した。
[第2の基材(B−1)]
ポリエチレンテレフタレートフィルム(商品名:ルミラーS10、厚さ25μm、引張強度229MPa、東レ(株)製)を第2の基材(B−1)として用いた。
【0052】
[第2の基材(B−2)]
片面に第1の貼着層となるエチレン−酢酸ビニル系接着剤からなるヒートシール層を有する二軸延伸ポリプロピレンフィルム(商品名:太閤FO(FOH)、厚さ40μm、引張強度140MPa、二村化学工業(株)製)を用意し、そのヒートシール面とは反対側の面にグラビア印刷によるステンドグラス調の意匠を施した。その印刷したフィルムを第2の基材(B−2)として用いた。
【0053】
[第2の基材(B−3)]
パラ系アラミドフィルム(商品名:ミクトロン、厚さ12μm、引張強度460MPa、東レ(株)製)を第2の基材(B−3)として用いた。
【0054】
[第2の基材(B−4)]
非晶性ポリエステルであるPET−Gを用いた、非晶性PETコポリマーフィルム(商品名:ディアフィクスCHI、厚さ100μm、引張強度45MPa、三菱樹脂(株)製)を第2の基材(B−4)として用いた。
【0055】
(剥離シート)
剥離シートとして、下記剥離シート(C−1)〜(C−2)を用意した。
[剥離シート(C−1)]
厚さ60μmの延伸ポリプロピレンフィルム(商品名:トレファン2535#60、光線透過率(JIS K6714):92%、東レ(株)製)に熱針穿孔法により貫通穿孔処理を施した。この穿孔によって穿孔部が形成され、穿孔部の近傍のフィルムは片面側にて捲れ上がる。そして、フィルムが捲れ上がった面にシリコーン処理を施して、剥離シート(C−1)を得た。
この剥離シート(C−1)において、穿孔部の孔径は400μm、孔数は60個/cm2であり、穿孔部の深さは120μmであった。また、この剥離シート(C−1)では、穿孔部近傍の捲れ上がりの上にシリコーン処理が施された結果、凸部が形成され、その凸部の高さは60μmであった。
【0056】
[剥離シート(C−2)]
シリコーン処理を施したグラシン紙(商品名:G7B、王子タック(株)製)を剥離シート(C−2)として用いた。
【0057】
(貼着性積層体の製造方法)
[実施例1]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムの片面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、この第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)のシリコーン処理が施された側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体の第2の基材側の表面に、接着剤(商品名:TM265、東洋モートン(株)製)を乾燥後固形分が4g/m2(厚さ約4μm)となるようにグラビアコーターで塗布、乾燥して、第1の貼着層を積層した。次いで、この第1の貼着層に第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムを、サンドブラスト処理が施されていない側の面に上記第1の貼着層が接するように(処理したマット面が外面となるように)積層した。そして、圧着ロールを用いて圧着して(ドライラミネートして)、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは270μmであった。
【0058】
[実施例2]
第2の基材(B−2)である二軸延伸ポリプロピレンフィルムのヒートシール層とは反対側の面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)を、シリコーン処理が施された側の面を貼り合わせ、巻き取って、第1の貼着層(ヒートシール層)/第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体のヒートシール層側の表面と、第1の基材(A−2)であるオレフィン系樹脂フィルムのエンボス処理が施されていない側の面とが接するように、加熱された圧着ロール間に導入して両者を熱圧着(熱ラミネーション)して、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは280μmであった。
【0059】
[実施例3]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムに、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)を、シリコーン処理が施された側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体の第2の基材側の表面に、アクリル系エマルジョン系接着剤(商品名:TGW−3991−1、東洋モートン(株)製)を乾燥後固形分が4g/m2(厚さ約4μm)となるようにグラビアコーターで塗布、乾燥して、第1の貼着層を形成した。次いで、この第1の貼着層に第1の基材(A−1)である平版形態のポリ塩化ビニル樹脂フィルムを、サンドブラスト処理が施されていない側の面に上記第1の貼着層が接するように積層した。そして、圧着ロールを用いてプリントラミネーション法にて貼着し、平版に断裁して第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは270μmであった。
【0060】
[実施例4]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムに、東洋モートン(株)のポリウレタン系アンカーコート剤「BLS−2080A」と「BLS−2080B」を混合した接着剤を4g/m2(固形分の割合)、コンマコーターで塗工し、乾燥して第1の貼着層を形成した。
次いで、この第1の貼着層に第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムを、サンドブラスト処理が施されていない側の面に上記第1の貼着層が接するように積層した。そして、圧着ロ−ルを用いて圧着して(ドライラミネート)して、第1の基材/第1の貼着層/第2の基材からなる積層体を得た。
この積層体の第2の基材(PET)側の表面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次いで、この第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)のシリコーン処理が施された側の面を貼り合わせ、巻き取って、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは270μmであった。
【0061】
[実施例5]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムに、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次いで、第2の基材の片面に設けられた第2の貼着層に、剥離シートのシリコーン処理が施された側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この剥離シート付き積層体の第2の基材(PET)の面に、二液溶剤系アクリル系強粘着剤(商品名:オリバインBPS5513、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで直接塗工し、乾燥して第1の貼着層を形成した。
その後、剥離シート(C−2)であるグラシン紙のシリコーン処理が施された側の面に、剥離シート付き積層体の第1の貼着層に積層し、巻き取って、一旦、グラシン紙よりなる剥離シート/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる両面貼着シートを得た。
上記で得た両面貼着シートをラミネーターの巻き出し側に取り付け、グラシン紙よりなる剥離シートを剥がし、圧着ロールを用いたコールドラミネーション法により、第1の貼着層に、第1の基材(A−3)であるポリエステル系樹脂フィルムのエンボス処理が施されていない側の面を貼り合わせて、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは300μmであった。
