
Fターム[2F062JJ04]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 加減算 (244)
Fターム[2F062JJ04]に分類される特許
1 - 20 / 244
表面性状測定機
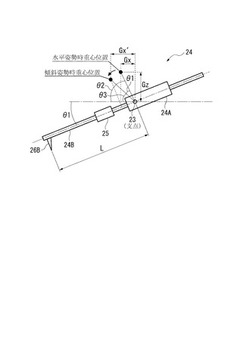
【課題】傾き角度を任意の角度に変更した場合でも正確な測定ができ、メモリ容量も少なく、新たなスタイラスの使用でもユーザに対する作業負担を軽減できる表面性状測定機。
【解決手段】質量の異なる第2測定アーム24Bが取り付けられた測定アーム24の種類毎に、測定アーム全体の質量M、支点(回転軸23)からスタイラス26Bまでのアーム長L、測定アームが水平姿勢時において測定アームの水平方向重心位置Gxおよび上下方向重心位置Gzを記憶した測定アームテーブルと、測定アーム指定手段と、検出手段の傾斜角度θ1を検出する傾斜角度検出器と、指定された測定アームのM、L、GxおよびGzを測定アームテーブルから読み出し、これらと傾斜角度検出器で検出された傾斜角度θ1とから、測定アームの水平姿勢時の測定力と測定アームの傾斜姿勢時の測定力との差を演算し、この差を補正値として測定力を調整する制御装置とを備える。
(もっと読む)
表面性状測定機

【課題】測定アームに最適な測定力を発生させる表面性状測定機を提供する。
【解決手段】表面性状測定機は、ブラケットに回転軸を支点として円弧運動可能に支持される測定アーム、測定アームの先端に設けられたスタイラス、及び、測定アームを円弧運動方向へ付勢するボイスコイルを備え、スタイラスに測定力を付与する測定アーム姿勢切替機構60を備えるスタイラス変位検出手段20と、制御部100と、を具備し、制御部100は、ヒステリシス誤差を取得するヒステリシス誤差取得手段124と、目標測定力を取得する目標測定力取得手段121と、目標測定力及びヒステリシス誤差に基づいて、測定力指令値を算出する指令値算出手段125と、測定力指令値に基づいてボイスコイルに電流を入力する駆動制御手段122と、を備える。
(もっと読む)
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
位置計測装置及び位置計測システム
【課題】本発明は、機動性に優れ、平坦でない計測基準面でも、高い精度で位置を素早く計測できる位置計測装置を提供する
【解決手段】カメラデータ計測装置1は、紐状体200の紐長変化量と紐状体の紐方向とを計測する位置センサ100と、両端が位置センサ100と撮影カメラ900とに接続された紐状体200と、紐長変化量及び紐方向に基づいて、撮影カメラ900のカメラデータを計測する演算装置300とを備え、演算装置300が、紐長初期値L0と位置センサ100で計測された紐長変化量ΔLとの和を紐方向での紐全長Lとして求め、求めた紐方向での紐全長Lを3次元方向成分に分解することで、撮影カメラ900の位置を示す3次元座標を算出する。
(もっと読む)
工作機械
【課題】工作機械において、プローブの取り付けられた主軸を回転させてワークの計測を行う際の主軸の回転微振動を抑制し、計測精度を向上させる。
【解決手段】タッチプローブ17の取り付けられる主軸30と、主軸30を回転駆動するモータ15と、モータ15の回転角度位置を検出する回転角度位置検出器16と、制御装置20とを含み、制御装置20は、タッチプローブ17によってワークの測定を行う測定モード指令が入力された際に、d軸電流指令補正部4によってd軸電流指令値Idcに1より小さいd軸電流補正係数Kを乗じてd軸電流指令値Idcをd軸電流指令補正値Idc‘に低減する。
(もっと読む)
測定装置、測定方法、タッチプローブおよびキャリブレーションゲージ
