
Fターム[2F062LL17]の内容
機械的手段の使用による測定装置 (14,257) | 表示、記録 (403) | 一定値であることの表示 (28) | 公差内、外の表示 (20)
Fターム[2F062LL17]に分類される特許
1 - 20 / 20
離隔距離判定器
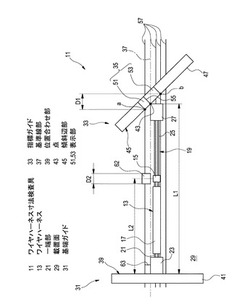
ワイヤハーネス寸法検査具及びワイヤハーネス寸法検査方法
【課題】短時間で正確にワイヤハーネス寸法を検査することのできるワイヤハーネス寸法検査具及びワイヤハーネス寸法検査方法を提供すること。
【解決手段】ワイヤハーネス13の載置面29に、基端ガイド31と指標ガイド33とを設けて、ワイヤハーネス13の一端部21を基端ガイド31に位置合わせし、ワイヤハーネス13の他端部25が一致する指標ガイド33の指標35にてワイヤハーネス13の寸法L1を検査するワイヤハーネス寸法検査具11であって、載置面29には寸法の方向に延在する基準線部37が設けられ、基端ガイド31は、基準線部37に直交する位置合わせ部39を有し、指標ガイド33は、位置合わせ部39からの寸法L1となる基準線部37の上の点43を通る傾斜辺部45を有し、指標35は、点43を挟み寸法の公差D1の範囲で傾斜辺部45に設けられた異なる表示部51,53を有する。
(もっと読む)
スプライン嵌合部品の軸方向バックラッシ測定装置

【課題】軸方向バックラッシを安定して正確に測定できるスプライン嵌合部品の軸方向バックラッシ測定装置を提供する。
【解決手段】内筒部材21の外周部に外筒部材22の内周部を軸方向に移動可能にスプライン嵌合させてなるスプライン嵌合部品20を一端を下方に向けて載置するワーク受け装置2と、ワーク受け装置2に内筒部材21を押し付けるワーク押さえ装置3と、外筒部材22の周方向の一部を持ち上げるべくワーク受け装置2と外筒部材22の間に挿入される楔4を有すると共に楔4を挿抜方向に駆動する楔用アクチュエータ5を有する持上装置6と、持上装置6で持ち上げられた外筒部材22の移動量を測定する測定部7とを備えたものである。
(もっと読む)
UO鋼管溶接部ビード位置検出装置
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変動するため、それらのレーザ式変位計9の出力変動から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。また、2個1対のレーザ式変位計9の出力の微分値の絶対値が所定値以上になる位置を溶接部ビード2の入側又は出側の位置とすることで、検出精度を向上することができる。
(もっと読む)
測定装置および積層体の形成方法
【課題】グリーンシートの厚みの測定精度を向上させ、さらに積層体形成に利用するグリーンシートの歩留まりを高める方法を提供する。
【解決手段】複数のセラミックグリーンシートについてそれぞれの厚みを測定し、得られた厚みの測定値の平均およびバラツキと、あらかじめ定められたランク分け基準とを照合することにより、複数のセラミックグリーンシートをそれぞれ、ランク分け基準において設定されている複数のランクのいずれかに分類するランク分けを行い、積層体を形成する際には、積層体のそれぞれの層を構成するセラミックグリーンシートに、複数のランクのうち使用することがあらかじめ許容されているランクに属するセラミックグリーンシートのみを用いるようにする。
(もっと読む)
自動寸法測定装置
【課題】1回のマスター較正でスケール内での絶対寸法測定が可能な3次元寸法・形状測定機能を備えた自動寸法測定装置を提供する。
