
Fターム[2F065CC10]の内容
光学的手段による測長装置 (194,290) | 対象物−個別例 (8,635) | 工具 (120)
Fターム[2F065CC10]に分類される特許
1 - 20 / 120
線状体の直径及びスリットの幅寸法の測定方法
形状検査方法およびその装置
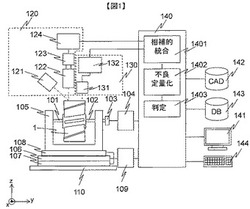
【課題】 複数の3次元形状計測法、表面計測手法を相補的に組み合わせることで、測定対象の形状によらず高い計測精度を確保した3次元形状検査方法およびその装置を提供することを目的とする。
【解決手段】 本発明は、検査対象の参照モデルの形状データである参照データを格納する格納部と、前記参照データから第1の形状データを取得する領域を特定する領域特定部と、前記領域特定部で特定した領域について前記第1の形状データを取得する第1の3次元形状センサと、前記領域特定部で特定した領域以外の領域について前記検査対象の前記第1の形状データとは異なる第2の形状データを取得する第2の3次元形状センサと、前記第1の形状データと前記第2の形状データとを統合する相補的統合部とを備えることを特徴とする3次元形状検査装置を提供する。
(もっと読む)
観察装置および観察方法

【課題】透明性基板上に形成された不透明なデバイスパターンを観察像において明確に識別することができる観察方法、および観察装置を提供する。
【解決手段】デバイスパターン3が形成されている側に粘着シート4を貼り付けたうえで透明なステージ7に固定し、ステージ7の上方から同軸透過照明光L1と斜光透過照明光L2とを重畳的に照射するとともに、ステージ7の下方側からステージ7を介して裏面観察手段6で観察することで、観察像においては、デバイスパターン3に対応して、暗い(黒色の)デバイスパターン像が観察され、デバイスパターン像IP1以外の部分は明るく観察される。また、気泡5に対応する部分IB1についても十分に明るく観察される。これにより、観察像においてデバイスパターン3の形状を明確に特定することが可能となる。
(もっと読む)
ワークテーブルのピッチエラーの測定方法
【課題】多数の板材を連続的に加工する加工機に好適な回転テーブルの回転角の誤差(ピッチエラー)を測定する方法に関し、ワークの連続加工中においても自動測定できるようにする。
【解決手段】ワークと略同形で、表面に所定角度毎に引いた放射状の計測線と、計測線の放射中心を検出させるマークを表示した測定用基板を用いる。加工機に設けられている搬入誤差検出手段により、テーブル上に搬入された測定用基板の中心の位置偏倚及び角度偏倚を検出し、次にテーブルを所定角度ずつ回動したときのカメラの画像上での各計測線の位置を検出し、先に検出した基板中心の偏差で補正した計測線の方向と、その本来の方向との差から、テーブルのピッチエラーを測定する。
(もっと読む)
外観検査方法及びその装置
【課題】複雑形状をした物体の外観検査において、目視では検出困難な形状の不良を定量的に評価し、検出する物体の外観検査方法及びその装置を提供することにある。
【解決手段】
物体の外観を検査する方法を、検査対象物体を載置して少なくとも一方向に連続的に移動させながら検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む検査対象物体の画像を取得しながら検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元し、取得した画像と復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、この得られた外観情報から複数の特徴を抽出し、この抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価するようにした。
(もっと読む)
レーザ光振れ量検出装置、変位測定装置、光学素子成形用金型の製造方法及び光学素子
【課題】レーザ光の光軸に直交する2方向の光軸振れを高精度に測定する。