【課題】被測定物の凹部を測定できない事態の発生を極力回避することができる測定装置を提供する。
【解決手段】被測定物設置体219と、筐体215に回転自在に設けられているスピンドル217とを具備したヘッド213と、スピンドル217に一体的に設置されるハウジングと測定子61を具備するスタイラス60とを備えハウジングがスピンドル217に設置されたときに測定子61がスピンドル217の回転中心軸Cから離れているタッチプローブ60と、を有し、スピンドル217に設置されている設置済みタッチプローブ60をインデックス位置決めした状態で、筐体215を被測定物設置体219に対して相対的に移動し、被測定物設置体219に設置された設置済み被測定物の形状を測定するように構成されている被測定物の測定装置201である。
(もっと読む)
ネジ孔検査方法およびネジ孔検査装置
【課題】簡易な手法によりネジ孔のネジ山の保護を図りつつネジ孔の検査を行うことができるネジ孔検査方法およびネジ孔検査装置を提供する。
【解決手段】ネジゲージを用いてネジ孔を検査するネジ孔検査方法において、ネジゲージがネジ孔に螺合している状態で、ネジゲージと嵌合するアダプタ12の回転によりネジゲージを中心軸方向に移動させるときに、当該中心軸方向についてアダプタ12とネジゲージとの間に隙間δを有する。
(もっと読む)
ネジ孔検査方法およびネジ孔検査装置
【課題】簡易な手法によりネジ孔のネジ山の保護を図りつつネジ孔の検査を行うことができるネジ孔検査方法およびネジ孔検査装置を提供する。
【解決手段】ネジゲージを用いてネジ孔32を検査するネジ孔検査方法において、ネジゲージがネジ孔32に螺合している状態で、ネジゲージと嵌合するアダプタ12の回転によりネジゲージを中心軸S方向に移動させるときに、中心軸S方向についてアダプタ12とネジゲージとの間に隙間を有し、隙間は、アダプタ12の1回転あたりの中心軸S方向の移動量がネジ孔32のピッチよりも小さい状態でネジゲージの先端部48をネジ孔32に螺合させて形成される。
(もっと読む)
眼鏡枠形状測定装置
【課題】高カーブフレームの精度の良い測定を可能にし、型板測定においても型板トレースの精度の向上を図ることが可能な眼鏡枠形状測定装置を提供する。
【解決手段】測定子281が取り付けられた測定子軸282を傾斜可能に保持する保持ユニット250と、測定子軸の傾斜角度を検知する手段と、XY移動手段と、Z方向の軸を中心に回転する回転手段265と、を有する測定ユニットを備え、型板測定モード時に、測定子軸の背面を型板のエッジに接触させるように回転手段及びXY移動手段を制御する制御手段と、保持ユニットのXY方向の位置情報、回転手段の回転情報及び傾斜角の検知情報とに基づいて型板の動径情報を求める演算手段と、を備え、制御手段は、型板の測定途中では、測定済み情報に基づき、測定子軸の背面が型板のエッジに接触したときに測定子軸の傾斜が垂直を維持するように、回転手段及びXY移動手段を制御する。
(もっと読む)
形状評価方法、形状評価装置、プログラム及び記録媒体
【課題】輪帯面と壁面とが交互に連続して形成された被測定面であっても、フィッティング精度を向上させることを目的とする。
【解決手段】複数の点データを列毎にグループ化して複数の点列データを生成する(S102)。点列データ毎に走査軌跡面関数をそれぞれ求める(S103)。複数の点データの中から各輪帯面のデータと見做せる点データを各輪帯面に対応して抽出し、得られた抽出データ毎に、その抽出データを関数近似して輪帯面を示す輪帯面関数をそれぞれ求める(S104)。設計データに基づいて壁面関数をそれぞれ求める(S105)。各面関数が交差する各々の交点データを求める(S106)。参照データと交点データとをフィッティングさせる座標変換パラメータを求める(S107)。座標変換パラメータで各点データを座標変換する(S108)。座標変換した点データと被測定面の設計データとの差分を求める(S110)。