【0062】
[比較例1]
第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムに、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで直接塗工し、乾燥して第2の貼着層を形成した。
次に、この第1の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)のシリコーン処理が施された側の面を貼り合わせ、巻き取って、第1の基材/第2の貼着層/剥離シートからなる剥離シート付きフィルムを得た。
この剥離シート付きフィルムは、本発明の貼着性積層体の第2の基材と第1の貼着層を省いたものであり、粘着剤に含有される溶剤分によって第1の基材であるポリ塩化ビニル樹脂フィルムが膨潤したため、ボコつきを生じ、外観の良くないものであった。
【0063】
[比較例2]
第1の基材として第1の基材(A−3)である非晶性PETコポリマーフィルムを用い、第2の基材として第2の基材(B−4)である非晶性PETコポリマーフィルムを用いたこと以外は、実施例1と同じ方法により貼着性積層体を得た。
この貼着性積層体は非晶性PETコポリマーフィルムに溶剤系粘着剤を塗工したとき、粘着剤に含有される溶剤によって樹脂の非晶部が膨潤したため、ボコつきを生じ、外観の良くないものであった。
【0064】
[比較例3]
第2の基材として第2の基材(B−3)であるアラミドフィルムを用いた以外は、実施例1と同じ方法により貼着性積層体を得た。
【0065】
[比較例4]
第1の基材として第1の基材(A−4)であるポリエチレンテレフタレートフィルムを用いた以外は、実施例1と同じ方法により貼着性積層体を得た。
【0066】
[比較例5]
第2の基材(A−1)であるポリエチレンテレフタレートフィルムに、二液溶剤系アクリル系強粘着剤(商品名:オリバインBPS5513、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、この第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−2)であるグラシン紙のシリコーン処理が施されていない側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体の第2の基材側の表面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで直接塗工し、乾燥して、第1の貼着層を形成した。
次いで、第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムのサンドブラスト処理が施されていない側の面に、上記第1の貼着層が接するように(処理したマット面が外面となるように)圧着ロ−ルを用いて圧着して(ドライラミネーション)して、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。
【0067】
(評価)
上記の実施例及び比較例で製造した貼着性積層体、剥離シート付きフィルムについて、以下の方法で評価を行った。その結果を表1、表2に示す。
(1)追従性の評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、手作業にて曲面ガラスに貼着した際の追従性を以下の基準により評価した。
○:外観にシワやタルミを生じず、均一に貼着できた。
×:剛直な為作業しづらく、周辺部にシワやタルミが生じ外観に不具合があった。
【0068】
(2)ガラス飛散防止性の評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、平面ガラス板に均一に貼り付けた後に、該ガラス板をハンマーで割り、その際のガラス飛散状況を以下の基準により評価した。
○:積層体は破断せず、ガラスの破片を保持した。
△:積層体の一部に裂けが生じ、不具合があった。
×:ガラスの破片により積層体またはシートも同様に破断し、細かく飛散した。
【0069】
(3)再剥離性の評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、平面ガラス板に均一に貼り付けた後に、基材の一部を手で持ち、引き剥がした際の積層体またはフィルムの状態を以下の基準により評価した。
○:手作業にて容易に積層体またはシートを剥がすことができ、再貼付もできた。
△:手作業では積層体を剥がす際に基材が伸びまたは材破し、再貼付が困難であった。
×:剥離時に積層体が層間剥離(第1の貼着層が凝集破壊)し、再貼付が困難であった。
【0070】
(4)再剥離時の糊残りの評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、平面ガラス板に均一に貼り付けた後に、基材の一部を手で持ち、引き剥がした際の窓ガラスへの糊(第2の貼着層)の残り具合を以下の基準により目視評価した。
○:糊残りは認められなかった。
△:若干の糊残りが認められ、不具合があった。
×:糊残りした。
【0071】
【表1】

【0072】
【表2】
【0073】
引張強度が80〜300MPaの第2の基材を有する実施例1〜5の貼着性積層体は、被着体に対する追従性が高く、ガラス飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくかった。
第2の基材を有さない比較例1は、ガラス飛散防止性が低く、再剥離性も不充分で、しかも再剥離時に若干糊残りが認められた。
第2の基材の引張強度が80MPa未満である比較例2の貼着性積層体は、ガラス飛散防止性および再剥離性が不充分であった。
第2の基材の引張強度が300MPaを超える比較例3の貼着性積層体は、追従性が低かった。
第1の基材としてポリエチレンテレフタレートフィルムを用いた比較例4の貼着性積層体は、追従性が低かった。
第1の貼着層が第2の貼着層の貼着力より弱い比較例5の貼着性積層体は、再剥離性が低く、再剥離時に糊残りがかなりあった。
【図面の簡単な説明】
【0074】
【図1】本発明の貼着性積層体の一実施形態を示す断面図である。
【図2】本発明の貼着性積層体の製造方法の一実施形態を説明する図である。
【図3】本発明の貼着性積層体の製造方法の一実施形態を説明する図である。
【図4】本発明の貼着性積層体の他の実施形態を示す断面図である。
【符号の説明】
【0075】
10 貼着性積層体
11 第1の基材
12 第1の貼着層
13 第2の基材
14 第2の貼着層
15 剥離シート
16 印刷層
20 エンボスロール
【技術分野】
【0001】
本発明は、窓などの被着体に貼着される貼着性積層体およびその製造方法に関する。
【背景技術】
【0002】
建物のガラス窓などの被着体には、一方の面側から他方の面側の視認性を低下させて目隠し性を持たせるために、または、装飾性を向上させるために、表面にエンボス加工が施された貼着性積層体や、印刷層が設けられた貼着性積層体を貼着することがある。
貼着性積層体としては、被着体の表面が曲面になっていることがあるため、曲面にも容易に追従させて貼着できるものが使用される。例えば、特許文献1には、貼着性積層体として、軟質ポリ塩化ビニル製フィルムの一方の面に粘着剤層が設けられ、他方の面に凹凸が形成されたものが提案されている。
【特許文献1】特開平9−221641号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
近年、防災の観点から、被着体に貼着される貼着性積層体には、被着体が割れた際の被着体飛散防止機能も要求されている。しかしながら、特許文献1に記載の貼着性積層体では、曲面に容易に追従させて貼着できる軟質ポリ塩化ビニル製フィルムを用いた結果、被着体飛散防止性が低くなることがあった。
また、貼着性積層体は、貼り直しのために被着体から再剥離することがあるが、特許文献1に記載の貼着性積層体は再剥離の際に破れてしまって使用不可能になることがあった。さらに、貼着性積層体としては、再剥離の際に、貼着性積層体の一部が被着体に残ることなく剥離するものが求められている。