【解決手段】フローティング機構11が、案内テーブル7と、案内テーブル7上の案内レール12に係合し、直動軸受からなる案内部29を介して案内テーブル7に対してX軸方向に相対移動可能に配設されたフローティングテーブル30を備えている。X軸検出ヘッド5はX軸の不動部位に固定され、X軸検出ヘッド5に対峙するX軸スケール15がフローティングテーブル30に配設されている。測定プローブ13は、フローティングテーブル29に配設され、コイルばねまたはエアシリンダからなる弾性支持部31、31によって挟持されているので、測定プローブ13がワーク16に接触した時に適度な測定荷重を付与した状態で計測することができ、高精度で安定した測定結果を得ることができる。
(もっと読む)
合成樹脂製気泡シート製品の計測器
【課題】製品の寸法や要求される精度が異なる合成樹脂製気泡シート製品の計測を簡易に行うことが可能な計測器を提供する。
【解決手段】少なくとも凹凸シート101と平坦シート102とが接合され、気体が密閉された多数の気泡部103が形成されている合成樹脂製気泡シート100から構成された合成樹脂製気泡シート製品30の寸法を計測するための計測器において、合成樹脂製気泡シート製品30を計測する際に合成樹脂製気泡シート製品30が設置される計測面を、計測面の板面と平行に所定の隙間が設けられた二重構造とする。計測面の隙間には、ゲージ部材21、22、23が挿入可能となっており、ゲージ部材21、22、23に、合成樹脂製気泡シート製品30の計測対象部位の寸法に対応した計測用ライン14、15、16を設ける。
(もっと読む)
形状測定装置、形状測定方法、及び形状測定プログラム
【課題】非球面ワークの測定から照合計算までに要する時間を短縮化した形状測定装置、形状測定方法、及び形状測定プログラムを提供する。
【解決手段】制御部41は、ワーク4の面における所定方向に亘る3次元測定により3次元測定値Miを取得する。続いて、制御部41は、ワーク4の設計関数にて特定されるワークモデルFを3次元測定値と照合させて、ワーク4の傾きを含む配置状態を推定する。次に、制御部41は、推定された配置状態に基づき対応測定経路Laiを推定する。続いて、制御部41は、推定された対応測定経路Laiに基づき対応測定経路Lai上の対応値Dxiを推定する。
(もっと読む)
表面性状測定装置
【課題】使い勝手を向上し且つ信頼性を向上させた表面性状測定装置を提供する。
【解決手段】表面性状測定装置は、図面記号の入力領域301〜308を有する図面記号入力画面51を表示する表示制御部と、図面記号入力画面に設けられた入力領域への図面記号の入力を受け付ける入力受付部と、被測定物の表面変位の測定結果から入力受付部が受け付けた図面記号に基づき被測定物の表面性状に関する情報である表面性状情報を演算する演算部とを備える。
(もっと読む)
管継手の締め付け角度判定方法及び管継手の締め付け角度判定治具
【課題】締め込み状態の確認を簡単且つ正確に判定することのできる管継手の締め付け角度判定方法及び、その判定に用いられ管継手の締め付け角度を簡単に判定することのできる治具を提供する。
【解決手段】板状体の一辺に設けられて管継手10の外周面に当接して管継手に対する前記一辺の位置決めを行う切欠き凹部20bを備えるとともに、切欠き凹部20bを管継手の外周面に当接させた状態で、切欠き凹部20bに近接した位置で管継手10の経線方向に設けられた基準スリット20cと、基準スリット20cに対して規定角度傾斜した位置に設けられた判定用スリット20fとを備えた角度判定治具20を使用し、本締め後に切欠き凹部20bを継手10の外周面に当接させ、雌ナット12の外面に記入された基準線21aと基準スリット20cとを直線状に配置した状態で、雄ナット11の基準線21bが判定用スリット20f内にあるときに合格と判定する。
(もっと読む)
圧着工具の検査装置
【課題】複数種の圧着工具の検査を可能とし,且つ熟練者を必要としないで均一な測定結果を得ることを可能とする。