(もっと読む)
エアギャップ測定装置および方法
【課題】電動機のエアギャップ測定装置において、電動機の種類に関係なくエアギャップの偏心量および方向を精度よく計測することができるとともに、エアギャップの偏心状態のデータを基にエアギャップを調整することができる電動機のエアギャップ測定装置を提供する。
【解決手段】あらかじめモータ主軸とロータ外径の位置関係を測定しておき、ステータ内径測定装置10によりステータの内径を測定する。また、ロータ組み込み後の主軸軸心測定装置により主軸の軸心を測定することで、測定したステータ内径と軸心の位置関係よりエアギャップを算出する。さらに、ロータ回転時のエアギャップの変化も判定できる。
(もっと読む)
エアギャップ測定装置および方法
【目的】電動機のエアギャップ測定装置において、電動機の種類に関係なくエアギャップの偏心量および方向を精度よく計測することができるとともに、エアギャップの偏心状態のデータを基にエアギャップを調整することができる電動機のエアギャップ測定装置を提供することを目的とする。
【解決手段】あらかじめモータ主軸とロータ外径の位置関係を測定しておき、ステータ内径測定装置によりステータの内径を測定し、また、ロータ組み込み後の主軸軸心測定装置により主軸の軸心を測定することで、測定したステータ内径と軸心の位置関係よりエアギャップを算出する電動機のエアギャップ測定装置。
(もっと読む)
三次元測定機
【課題】常に高精度な補正パラメータを算出できる三次元測定機を提供する。
【解決手段】三次元測定機を構成する補正パラメータ算出装置10は、測定子211Aに当接する当接面611を有し、当接面611に測定子211Aが当接することで測定子211Aの中心を回転中心とする回転変位を拘束することなく測定子211Aの並進変位を拘束する拘束手段6と、駆動機構の動作を制御してプローブを移動させることで、当接面611に近接する方向に測定子211Aを移動させる移動制御手段と、プローブの移動量、及び駆動機構の移動量を取得する情報取得手段と、情報取得手段にて取得されたプローブ21の移動量、及び駆動機構の移動量に基づいて、補正パラメータを算出する補正パラメータ算出手段とを備える。当接面611は、測定子211Aが当接した際に測定子211Aと1点で点接触する。
(もっと読む)
表面粗さ測定装置、及び、その測定待ち時間設定方法、並びに、測定待ち時間設定プログラム
【課題】測定開始時間を短縮化するとともに、測定範囲が狭い部位も測定可能とする表面粗さ測定装置を提供する。
【解決手段】まず、ピックアップ16で所定の試験片80を走査し変位の測定データを取得する。測定はピックアップ16の移動開始直後から実施する。次に測定により得られた変位の測定データを解析し、測定値が安定し始める点を測定値安定開始点として検出する。次に、ピックアップ16が測定値安定開始点に到達するまでに要する移動時間を求める。そして、求めた移動時間を測定待ち時間に設定する。
(もっと読む)
三次元測定方法及び装置
【課題】ワークの三次元形状の計測を、インラインで、かつ小型、低コストにて、しかも高精度に行なうことのできる三次元形状測定方法及び装置を提供する。
【解決手段】三次元座標が既知のマスタMを用いてワークWの三次元形状を測定する方法(比較測定技術を用いる測定方法)を適用して、インラインでの使用を可能とし、構成の小型・低コスト化を可能とした。マスタM及びワークWを同一の三次元座標系に固定し、それらを、相互位置関係を変えることなく同時に走査させながらワークWの三次元座標を繰り返し測定するようにして、比較測定技術を用いる測定方法でありながらワークWの三次元形状測定を高精度化した。
(もっと読む)
表面形状測定プローブおよびその校正方法