【0004】
本発明は、前記事情を鑑みてなされたものであり、被着体の表面が曲面である場合にも容易に追従させて貼着でき、被着体飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくい貼着性積層体およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、特許文献1に記載の貼着性積層体は、全体の引張強度が低いため、ガラス飛散防止性が低く、再剥離時等で破れ易いことを見出した。そして、その知見に基づいてさらに検討して、被着体の表面が曲面である場合にも容易に追従させて貼着できるにもかかわらず、引張強度が高い以下の[1]〜[7]の貼着性積層体および[8],[9]の貼着性積層体の製造方法を発明した。
[1] 第1の基材と、第1の基材の一方の面に順次積層された第1の貼着層、第2の基材、第2の貼着層とを有する貼着性積層体であって、
第1の基材は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂から構成され、
第2の基材は、作製時の流れ方向の引張強度が80〜300MPaであり、
第1の貼着層は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層より高いことを特徴とする貼着性積層体。
[2] 第2の貼着層が再剥離性を有する[1]に記載の貼着性積層体。
[3] 第2の基材が、ポリエチレンテレフタレートまたはポリプロピレンからなるフィルムである[1]または[2]に記載の貼着性積層体。
[4] 第1の基材は、作製時の流れ方向の引張強度が10〜70MPaである[1]〜[3]のいずれかに記載の貼着性積層体。
[5] 第1の基材における第1の貼着層と反対側の面にマット化処理が施されている[1]〜[4]のいずれかに記載の貼着性積層体。
[6] 第2の貼着層における第2の基材と反対側の面に剥離シートが積層されている[1]〜[5]のいずれかに記載の貼着性積層体。
[7] 第1の基材または第2の基材に印刷層が設けられている[1]〜[6]のいずれかに記載の貼着性積層体。
[8] [6]に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層し、第2の基材の他方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層することを特徴とする貼着性積層体の製造方法。
[9] [6]に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層し、第2の基材の他方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層することを特徴とする貼着性積層体の製造方法。
【発明の効果】
【0006】
本発明の貼着性積層体は、被着体の表面が曲面である場合にも容易に追従させて貼着できる。その上、引張強度が高いため、被着体飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくい。
本発明の貼着性積層体の製造方法によれば、被着体の表面が曲面である場合にも容易に追従させて貼着できる上に、引張強度が高い貼着性積層体を製造できる。さらに、貼着性に優れた貼着性積層体を製造できる。
【発明を実施するための最良の形態】
【0007】
(貼着性積層体)
本発明の貼着性積層体の一実施形態について説明する。
図1に、本実施形態の貼着性積層体の断面図を示す。この貼着性積層体10は、第1の基材11と、第1の基材11の一方の面に順次積層された第1の貼着層12と、第2の基材13と、第2の貼着層14と、剥離シート15とを有するものである。
本実施形態では、第1の基材11を構成する樹脂、第2の基材13、第1の貼着層12、第2の貼着層14のいずれもが可視光に対して透明である。そのため、貼着性積層体10全体が可視光透過性を有しており、ガラス等の透明な被着体に貼着する用途に適したものである。なお、ここで、可視光に対して透明とは、貼着性積層体として50%以上の光線透過率(JIS K7361−1997)を有することを意味する。
【0008】
[第1の基材]
第1の基材11は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂からなるものである。第1の基材11が前記樹脂からなる貼着性積層体10は、被着体の表面が曲面である場合にも容易に追従させて貼着できるものである。
【0009】
ポリ塩化ビニル材料の中でも、貼着性積層体10を曲面に追従させて貼着するのがより容易になることから、軟質ポリ塩化ビニル材料が好ましい。
軟質ポリ塩化ビニル材料は、ポリ塩化ビニルおよび可塑剤を含有するものである。可塑剤の含有量は、ポリ塩化ビニル100質量部に対して好ましくは10〜200質量部、より好ましくは30〜100質量部である。軟質ポリ塩化ビニル材料の可塑剤含有量が10質量部以上であれば、貼着性積層体10を曲面に追従させて貼着するのがより容易になり、200質量部以下であれば、可塑剤のブリードによるべたつきを防止できる。
可塑剤としては、例えば、フタル酸エステル系可塑剤、トリメリット酸エステル系可塑剤、脂肪族ジカルボン酸エステル系可塑剤、脂肪族モノカルボン酸エステル系可塑剤、有機リン酸エステル系可塑剤、エポキシ系可塑剤等が挙げられる。これらの可塑剤は単独又は2種以上を混合して使用することができる。
【0010】
ポリオレフィン材料としては、低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレンにC3以上のαオレフィンを共重合したオレフィン系エラストマー、重合過程にメタロセン触媒を用いたメタロセン系ポリエチレン、メタロセン系ポリプロピレン、メタロセン系エラストマー、水添スチレン−ブタジエン共重合体ゴム(水添SBR)、水添スチレン−イソプレン−スチレンブロック共重合体(水添SIS)などのスチレン系熱可塑性エラストマー(TPS)を添加したポリプロピレン、気相法重合プロセス中にハードセグメントとしてのプロピレン(結晶性ポリオレフィン部)と多量のソフトセグメントとしてのゴム成分を導入した高ゴム含量ポリプロピレン(リアクターTPO)、CAP樹脂(アモルファスアルファポリオレフィンとポリプロピレンのブレンド)、エチレン−酢酸ビニル樹脂(EVA)、エチレン−メタクリル樹脂(EMMA)等が挙げられる。
これらの中でも、貼着性積層体10の光線透過率を高くできることから、低密度ポリエチレン、オレフィン系エラストマー、メタロセン系エラストマー、高ゴム含量ポリプロピレン(リアクターTPO)等が好ましい。
【0011】
共重合ポリエステル材料は、ハードセグメントになるジカルボン酸にソフトセグメントとしてジオール成分が共重合されたものであり、特に非晶性ポリエステル共重合体または非晶性ポリエステルコポリマーと呼ばれるものが好ましい。
非晶性ポリエステル共重合体は、具体的には、ハードセグメントのジカルボン酸成分として、例えばテレフタル酸あるいはその誘導体を用い、ソフトセグメントのジオール成分として、例えばエチレングルコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等の1種以上を用いたものが挙げられる。このような共重合ポリエステル材料は、多成分から構成されることで、分子鎖内の結晶化部位が減少したものである。
また、共重合ポリエステル材料は、分子鎖内の結晶化部位を減少させるために、ヒドロキシカルボン酸成分の共存下で共重合されたものであってもよい。
共重合ポリエステル材料の結晶化温度とガラス転移温度との差は60℃以下であることが好ましい。共重合ポリエステル材料の結晶化温度とガラス転移温度との差が60℃以下であれば、共重合ポリエステル材料を含む第1の基材11が柔軟になり、貼着性積層体10が、曲面にもより容易に追従させて貼着できるものになる。
【0012】
本実施形態では、第1の基材11の第1の貼着層と反対側の表面に、マット化処理の一種であるエンボス加工が施されている。