【解決手段】接続導線を挿入した圧着端子を一対の圧着ブレード間で圧着して接続する圧着工具の検査装置であって,圧着工具の一対の圧着ブレードの一方の側面に沿って移動するように配置される接触子と,前記接触子の移動量を検知するセンサーと,
前記センサーにより検知される接触子の移動量から前記一対の圧着ブレード間の間隙の大きさを求め,求められた前記一対の圧着ブレード間の間隙の大きさを表示するアンプユニットを有する。
(もっと読む)
測定表示方法及び測定表示装置を備えた機械
【課題】測定手順を図形で案内し、どの段階まで測定動作が進行しているかの経過情報も表示できる測定表示方法及び測定表示装置を備えた機械を提供する。
【解決手段】NC工作機械1において、測定ヘッド3を用いてワーク7の穴の中心位置を手動操作によって求める場合、表示部45から測定種別を「穴測定」と指令すると、測定動作工程制御部21の働きにより表示部45に穴測定用の測定動作工程が表示される。作業者はその測定動作工程の矢印に案内されて測定動作を行うと、測定結果制御部31の働きにより、終了した測定動作工程の矢印の色が順次変わる。作業者は矢印の色の変化で次にどの測定動作工程を行えばよいかがわかる。演算部45は測定動作工程毎に取得した各位置座標の測定値から穴の中心位置を演算し、表示部45に送出する。
(もっと読む)
円柱長尺物の湾曲判定具
【課題】簡単な構成であって誰しも容易に扱え、しかも、製作コストも低廉になし得る円柱長尺物の湾曲判定具を提供する。
【解決手段】水平な円柱長尺物Kの外周面kに配置されその湾曲度を判定する芯出し器10と判定器20とからなる。芯出し器10は第一中央指示線16を表示した透明な第一透視板11を有し、判定器20は第二・三中央指示線25,26を表示した平行で透明な第二・三透視板21,22を有し、第三中央指示線26と平行をなしかつ該第三中央指示線26から所定の距離離して円柱長尺物Kの先端側の湾曲度を判定し得る判定ライン30を表示し、電柱Kの基端側の外周面に芯出器10と判定器20を先端側から基端側に向かって順に並びしかも所定の距離離して配置し、判定ライン30を目安として円柱長尺物Kの湾曲度を判定し得るようにした。
(もっと読む)
検出装置
【課題】使用者が使い易く、安価で小型化された変位計などの検出装置を提供する。
【解決手段】7セグメントLED42は、対象物の測定値等を表示する。バー表示部43は、測定値が許容範囲のどの位置に入っているかという入り度合いを表示する発光ダイオード(LED)等からなる複数のバー(セグメント)43a、上限値表示部43b、および下限値表示部43cを含む。使用者により設定された許容範囲の上限値および下限値から、使用者が暗に望むある程度の分解能を予測することができる。そこで、本発明では、各バー43aの分解能を、(上限値−下限値)/個数により定義する。なお、上記個数とは、上限値表示部43bと下限値表示部43cとの間にあるバー43aの個数を示す。
(もっと読む)
量産用機械加工部品寸法検査装置
【課題】 産業界における量産機械加工部品の検査手法には長さ計測器であるリニアースケールを空圧シリンダで動作させるという手法の計測方法が使用されてきたがリニアースケールを使用するための価格負担と衝撃または衝突停止を本来的に有する空圧シリンダとの組み合わせにて構成されているために高価で壊れやすいという問題を抱えていた。
【解決の手段】 本発明は、計測動作中のシリンダ速度を自由に制御可能である電動サーボモータとネジを使用した回転−直動変換機構部よりなる電動サーボシリンダを用い、計測用に外部センサーを使用することなく、初回加工品を寸法ワークマスターとして使用し、高精度が得られる「繰り返し位置付け」性能を活用することで従来品の持つ不都合をクリアーした量産機械加工部品検査装置を提供することができる。
(もっと読む)
鉄道線路用建築限界検査装置
【課題】 小型軽量で取り扱い容易であり、支障物を連続的に検査し、具体的改修方法の検討をその場で行える建築限界検査装置を提供する。