【課題】マスターボールによるスタイラス先端座標の校正を行うことができる表面形状測定プローブおよびその校正方法を提供すること。
【解決手段】表面形状測定プローブ30のスタイラス31の近傍に校正用接触子35を装着し、スタイラス31の先端と校正用接触子35とのオフセットOFSを測定し、校正用接触子35で三次元測定機の基準器であるマスターボール17を測定して校正用接触子35の座標位置を割り出し、校正用接触子35の座標位置にオフセットOFSを加算してスタイラス31の先端の座標位置を割り出す。
(もっと読む)
断面形状測定方法
【課題】定常状態で測定が行えるとともに、複数の断面形状が直接測定できる断面形状測定方法を提供すること。
【解決手段】 接触式のプローブ17を用いてワーク30の複数の測定位置S1,S2,…での断面形状F1,F2,…を測定する断面形状測定方法であって、測定位置S1,S2,…を通りかつワーク30を一巡する経路に沿ってプローブ17を移動させる際に、プローブ17を測定対象物の一周分である測定区間Enに所定の重複区間である加速区間Eaおよび減速区間Edだけ長い距離を加えて移動させるとともに、次の測定位置へとプローブ17を移動させる際の変移経路Emとし、プローブ17の移動方向を断面形状が隣接する連続方向Lに対して傾斜させて重複区間分を相殺する。
(もっと読む)
形状測定方法、これを用いた加工方法、および形状測定装置
【課題】表面形状の設計値が複数の関数によって定義される場合にも、測定データのアライメント補正を行った上で被測定体の表面形状の設計値からのずれ量として測定することができるようにする。
【解決手段】表面形状の設計値を複数の関数で定義する形状定義工程(S1)と、表面形状の測定データを取得するデータ取得工程(S2)と、測定データを関数の定義域ごとの部分群に区画するデータ区画工程(S3)と、部分群による表面形状の設計値からのずれ量を表す移動パラメータを推定する解析工程(S4、S7、S11)と、この移動パラメータを用いて測定データのアライメント補正を行って、補正済測定データを生成するアライメント補正工程(S5、S8、S12)と、補正済測定データと複数の関数との偏差を形状誤差として算出する形状誤差算出工程(S13)と、を備える形状測定方法を用いる。
(もっと読む)
幾何誤差同定装置
【課題】ミス値を取得してしまったとしても、ミス値を用いることなく幾何誤差の同定を行うことにより、ミス値を用いることによる幾何誤差の同定精度の低下を防止することができる幾何誤差同定装置を提供する。
【解決手段】計測値(たとえばターゲット球の直径の計測値)と(S4)、設定値(予め設定されている直径)とを比較することにより(S5)、計測値が正しい計測値であるか否かを判断し、たとえミス値を取得したとしても当該ミス値を用いることなく、正しい計測にもとづく計測値のみを用いて幾何誤差の同定を行うため(S10)、幾何誤差の同定精度を従来と比較して向上することができる。
(もっと読む)
ナイフエッジ先端部の半径測定方法
【課題】普及している測定機を使用して、簡単な方法で、ナイフエッジ先端部の半径を正確に測定できる測定方法。
【解決手段】輪郭形状測定機を使用して、ナイフエッジ20の先端部を、先端に球体31を有する第1触針33で測定し、最小二乗円の半径を第1測定値Rkaとして算出し、ナイフエッジの先端部を、先端に球体32を有する第2触針34で測定し、最小二乗円の半径を第2測定値Rkbとして算出し、第1触針33と第2触針34の一方の先端部を、第1触針と第2触針の他方で測定し、最小二乗円の半径を第3測定値Rabとして算出し、(Rka+Rkb-Rab)/2を算出し、ナイフエッジの先端部の半径とするナイフエッジ先端部の半径測定方法。
(もっと読む)
1 - 20 / 244
[ Back to top ]