エンボスの模様は特に限定されず、例えば、梨地、絹目、布目、ホームスパン、波目、格子、市松、唐草等の模様、或いは、円形、三角形、四角形、多角形をはじめ、人形、犬形、猫形、鳥形、魚形、虫形、花形、草形、果実形、樹木形、星形等が挙げられる。
本実施形態のように、第1の基材11の表面にエンボス加工が施されていると、エンボスが形成された側から貼着性積層体10を見た際に、エンボスの凹凸により光が乱反射して半透明に見える。したがって、貼着性積層体10は、可視光透過性を確保しながら、エンボス形成面側から他方の面側の視認性を低下させたものであり、例えば、ガラス窓への目隠し性付与等の用途に適したものである。
【0013】
第1の基材11は、作製時の流れ方向の引張強度(JIS K7127−1999)が10〜70MPaのものが好ましく、20〜50MPaのものがより好ましい。第1の基材11の引張強度が10MPa以上であれば、貼着性積層体10全体の引張強度がより高くなり、70MPa以下であれば、貼着性積層体10を曲面に追従させて貼着するのがより容易になる。
本発明における作製時の流れ方向とは、第1の基材11(または第2の基材13)を連続的に成形する際のフィルムまたはシートの成形方向のことであり、縦方向、機械方向、MD(Machine Direction)とも呼ばれるものである。
なお、本発明における第1の基材11(または第2の基材13)は、一般的な樹脂フィルムやシートの成形方法により製造されたものである。成形方法の具体例としては、スクリュー型押出機に接続された単層または多層のTダイやIダイを用いて溶融樹脂をシート状に押し出した後、ロール等で冷却して連続した樹脂シートを得るキャスト成形方法、円形ダイを使用するインフレーション成形方法などが挙げられる。
また、上記成形方法で得た樹脂フィルムやシートは、引張強度を高めるために、さらに、ロール群の周速差を利用した縦延伸で1軸延伸する方法、1軸延伸後にテンターオーブンを使用した横延伸を組み合わせた2軸延伸方法や、テンターオーブンとリニアモーターの組み合わせによる同時2軸延伸方法などによって延伸されてもよい。
【0014】
また、第1の基材11は、引張弾性率が0.1〜40kg/mm2のものが好ましい。第1の基材11の引張弾性率が0.1kg/mm2以上であれば、貼着性積層体10を曲面に追従させて貼着するのがより容易になり、引張弾性率が40kg/mm2以下であれば、貼着性積層体10全体の引張強度がより高くなる。
【0015】
引張強度または引張弾性率を前記範囲にするためには、例えば、第1の基材11を構成する樹脂の質量平均分子量を適宜選択すればよい。質量平均分子量が高いものほど、引張強度が高くなり、引張弾性率が低くなる。
また、第1の基材11の厚みを適宜選択することによっても、引張強度または引張弾性率を前記範囲にでき、具体的には、第1の基材11を厚くすれば引張強度が高くなり、引張弾性率が低くなる。
【0016】
第1の基材11の厚さは20〜1,000μmであることが好ましく、25〜500μmであることがより好ましく、30〜300μmであることが特に好ましい。第1の基材11の厚さが20μm以上であれば、引張強度がより高くなり、1,000μm以下であれば、貼着性積層体10を曲面に追従させて貼着することがより容易になる。
【0017】
[第1の貼着層]
第1の貼着層12は、接着剤または粘着剤などの貼着剤から構成された層である。ここで、接着剤とは、貼着後に硬化させることにより粘着性を失うものであり、粘着剤とは、貼着後もある程度の粘着性を維持するものである。
接着剤としては、天然ゴム系、合成ゴム系、アクリル系、酢酸ビニル系、シアノアクリレート系、シリコーン系、ウレタン系の各種接着剤が挙げられる。これらは、溶剤系、無溶剤系、一液系、二液系、紫外線硬化型など各種のものが使用できる。また、接着剤として、スチレン系ブロック共重合体、エチレン−酢酸ビニル共重合体などの各種ホットメルト接着剤なども使用できる。これらは、第1の基材と第2の基材を貼着する際に適用する方法に応じて適宜選択することが好ましい。
粘着剤としては、例えば、ゴム系、アクリル系、ウレタン系、ビニルエーテル系の粘着剤が挙げられる。アクリル系粘着剤としては、エマルジョン型、溶剤型、ホットメルト型等があり、本発明においては、いずれの型のものも使用できる。これらの中でも、安全面、品質面、コスト面からエマルジョン型アクリル系粘着剤が好ましい。
粘着剤を使用する場合には粘着付与剤を添加してもよい。粘着付与剤としては、ロジン系樹脂、テルペン系樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、水添石油樹脂、スチレン系樹脂、アルキルフェノール樹脂等が挙げられる。
【0018】
第1の貼着層12は、厚さが1〜15μmであることが好ましく、2〜8μmであることがより好ましい。第1の貼着層12の厚さが1μm以上であれば、第1の貼着層12の貼着力がより高くなり、被着体から剥離した際に貼着性積層体10の一部が被着体に残ることをより防止できる。第1の貼着層12の厚さが15μm以下であれば、必要以上に貼着剤を使用しなくてよいため、経済的である。
【0019】
第1の貼着層12は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層14より高いものである。
第1の貼着層12の貼着力を第2の貼着層14の貼着力より強くする方法としては、第2の貼着層14を粘着剤で構成し、かつ、第1の貼着層12を接着剤で構成する方法、第2の貼着層14を再剥離性粘着剤で構成し、かつ、第1の貼着層12を強粘着剤で構成する方法、第2の貼着層14と第1の貼着層12とで同様の粘着剤を用い、かつ、第2の貼着層14の表面のみに凹凸を形成する方法などが挙げられる。
【0020】
[第2の基材]
第2の基材13は、作製時の流れ方向の引張強度(JIS K7127−1999)が80〜300MPa、好ましくは100〜250MPaのものである。引張強度が80MPa以上であれば、貼着性積層体10全体の引張強度を高くできる。一方、第2の基材13の引張強度が300MPa以下であれば、貼着性積層体10を曲面に貼着することがより容易になる。
第2の基材13の引張強度についても、第1の基材11と同様に、第2の基材13を構成する樹脂の質量平均分子量や厚さによって適宜調整できる。
【0021】
第2の基材13の材質としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレン、ポリプロピレン、ポリスチレン、ポリカーボネート、ポリアミド、ポリイミド、ポリビニルアルコール、ポリ(エチレンビニルアルコール)、ポリ塩化ビニリデン、アクリル樹脂、ポリアセテート、ポリアクリロニトリル、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリアリレート、ポリフェニレンサルファイド、ポリエーテルイミド、ポリサルフォンなどの樹脂が挙げられる。中でも、コストの点から、ポリエチレンテレフタレートまたはポリプロピレンのフィルムが好ましい。
【0022】
第2の基材13の厚さは5〜100μmであることが好ましく、10〜60μmであることがより好ましく、15〜40μmであることが特に好ましい。第2の基材13の厚さが5μm以上であれば、貼着性積層体10の引張強度をより高くすることができ、100μm以下であれば、貼着性積層体10が薄くなるため、取り扱い性が高くなる。
【0023】
[第2の貼着層]
第2の貼着層14を構成する貼着剤としては、第1の貼着層12と同じものを使用することができる。ただし、第2の貼着層14は、被着体から剥離する際の作業性がより高くなることから、再剥離性を有することが好ましい。第2の貼着層14に再剥離性を持たせる方法としては、例えば、第2の貼着層14を設ける貼着剤として再剥離性粘着剤を用いる方法、第2の貼着層14における剥離シート15側表面に凹凸を形成して接触面積を小さくする方法などが挙げられる。
【0024】
第2の貼着層14のJIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力は、100〜2,000g/25mmであることが好ましく、200〜1,000g/25mmであることがより好ましく、300〜500g/25mmであることが特に好ましい。第2の貼着層14の貼着力が100g/25mm以上であれば、貼着性積層体10を被着体に確実に貼着でき、2,000g/25mm以下であれば、貼着性積層体10の再剥離性を高めることができる。