【解決手段】 レールR上を走行可能な絶縁タワー1に水平方向の側方限界スケール2、水平方向のスライドレール3、測定部材4を設ける。スケール2は、建築限界A1を基点とした距離測定用の目盛り2aを持つ。測定部材4は、スライドレール3に沿って移動自在のフレーム7、側方限界ゲージ8,9、上方限界ゲージ板10、スライド操作バー11を有する。ゲージ8は建築限界A1に沿い、ゲージ9は建築限界A3に沿い、夫々レーム7から鉛直方向に延出する。ゲージ板10は、建築限界A2に沿う円弧状外縁10aに、水平、垂直の目盛りと、円弧状の半径方向の目盛りを有する。スライド操作バー11の下部がスケール2の目盛りの基点2bと直交する位置で、ゲージ8,9が建築限界A1,A3に沿う。
(もっと読む)
地表面変位測定装置
【課題】 応急的な災害前兆初動段階において、測定精度を妨げることなく、容易に設置でき、作業者の安全性を高め、警戒避難警報を素早く発信可能な装置を提供すること。
【解決手段】 土砂災害監視地表面50の一方側に、支持杭16と支持板17によって取り付けられる計器取り付け台19と、計器取り付け台19に取り付けられ、伸縮計18を搭載する受け台21と、伸縮計18と地表面50の他方側の基準点との間に所定の張力で張設された計測線47とを具備し、計器取り付け台19は、台板23と、台板23の一方側にヒンジ25を介して設けられた支持板嵌合枠24と、台板23の他方側にヒンジ27を介して設けられた支持杭嵌合枠26とからなる。
(もっと読む)
輪状身飾品の内周長検器
【課題】 輪状になった身飾品の内周長が規定の寸法内に入っているか否かを簡単な方法で見分ける。
【解決手段】 円錐状の形状をなして、その外周面に下限管理ライン22や上限管理ライン23などの管理項目の表示部を設けた内周長検器20を用いる。表示部は一周に渡って帯状に設け、着色などを施して管理限界点を分かり易くする。また、管理仕様の区別がはっきり分かるようにするために仕様区別の符号や寸法値なども表示する。携帯時計のような身飾品の場合には手首の形状に合わせて検器の断面形状を楕円形状にする。携帯時計などの身飾品の内周長が規定寸法内にあるか否かがすぐ分かり、精度の高い判定ができる。
(もっと読む)
真円度測定装置および真円度測定方法
【課題】円形断面を有するワークの任意の部位の真円度を自動測定できる簡便な真円度測定装置とその方法とを提供することである。
【解決手段】本発明の真円度測定装置10は、回転しながら軸線H方向に移動する円形断面を有する被測定物Wの真円度を測定する真円度測定装置であって、被測定物Wを回転しながら移送する移送手段12と、被測定物Wの真円度を測定する測定手段14と、測定手段14を被測定物W上に着脱する着脱手段と16、移送手段12、測定手段14および着脱手段16の動作を制御する制御手段18と、を有することを特徴とする。
(もっと読む)
等速ジョイントの寸法測定方法及びその装置
【課題】等速ジョイントを構成するインナ部材のオフセット量を簡便な操作で測定する。
【解決手段】オフセット量が所定の値であるインナ部材14を、寸法測定装置30の収容部36に収容する。この際、収容部36の内部に位置決め固定されたボール44a〜44cが、インナ側ボール溝26a、26c、26eに挿入される。この状態で、回動部材60を回動させて、測定子46をインナ部材14の外周面に当接させる。この測定子46の変位に追従してマイクロゲージ50の測定芯98が変位し、その変位量は、マイクロゲージ50の指針の変化量として表示される。この際に指針が示す目盛を原点とし、次のインナ部材に対して同様の操作を行ったとき、指針の原点からのずれがオフセット量の公差範囲内に対応する許容範囲内であれば、寸法精度を満足するものと判別する。
(もっと読む)
1 - 20 / 20
[ Back to top ]