【解決手段】第1の偏光ビームスプリッタ4は、レーザ光源1から出射されたレーザ光2aを、第1の直線偏光成分2bと第2の直線偏光成分2cとに分割する。光学系3は、第1の直線偏光成分2bの振れ方向と第2の直線偏光成分2cの振れ方向とが互いに直交するように第1の直線偏光成分2b及び第2の直線偏光成分2cのうち少なくとも一方の直線偏光成分を光軸まわりに回転させて合成光とする。遮光部材8は、先端8aを合成光に突出させて合成光の一部を遮光する。第2の偏光ビームスプリッタ9は、遮光部材8で遮光されずに通過した通過光を、第1の直線偏光成分2bと第2の直線偏光成分2cとに分割する。各受光素子10a,10bは、偏光ビームスプリッタ9で分割されたそれぞれの直線偏光成分の光量を測定する。演算部12は、測定結果に基づきレーザ光2aの振れ量を求める。
(もっと読む)
測定装置
【課題】スピンドルに取り付けられて高い回転数で回転する極小径丸棒若しくは極小径工具の動的振れを測定可能な極めて実用性に秀れた測定装置の提供。
【解決手段】光源と、光源からの光線を被測定部材へ導くレンズ系と、被測定部材を介して光線を受光する複数のフォトダイオードとを備える光学系を有し、フォトダイオードでの受光量をもとに被測定部材の位置若しくは振れ量を測定する測定装置であって、光学系の光軸方向視において、複数のフォトダイオードにして被測定部材の軸心と交差する辺部が全て直線であり、複数のフォトダイオード間には、被測定部材の軸方向に対して傾斜する少なくとも1つのギャップを設け、このギャップの両端部は被測定部材の外形より外方に位置させ、ギャップを形成するフォトダイオードの辺部以外の被測定部材の軸心と交差する辺部がギャップと平行でないように構成する。
(もっと読む)
測定用工具を合わせるための工具ホルダ、測定装置、及びその測定装置の校正方法
【課題】改良した校正機構によって工具ホルダでより正確な校正を行うことができる測定装置につき、当該測定装置で測定される工具を合わせるための工具ホルダを提供する。更に、そのような測定装置と、その測定装置の校正に適した方法を提供する。
【解決手段】測定装置で測定される工具を合わせるための工具ホルダは、当該工具ホルダの垂直軸を規定する対称軸22を有する固定可能な本体20と、当該工具ホルダに取り付けられる工具用に規定された工具のゼロ点23と、前記工具の前記ゼロ点23から所定の水平距離及び所定の垂直距離を隔てた校正機構24と、を備え、前記校正機構24は、前記工具の前記ゼロ点23を含む垂直線の所定高さに半円状外縁部を備え、前記半円状外縁部の中心角が135°を上回るように構成されている。
(もっと読む)
工具形状測定装置、及び工具形状測定方法
【課題】 加工工具や工具保持機構の寸法を安価且つ簡便な装置構成で測定できる工具形状測定装置を提供する。
【解決手段】 本発明の工具形状測定装置は、中心軸4aの周りに回転可能な加工工具1及び加工工具1を保持する工具保持機構を撮像して撮像画像を得るカメラ5と、撮像画像から加工工具1及び/又は工具保持機構の寸法を示す寸法データを生成する寸法データ生成部13とを具備する。カメラ5は、その光軸5aが前記中心軸4aと垂直に交わるように位置している。寸法データ生成部13には、光軸5aと垂直であり且つ中心軸4aを含むように規定された基準平面Sからカメラ5までの距離である基準距離Lと、撮像画像の上における単位長さと基準平面Sの上の長さとの対応を表す対応データとが設定され、寸法データ生成部13は、撮像画像と、基準距離Lと、対応データとを用いて前記撮像画像の遠近誤差を補正して寸法データを生成する。
(もっと読む)
変位測定装置、変位測定方法、光学用部材成形用金型の製造方法及び光学用部材
【課題】レーザ光の光量安定性、光量分布、光軸ぶれによる測定誤差を低減することのできる変位測定装置及び変位測定方法を提供する。