第2の貼着層14の貼着力を調整するためには、例えば、厚みを調整すればよい。第2の貼着層14が厚くなれば、貼着力を高くできる。
【0025】
第2の貼着層14の厚さは10〜100μmであることが好ましく、15〜75μmであることがより好ましく、20〜50μmであることが特に好ましい。第2の貼着層14の厚さが10μm以上であれば、充分な貼着力を確保することができ、100μm以下であれば、必要以上の厚みになっていないため経済的である。
【0026】
[剥離シート]
剥離シート15としては、例えば、剥離シート基材に剥離剤が塗工されて剥離面が形成されたものが挙げられる。ここで、剥離シート基材としては、天然紙であってもよいし、プラスチックフィルムであってもよい。天然紙としては、例えば、グラシン紙、上質紙、コーテッド紙、クレーコート紙、クラフト紙などが挙げられ、プラスチックフィルムとしては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリアミドなどのフィルムが挙げられる。また、剥離シート基材として、プラスチックを紙の一方の面または両面にラミネートしたラミネート紙、金属箔、または金属箔と紙、プラスチックフィルムとの貼り合わせ品等を用いることもできる。
また、剥離面を形成する剥離剤としては、例えば、シリコーン樹脂、フッ素樹脂、アミノアルキド樹脂、ポリエステル等が挙げられ、中でも、剥離性に優れることから、シリコーン樹脂が好ましい。これら剥離剤は、エマルジョンや溶剤型または無溶剤型として使用される。
【0027】
また、剥離シート15としては、多数の貫通孔を有するものを用いることができる。多数の貫通孔を有する剥離シート15を用いれば、第2の貼着層14の表面に凹凸を形成できるため、第2の貼着層14に再剥離性を容易に持たせることができる。
【0028】
剥離シート15は、厚さが20〜500μmであることが好ましく、30〜300μmであることが好ましく、40〜150μmであることが特に好ましい。剥離シート15の厚さが20μm以上であれば、第2の貼着層14をより容易に剥離でき、500μm以下であれば、必要以上に厚くしなくてもよいから経済的である。
【0029】
貼着性積層体10は、剥離シート15を剥離し、第2の貼着層14を露出させ、第2の貼着層14を被着体に貼着することにより使用される。被着体としては、例えば、自動車や列車、建物の樹脂製またはガラス製の窓などの透明な被着体、外壁、内壁などの不透明な被着体などが挙げられる。
【0030】
以上説明した貼着性積層体10は、特定の引張強度を有する第2の基材13を有しているため、第1の基材11として、曲面にも容易に追従するポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群から選ばれる1種以上の樹脂を用いているにもかかわらず、引張強度が高い。したがって、貼着性積層体10が貼着された被着体が割れても、それと共に貼着性積層体10が破れることが防止されて、被着体飛散防止性が高くなっている。また、貼着性積層体10を被着体に一旦貼着した後、貼り直しする場合に、被着体から剥離しても、貼着性積層体10が破れにくくなっている。
その上、貼着性積層体10では、第1の貼着層12の貼着力が第2の貼着層14の貼着力より強いため、貼着性積層体10を被着体に一旦貼着した後、再剥離する際に、第1の基材11と第2の基材13との間での剥離を防止でき、被着体と第2の貼着層14との間で確実に剥離できる。したがって、再剥離の際に、貼着性積層体10の一部が被着体に残ることなく剥離することができる。
【0031】
(貼着性積層体の製造方法)
次に、本発明の貼着性積層体の製造方法の一実施形態について説明する。
本実施形態の製造方法では、まず、図2(a)に示すように、第2の基材13の一方の面に第1の貼着層12を設け、その第1の貼着層12に第1の基材11を積層する。これにより、第1の基材11と第2の基材13とを貼合する。
【0032】
第1の貼着層12を設ける方法としては、例えば、貼着剤を含む塗工液を第2の基材13の一方の面に塗布し、乾燥する方法などが挙げられる。塗工液の塗布方法としては、例えば、ロールコート、ナイフコート、バーコート、ダイコート、コンマコート、リップコート、リバースグラビヤコート、バリオグラビヤコート、カーテンコート、スクリーン印刷等が挙げられる。
【0033】
第1の基材11と第2の基材13とを、第1の貼着層12を介して貼合する方法としては、例えば、ドライラミネート法、ウェットラミネート法、プリントラミネート法、コールドラミネート法、熱プレスラミネート法、ホットメルトラミネート法、エクストルージョンラミネート法などを適用することができる。
貼合する際、第1の基材11および第2の基材13は平板状であってもよいし、ウェブ状であってもよい。
【0034】
次いで、図2(b)に示すように、第2の基材13の他方の面に第2の貼着層14を設け、その第2の貼着層14に剥離シート15を積層して、表面が平滑なシートを得る。
第2の貼着層14を設ける方法としては、第1の貼着層12を設ける方法と同様の方法が挙げられる。
【0035】
そして、目隠し性を持たせるために、図3に示すように、周面にエンボスが形成されたエンボスロール20に、表面が平滑なシート10aを、第1の基材11の表面がエンボスロール20の周面に接するように供給してマット化処理する。エンボスロール20の周面に第1の基材11の表面を接触させることにより、エンボスを形成して、図1に示す貼着性積層体10を得る。
【0036】
本実施形態の製造方法では、第1の基材11に上記特定の樹脂を用いるため、被着体の表面が曲面である場合にも容易に追従させて貼着できる貼着性積層体10を製造できる。
また、本実施形態の製造方法では、第1の基材11に、第1の貼着層12を介して特定の引張強度の第2の基材13を貼合するため、得られる貼着性積層体10の引張強度を高くできる。したがって、上記製造方法によれば、被着体飛散防止性に優れ、また、再剥離時に破れにくく、被着体に残りにくい貼着性積層体を得ることができる。
さらに、本実施形態の製造方法では、第1の基材11と第2の基材13とを貼合した後に第2の貼着層14を設けるため、第2の貼着層14にかかる熱履歴を少なくすることができる。したがって、第2の貼着層14の劣化を抑えることができ、貼着性積層体10の被着体への貼着性を向上させることができる。
【0037】
なお、本発明は上述した実施形態に限定されない。上述した実施形態では、第1の基材11の表面にエンボス加工が施されて、貼着性積層体10に目隠し性を持たせていたが、他のマット化処理を適用してもよい。他のマット化処理としては、例えば、サンドブラスト処理、ウォーターブラスト処理、シワ付揉加工、クレープ加工、プリーツ加工、フロッキー加工、薬品処理、電子線照射などが挙げられる。マット化処理としては、簡便にマット調にできることから、エンボス加工とサンドブラスト処理が好ましい。
さらに、本発明では、第1の基材11の表面をマット化処理せず、光沢調のものであってもよい。
【0038】
また、貼着性積層体10は、第1の基材11または第2の基材13に印刷層が設けられたものでもよい。印刷層としては、例えば、印刷インキにより絵柄、模様、文字、写真等が印刷された層が挙げられる。印刷層によっても目隠し性または装飾性を持たせることができる。
印刷層を設けるための印刷方法としては、インクジェット方式、熱転写方式、感熱記録方式、レーザー記録方式、電子写真方式、凸版印刷方式、グラビア印刷方式、フレキソ印刷方式、溶剤型オフセット印刷方式、紫外線硬化型オフセット印刷方式、シルクスクリーン印刷方式などが挙げられる。
【0039】
第1の基材11が軟質ポリ塩化ビニル材料からなる場合に印刷層を設ける際には、図4に示すように、印刷層16を第2の基材13の表面に設けることが好ましい。軟質ポリ塩化ビニル材料は印刷適性が低いため、第1の基材11の表面に印刷層16を設けようとすると、特殊な印刷方法を適用しなければならず、生産性が低下することがある。しかし、第2の基材13の表面に印刷層16を設ければ、特殊な印刷方法を適用しなくてもよく、生産性が高い。
【0040】
また、貼着性積層体10は、第1の基材11または第2の基材13にアルミニウム蒸着膜が設けられたものでもよい。アルミニウム蒸着膜としては、例えば、アルミニウムを高真空状態で電子ビームや高周波誘導などによって加熱蒸発させ、その蒸気をフィルム表面に付着させたものが挙げられる。
【0041】
また、貼着性積層体10は、第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が顔料や染料などにより着色されたものでもよい。
【0042】
さらに、貼着性積層体10は、目隠しや装飾等の目的に応じて、第1の基材11の表面にエンボス加工が施されること、第1の基材11または第2の基材13に印刷層が設けられること、第1の基材11または第2の基材13にアルミニウム蒸着膜が設けられること、第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が着色されることのうち、2つ以上が併用されてもよい。
【0043】
上述した実施形態では、第1の基材11を構成する樹脂、第2の基材13、第1の貼着層12、第2の貼着層14のいずれもが可視光に対して透明であったが、第1の基材11を構成する樹脂、第2の基材13、第1の貼着層12、第2の貼着層14の1つ以上が不透明であってもよい。
【0044】
また、本発明では、第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が、紫外線吸収機能を有してもよい。第1の基材11、第2の基材13、第1の貼着層12、第2の貼着層14のいずれか1つ以上が、紫外線吸収機能を有していれば、例えば、窓の屋内側に貼着性積層体10を貼着した場合には、屋内に入り込む紫外線量を減少させることができる。
貼着層に紫外線吸収剤を添加して紫外線吸収機能を持たせると、貼着層の貼着力が低下するおそれがあるため、紫外線吸収機能を持たせる場合には、第1の基材11および第2の基材13の一方または両方に紫外線吸収剤が含まれることが好ましい。
【0045】
本発明の貼着性積層体は、上述した実施形態の製造方法以外の製造方法でも製造できる。例えば、第2の基材13に第2の貼着層14を設けた後に第1の基材11と第2の基材13とを第1の貼着層12を介して貼合する方法が適用できる。この方法では、第1の基材11、第1の貼着層12への負荷を少なくすることができる。また、第1の基材11と第2の基材13の貼着後に熱や応力が加わる訳ではないので、貼着性積層体10のたわみやカールの発生を防止することができる。
【実施例】
【0046】
以下、本発明を実施例により説明する。なお、以下の例における引張強度とは、作製時の流れ方向の引張強度のことである。
【0047】
(第1の基材)
第1の基材として、下記の第1の基材(A−1)〜(A−4)を用意した。
[第1の基材(A−1)]
ポリ塩化ビニルと可塑剤成分24質量%とを含む軟質ポリ塩化ビニル材料よりなるフィルム(厚さ100μm、引張強度25MPa)にサンドブラスト処理を施して、フィルムの片面に凹凸を付与したポリ塩化ビニル樹脂フィルムを製造した。このポリ塩化ビニル樹脂フィルムを第1の基材(A−1)として用いた。
このものはロール形態のものと、断裁して平版形態としたものの2種類を用意した。
【0048】
[第1の基材(A−2)]
ポリプロピレンとエチレン−プロピレンゴムを含むオレフィン系熱可塑性エラストマー(商品名:ゼラス#7053、DSC融解ピーク温度165℃、三菱化学(株)製)を主原料とし、Tダイを用いて押出成形したフィルム(厚さ100μm、引張強度32MPa)を作製し、そのフィルムにエンボスロールによりエンボス処理を施して、フィルムの片面に凹凸を付与したオレフィン系樹脂フィルムを得た。このオレフィン系樹脂フィルムを第1の基材(A−2)として用いた。
【0049】
[第1の基材(A−3)]
非晶性ポリエステルであるPET−Gを用いた、非晶性PETコポリマーフィルム(商品名:ディアフィクスCHI、厚さ100μm、引張強度45MPa、三菱樹脂(株)製)にエンボスロールを用いてエンボス処理を施して、フィルムの片面に凹凸を付与したポリエステル系樹脂フィルムを得た。このポリエステル系樹脂フィルムを第1の基材(A−3)として用いた。
【0050】
[第1の基材(A−4)]
ポリエチレンテレフタレートフィルム(商品名:ルミラーS10、厚さ75μm、引張強度217MPa、東レ(株)製)を第1の基材(A−4)として用いた。
【0051】
(第2の基材)
第2の基材として、下記の第2の基材(B−1)〜(B−4)を用意した。
[第2の基材(B−1)]
ポリエチレンテレフタレートフィルム(商品名:ルミラーS10、厚さ25μm、引張強度229MPa、東レ(株)製)を第2の基材(B−1)として用いた。
【0052】
[第2の基材(B−2)]
片面に第1の貼着層となるエチレン−酢酸ビニル系接着剤からなるヒートシール層を有する二軸延伸ポリプロピレンフィルム(商品名:太閤FO(FOH)、厚さ40μm、引張強度140MPa、二村化学工業(株)製)を用意し、そのヒートシール面とは反対側の面にグラビア印刷によるステンドグラス調の意匠を施した。その印刷したフィルムを第2の基材(B−2)として用いた。
【0053】
[第2の基材(B−3)]
パラ系アラミドフィルム(商品名:ミクトロン、厚さ12μm、引張強度460MPa、東レ(株)製)を第2の基材(B−3)として用いた。
【0054】
[第2の基材(B−4)]
非晶性ポリエステルであるPET−Gを用いた、非晶性PETコポリマーフィルム(商品名:ディアフィクスCHI、厚さ100μm、引張強度45MPa、三菱樹脂(株)製)を第2の基材(B−4)として用いた。
【0055】
(剥離シート)
剥離シートとして、下記剥離シート(C−1)〜(C−2)を用意した。
[剥離シート(C−1)]
厚さ60μmの延伸ポリプロピレンフィルム(商品名:トレファン2535#60、光線透過率(JIS K6714):92%、東レ(株)製)に熱針穿孔法により貫通穿孔処理を施した。この穿孔によって穿孔部が形成され、穿孔部の近傍のフィルムは片面側にて捲れ上がる。そして、フィルムが捲れ上がった面にシリコーン処理を施して、剥離シート(C−1)を得た。
この剥離シート(C−1)において、穿孔部の孔径は400μm、孔数は60個/cm2であり、穿孔部の深さは120μmであった。また、この剥離シート(C−1)では、穿孔部近傍の捲れ上がりの上にシリコーン処理が施された結果、凸部が形成され、その凸部の高さは60μmであった。
【0056】
[剥離シート(C−2)]
シリコーン処理を施したグラシン紙(商品名:G7B、王子タック(株)製)を剥離シート(C−2)として用いた。
【0057】
(貼着性積層体の製造方法)
[実施例1]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムの片面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、この第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)のシリコーン処理が施された側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体の第2の基材側の表面に、接着剤(商品名:TM265、東洋モートン(株)製)を乾燥後固形分が4g/m2(厚さ約4μm)となるようにグラビアコーターで塗布、乾燥して、第1の貼着層を積層した。次いで、この第1の貼着層に第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムを、サンドブラスト処理が施されていない側の面に上記第1の貼着層が接するように(処理したマット面が外面となるように)積層した。そして、圧着ロールを用いて圧着して(ドライラミネートして)、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは270μmであった。
【0058】
[実施例2]