【解決手段】ビームスプリッタ3により、レーザ光源1から出射されたレーザ光を被測定物4に向かう第1分割レーザ光2a及び第2分割レーザ光2bに分割すると共に、第2受光素子6bにより第2分割レーザ光2bを受光する。そして、第2受光素子6bを、第2受光素子6bに入射する第2分割レーザ光2bの光量の割合と第1受光素子6aに入射する第1分割レーザ光2aの光量の割合とが一致する位置に配置し、位置演算器8は、第1受光素子6aの出力及び第2受光素子6bの出力の差に基づいてレーザ光源1に対する被測定物4の変位を演算する。
(もっと読む)
物体測定装置、物体測定方法、及び物体測定プログラム
【課題】回転工具の形状と性状を同時に測定する方法を提供する。
【解決手段】画像記憶部107は、回転する物体を撮影した画像を記憶する。画像処理部108は、一の撮影した画像の輝度値と他の撮影した画像の輝度値を画素毎に比較して輝度値画像を生成する。また、画像処理部108は、基準となる形状を示す基準画像の輝度値と輝度値画像の輝度値との差分に基づいて差分画像を生成する。性状算出部110は、差分画像に基づいて物体の性状を示す性状変数を算出する。
(もっと読む)
工具寸法の測定方法及び測定装置、並びに工作機械
【課題】ワークの加工精度をより一層向上させることができる工具寸法の測定方法及び測定装置、並びに工作機械を提供する。
【解決手段】工作機械において、撮像装置は、送り方向に移動中の工具を撮像する。撮像に基づき生成された複数の画像データの各々で輪郭線51が特定される。この輪郭線51に基づき工具の移動軌跡52及び中心軸線53が特定される。移動軌跡52と中心軸線53との間にずれがある場合には、そうしたずれは工作機械で工具の位置決めの補正に用いられることが可能である。その結果、ワークの加工精度は向上する。また、例えば傾斜姿勢の工具の寸法が測定されれば、傾斜姿勢における実際の刃先位置や工具径が特定されることが可能である。こうした刃先位置や工具径は工作機械の位置決めの補正に用いられることが可能である。ワークの加工精度はさらに向上する。
(もっと読む)
工具寸法の測定方法及び測定装置
【課題】想定外の工具であっても簡単に測定部位を特定することができる工具寸法の測定方法及び測定装置を提供する。
【解決手段】本発明に係る工作機械によれば、表示画面S上には工具20の輪郭線51が表示される。寸法測定の操作者がタッチパネルの表示画面S上で輪郭線51を指で辿って接触教示すれば、表示画面S上で工具の測定部位すなわち輪郭線51が自動的に特定されることが可能である。こうして操作者は極めて簡単に工具20の寸法を測定することができる。加えて、操作者が例えば工具20の輪郭線51の特定の位置を指定することによって工具20の工具径や刃先位置が自動的に測定されることが可能である。従って、こうした工具の寸法測定方法によれば、例えば多段工具などの複雑な輪郭線を有する想定外の工具の測定部位が簡単に特定されることが可能である。
(もっと読む)
工具位置測定装置
【課題】微小な回転工具の刃先位置を、XYZ軸の3方向について高分解能かつ高精度に検出可能な工具位置測定装置を提供する。
【解決手段】回転工具12の刃先12aにZ軸方向の光を入射させ、その反射光を受光する第一光学装置22を備える。刃先12aをZ軸方向から見た底刃画像を撮像する第一撮像装置24と、底刃画像を基に、回転工具12の位置を測定する処理装置を備える。第一光学装置22は、X軸方向に照射光を発する第一光源30を有する。照射光をZ軸方向に偏向して刃先12aに入射させ、刃先12aからの反射光を逆向きのX軸方向に偏向する第一偏向ミラー38を有する。刃先12aと第一偏向ミラー38との間に、入射光及び反射光が通過する第一対物レンズ20を有する。第一撮像装置24は、第一偏向ミラー38によって偏向された刃先12aからの反射光による底刃画像を撮像する。
(もっと読む)
撮像式工具測定装置および測定方法
【課題】撮像環境の変化を検出し、工具寸法を高精度に測定できるように撮像条件を自動的に調整したり、画像を補正するようにした、撮像式工具測定装置および撮像式工具測定方法を提供する。