第2の基材(B−2)である二軸延伸ポリプロピレンフィルムのヒートシール層とは反対側の面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)を、シリコーン処理が施された側の面を貼り合わせ、巻き取って、第1の貼着層(ヒートシール層)/第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体のヒートシール層側の表面と、第1の基材(A−2)であるオレフィン系樹脂フィルムのエンボス処理が施されていない側の面とが接するように、加熱された圧着ロール間に導入して両者を熱圧着(熱ラミネーション)して、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは280μmであった。
【0059】
[実施例3]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムに、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)を、シリコーン処理が施された側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体の第2の基材側の表面に、アクリル系エマルジョン系接着剤(商品名:TGW−3991−1、東洋モートン(株)製)を乾燥後固形分が4g/m2(厚さ約4μm)となるようにグラビアコーターで塗布、乾燥して、第1の貼着層を形成した。次いで、この第1の貼着層に第1の基材(A−1)である平版形態のポリ塩化ビニル樹脂フィルムを、サンドブラスト処理が施されていない側の面に上記第1の貼着層が接するように積層した。そして、圧着ロールを用いてプリントラミネーション法にて貼着し、平版に断裁して第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは270μmであった。
【0060】
[実施例4]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムに、東洋モートン(株)のポリウレタン系アンカーコート剤「BLS−2080A」と「BLS−2080B」を混合した接着剤を4g/m2(固形分の割合)、コンマコーターで塗工し、乾燥して第1の貼着層を形成した。
次いで、この第1の貼着層に第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムを、サンドブラスト処理が施されていない側の面に上記第1の貼着層が接するように積層した。そして、圧着ロ−ルを用いて圧着して(ドライラミネート)して、第1の基材/第1の貼着層/第2の基材からなる積層体を得た。
この積層体の第2の基材(PET)側の表面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次いで、この第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)のシリコーン処理が施された側の面を貼り合わせ、巻き取って、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは270μmであった。
【0061】
[実施例5]
第2の基材(B−1)であるポリエチレンテレフタレートフィルムに、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次いで、第2の基材の片面に設けられた第2の貼着層に、剥離シートのシリコーン処理が施された側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この剥離シート付き積層体の第2の基材(PET)の面に、二液溶剤系アクリル系強粘着剤(商品名:オリバインBPS5513、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで直接塗工し、乾燥して第1の貼着層を形成した。
その後、剥離シート(C−2)であるグラシン紙のシリコーン処理が施された側の面に、剥離シート付き積層体の第1の貼着層に積層し、巻き取って、一旦、グラシン紙よりなる剥離シート/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる両面貼着シートを得た。
上記で得た両面貼着シートをラミネーターの巻き出し側に取り付け、グラシン紙よりなる剥離シートを剥がし、圧着ロールを用いたコールドラミネーション法により、第1の貼着層に、第1の基材(A−3)であるポリエステル系樹脂フィルムのエンボス処理が施されていない側の面を貼り合わせて、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。この貼着性積層体の厚さは300μmであった。
【0062】
[比較例1]
第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムに、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで直接塗工し、乾燥して第2の貼着層を形成した。
次に、この第1の基材の片面に設けられた第2の貼着層に、剥離シート(C−1)のシリコーン処理が施された側の面を貼り合わせ、巻き取って、第1の基材/第2の貼着層/剥離シートからなる剥離シート付きフィルムを得た。
この剥離シート付きフィルムは、本発明の貼着性積層体の第2の基材と第1の貼着層を省いたものであり、粘着剤に含有される溶剤分によって第1の基材であるポリ塩化ビニル樹脂フィルムが膨潤したため、ボコつきを生じ、外観の良くないものであった。
【0063】
[比較例2]
第1の基材として第1の基材(A−3)である非晶性PETコポリマーフィルムを用い、第2の基材として第2の基材(B−4)である非晶性PETコポリマーフィルムを用いたこと以外は、実施例1と同じ方法により貼着性積層体を得た。
この貼着性積層体は非晶性PETコポリマーフィルムに溶剤系粘着剤を塗工したとき、粘着剤に含有される溶剤によって樹脂の非晶部が膨潤したため、ボコつきを生じ、外観の良くないものであった。
【0064】
[比較例3]
第2の基材として第2の基材(B−3)であるアラミドフィルムを用いた以外は、実施例1と同じ方法により貼着性積層体を得た。
【0065】
[比較例4]
第1の基材として第1の基材(A−4)であるポリエチレンテレフタレートフィルムを用いた以外は、実施例1と同じ方法により貼着性積層体を得た。
【0066】
[比較例5]
第2の基材(A−1)であるポリエチレンテレフタレートフィルムに、二液溶剤系アクリル系強粘着剤(商品名:オリバインBPS5513、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで塗工し、乾燥して第2の貼着層を形成した。
次に、この第2の基材の片面に設けられた第2の貼着層に、剥離シート(C−2)であるグラシン紙のシリコーン処理が施されていない側の面を貼り合わせ、巻き取って、第2の基材/第2の貼着層/剥離シートからなる剥離シート付き積層体を得た。
この積層体の第2の基材側の表面に、二液溶剤系アクリル系粘着剤(商品名:オリバインBPS1109、東洋インキ製造(株)製)を、乾燥後の厚さが25μmとなるようにコンマコーターで直接塗工し、乾燥して、第1の貼着層を形成した。
次いで、第1の基材(A−1)であるポリ塩化ビニル樹脂フィルムのサンドブラスト処理が施されていない側の面に、上記第1の貼着層が接するように(処理したマット面が外面となるように)圧着ロ−ルを用いて圧着して(ドライラミネーション)して、第1の基材/第1の貼着層/第2の基材/第2の貼着層/剥離シートからなる貼着性積層体を得た。
【0067】
(評価)
上記の実施例及び比較例で製造した貼着性積層体、剥離シート付きフィルムについて、以下の方法で評価を行った。その結果を表1、表2に示す。
(1)追従性の評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、手作業にて曲面ガラスに貼着した際の追従性を以下の基準により評価した。
○:外観にシワやタルミを生じず、均一に貼着できた。