【解決手段】撮像部12からの工具像にかかる信号、または画像前処理部20からの処理信号に基づいて撮像環境・条件を検出する撮像環境・条件検出部25と、撮像環境・条件検出部25の検出情報を基に、撮像の適正条件を判断し、調整指令を導出する撮像条件判断・調整指令部27と、前記撮像条件判断・調整指令部27からの調整指令信号により、撮像条件を調整する調整手段と、を具備する。
(もっと読む)
ターゲット治具
【課題】曲率が大きな曲面の三次元画像計測が可能なターゲット治具を提供する。
【解決手段】湾曲構造部材Wを複数個所からフラッシュ撮影して得た複数の画像を解析して湾曲構造部材Wの形状を計測する三次元画像計測法に用いられるターゲット治具1であって、複数の保持駒10及びこれらの保持駒を長尺状に繋ぐ連結駒20を具備して、湾曲構造部材Wの二次元的な曲面に沿って配置可能とした治具本体2と、フラッシュ光を反射して画像上で計測点を認識させる複数のターゲット3を備え、複数の保持駒10には、治具本体2を湾曲構造部材Wの二次元的な曲面に配置した状態で、湾曲構造部材Wの断面に沿うターゲット保持面13がそれぞれ形成され、複数の保持駒10における各ターゲット保持面13の間隔は互いに等しく設定され、複数のターゲット3は、各ターゲット保持面13にそれぞれ保持されている。
(もっと読む)
回転体の回転軸心の運動の軌跡を計測する方法及び計測システム
【課題】 回転体の回転軸心の運動の軌跡を計測する方法を提供する。
【解決手段】 主軸に回転体を取り付けることと、前記回転体の前記回転軸心に垂直な垂直面内に、前記回転体の一部を挟んで対向する3組の発光部及び受光部の組を配置することと、回転体を、前記主軸と一体的に回転させつつエッジ光の光量を測定することと、エッジ光の光量に基づいて、回転体の断面形状と異なる仮想断面形状を求めることと、エッジ光の光量及び仮想断面形状に基づいて、回転体の回転軸心の運動の軌跡を求めることとを備える方法が提供される。
(もっと読む)
刃先の検査装置
【課題】チップコンデンサやチップ抵抗、二次電池内部の積層電極用アルミニウム箔の製造等に用いて好適な切断装置の刃物の刃先の検査装置を提供する。
【解決手段】光源20からの光を直立して配されている刃物の側面の第1の研削面11、第2の研削面12、第3の研削面13を横切るように照射しながら移動させる。そして上記刃物に対して側方において、光軸が水平な状態で配されたCCDカメラ22によって各研削面11、12、13からの反射光を検出し、そのピークから反射面の数を、ピークの幅から各研削面の幅を、またピークが現れる角度から研削面の角度をそれぞれ検出する。またCCDカメラ22に取込まれた画像によって、各研削面の表面性状を観察する。
(もっと読む)
回転工具と被加工物間の間隙長さ測定方法及びシステム
【課題】回転中の工具と被加工物間の間隙を直接測定する手法を確立する。
【解決手段】回転工具とそれに対向配置した被加工物との間の間隙を超える幅を有するパルス化レーザ光を発生して、発生レーザ光の光軸を被加工平面に対して傾斜させて間隙に照射する。パルス化レーザ光は、回転工具の1回転又は整数回転当たり1パルスの発振パルス周期を有し、該発振パルスオン期間の間に回転工具の同一角度範囲に照射する。間隙に照射されて該間隙により遮蔽されずに回折した光を受光センサーにより検出して、間隙長さを測定する。
(もっと読む)
工具長測定方法及び工具長測定装置
【課題】 スキップ信号が読み込まれない場合であっても、工具の移動を確実に停止させることができる工具長測定方法及び工具測定装置を提供する。
【解決手段】 工具を4所定位置から所定方向に移動させて、前記工具4によりレーザー光6を遮光したときの、前記工具4の前記所定位置からの移動量に基づいて前記工具の長さを測定する工具長測定方法において、前記工具4がレーザー光6を遮光していることを示すスターティック信号Bが検知されたとき、前記工具4のレーザー装置本体5へ接近する方向への移動を停止する。
(もっと読む)
1 - 20 / 120
[ Back to top ]