×:剛直な為作業しづらく、周辺部にシワやタルミが生じ外観に不具合があった。
【0068】
(2)ガラス飛散防止性の評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、平面ガラス板に均一に貼り付けた後に、該ガラス板をハンマーで割り、その際のガラス飛散状況を以下の基準により評価した。
○:積層体は破断せず、ガラスの破片を保持した。
△:積層体の一部に裂けが生じ、不具合があった。
×:ガラスの破片により積層体またはシートも同様に破断し、細かく飛散した。
【0069】
(3)再剥離性の評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、平面ガラス板に均一に貼り付けた後に、基材の一部を手で持ち、引き剥がした際の積層体またはフィルムの状態を以下の基準により評価した。
○:手作業にて容易に積層体またはシートを剥がすことができ、再貼付もできた。
△:手作業では積層体を剥がす際に基材が伸びまたは材破し、再貼付が困難であった。
×:剥離時に積層体が層間剥離(第1の貼着層が凝集破壊)し、再貼付が困難であった。
【0070】
(4)再剥離時の糊残りの評価
各実施例、比較例の貼着性積層体、剥離シート付きフィルムについて、平面ガラス板に均一に貼り付けた後に、基材の一部を手で持ち、引き剥がした際の窓ガラスへの糊(第2の貼着層)の残り具合を以下の基準により目視評価した。
○:糊残りは認められなかった。
△:若干の糊残りが認められ、不具合があった。
×:糊残りした。
【0071】
【表1】
【0072】
【表2】
【0073】
引張強度が80〜300MPaの第2の基材を有する実施例1〜5の貼着性積層体は、被着体に対する追従性が高く、ガラス飛散防止性に優れ、しかも、再剥離時に破れにくく、被着体に残りにくかった。
第2の基材を有さない比較例1は、ガラス飛散防止性が低く、再剥離性も不充分で、しかも再剥離時に若干糊残りが認められた。
第2の基材の引張強度が80MPa未満である比較例2の貼着性積層体は、ガラス飛散防止性および再剥離性が不充分であった。
第2の基材の引張強度が300MPaを超える比較例3の貼着性積層体は、追従性が低かった。
第1の基材としてポリエチレンテレフタレートフィルムを用いた比較例4の貼着性積層体は、追従性が低かった。
第1の貼着層が第2の貼着層の貼着力より弱い比較例5の貼着性積層体は、再剥離性が低く、再剥離時に糊残りがかなりあった。
【図面の簡単な説明】
【0074】
【図1】本発明の貼着性積層体の一実施形態を示す断面図である。
【図2】本発明の貼着性積層体の製造方法の一実施形態を説明する図である。
【図3】本発明の貼着性積層体の製造方法の一実施形態を説明する図である。
【図4】本発明の貼着性積層体の他の実施形態を示す断面図である。
【符号の説明】
【0075】
10 貼着性積層体
11 第1の基材
12 第1の貼着層
13 第2の基材
14 第2の貼着層
15 剥離シート
16 印刷層
20 エンボスロール
【特許請求の範囲】
【請求項1】
第1の基材と、第1の基材の一方の面に順次積層された第1の貼着層、第2の基材、第2の貼着層とを有する貼着性積層体であって、
第1の基材は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂から構成され、
第2の基材は、作製時の流れ方向の引張強度が80〜300MPaであり、
第1の貼着層は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層より高いことを特徴とする貼着性積層体。
【請求項2】
第2の貼着層が再剥離性を有する請求項1に記載の貼着性積層体。
【請求項3】
第2の基材が、ポリエチレンテレフタレートまたはポリプロピレンからなるフィルムである請求項1または2に記載の貼着性積層体。
【請求項4】
第1の基材は、作製時の流れ方向の引張強度が10〜70MPaである請求項1〜3のいずれかに記載の貼着性積層体。
【請求項5】
第1の基材における第1の貼着層と反対側の面にマット化処理が施されている請求項1〜4のいずれかに記載の貼着性積層体。
【請求項6】
第2の貼着層における第2の基材と反対側の面に剥離シートが積層されている請求項1〜5のいずれかに記載の貼着性積層体。
【請求項7】
第1の基材または第2の基材に印刷層が設けられている請求項1〜6のいずれかに記載の貼着性積層体。
【請求項8】
請求項6に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層し、第2の基材の他方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層することを特徴とする貼着性積層体の製造方法。
【請求項9】
請求項6に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層し、第2の基材の他方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層することを特徴とする貼着性積層体の製造方法。
【請求項1】
第1の基材と、第1の基材の一方の面に順次積層された第1の貼着層、第2の基材、第2の貼着層とを有する貼着性積層体であって、
第1の基材は、ポリ塩化ビニル材料、ポリオレフィン材料、共重合ポリエステル材料からなる群より選ばれる1種以上の樹脂から構成され、
第2の基材は、作製時の流れ方向の引張強度が80〜300MPaであり、
第1の貼着層は、JIS Z0237−1991の180度引き剥がし法に基づいて測定された貼着力が、第2の貼着層より高いことを特徴とする貼着性積層体。
【請求項2】
第2の貼着層が再剥離性を有する請求項1に記載の貼着性積層体。
【請求項3】
第2の基材が、ポリエチレンテレフタレートまたはポリプロピレンからなるフィルムである請求項1または2に記載の貼着性積層体。
【請求項4】
第1の基材は、作製時の流れ方向の引張強度が10〜70MPaである請求項1〜3のいずれかに記載の貼着性積層体。
【請求項5】
第1の基材における第1の貼着層と反対側の面にマット化処理が施されている請求項1〜4のいずれかに記載の貼着性積層体。
【請求項6】
第2の貼着層における第2の基材と反対側の面に剥離シートが積層されている請求項1〜5のいずれかに記載の貼着性積層体。
【請求項7】
第1の基材または第2の基材に印刷層が設けられている請求項1〜6のいずれかに記載の貼着性積層体。
【請求項8】
請求項6に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層し、第2の基材の他方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層することを特徴とする貼着性積層体の製造方法。
【請求項9】
請求項6に記載の貼着性積層体を製造する方法であって、
第2の基材の一方の面に第2の貼着層を設け、第2の貼着層に剥離シートを積層し、第2の基材の他方の面に第1の貼着層を設け、第1の貼着層に第1の基材を積層することを特徴とする貼着性積層体の製造方法。
【図1】

【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−217598(P2007−217598A)
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願番号】特願2006−40977(P2006−40977)
【出願日】平成18年2月17日(2006.2.17)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【出願人】(595178748)王子タック株式会社 (76)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願日】平成18年2月17日(2006.2.17)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【出願人】(595178748)王子タック株式会社 (76)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]