
Fターム[2F065FF15]の内容
光学的手段による測長装置 (194,290) | 測定方法 (22,691) | エンコーダ利用 (505)
Fターム[2F065FF15]の下位に属するFターム
Fターム[2F065FF15]に分類される特許
101 - 120 / 156
プライの境界及び方向の自動検査方法及び装置
複数層パーツの製作中において、自動積層成形装置の位置的な積層精度を判定するための方法と装置が開示される。本方法は、一座標系内での積層成形装置(50)の積層ヘッド(54)の位置を測定するステップ、積層ヘッドに対するプライ端部の位置を決定するステップ、測定されたヘッドの位置に基づいてプライ端部の位置を前記座標系に変換するステップ、プライ端部の位置を、前記座標系から、製造中のパーツに関連する第2の座標系に変換するステップ、及び製造されているパーツに関連する第2座標系におけるプライ端部の実際の位置と規定されたプライ端部の予測位置とを比較することにより、装置の取り付け精度を判定するステップを含む。  (もっと読む)
(もっと読む)
3次元距離測定装置及び脚車輪型ロボット
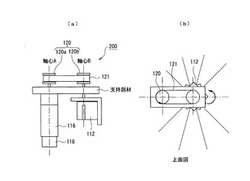
【課題】測距センサの駆動機構に阻害されずに走査範囲を走査することが可能な3次元距離測定装置及び当該装置を備えた脚車輪型ロボットを提供する。
【解決手段】3次元距離測定装置200を、2次元距離測定装置112と、モータ116と、エンコーダ118と、プーリ120a及び120bと、ベルト121とを含んだ構成とし、モータ116の第1の回転軸を、プーリ120aの回転軸となるように当該プーリ120aと係合し、モータ116の回転駆動力で、プーリ120aを回転駆動する。プーリ120a及びプーリ120bは、その軸心A及びBの位置が水平方向に所定の距離を開けるように配設し、プーリ120aの回転駆動力は、ベルト121を介してプーリ120bに伝達されるようにした。また、プーリ120bと、2次元距離測定装置112を回転駆動する第2の回転軸とは、当該第2の回転軸がプーリ120bの回転に連動して回転するように係合した。
(もっと読む)
形状測定装置及び形状測定方法

【課題】測定範囲外で測定に必要な主走査の位置の変更に係る時間を短縮する。
【解決手段】走査制御部25aは、主走査機構11を駆動させて測定範囲を距離Lの間隔を置いてN回、前記第1方向に平行な主走査をさせるとともに、測定範囲外で主走査機構による主走査の延長線上における延長副走査と、副走査機構3による第1方向と直交する第2の方向への副走査とを、ほぼ同時に実行させて距離Lの間隔をN−1回に亘って主走査位置を変更させる構成とした。
(もっと読む)
ウェブの位置を表示するためのシステム及び方法
可撓性ウェブの変位を表示するための方法及びシステムについて記載する。細長い可撓性ウェブは、目盛り構造を有する一体的な目盛りを含み、その目盛り構造は、ウェブに向けられたエネルギーを変調するように構成される。移送構造は、ウェブと変換器との相対運動をもたらす。変換器は、目盛り構造によって変調されたエネルギーを検知し、変調されたエネルギーに基づいて連続的なウェブの変位を表示する信号を生成する。  (もっと読む)
(もっと読む)
条材の測長方法とそれを用いた切断方法
【課題】長尺の条材を高精度でかつ短時間で測定する方法と、この測定する方法を用いて効率よく定尺長さに切断する方法との提供である。
【解決手段】ビレット28を搬送装置10により搬送しつつ、第一センサー18と第二センサー20とで搬送方向先端と後方とを検索する。第一センサー18がビレット28の先端を検出してから第二センサー20がビレット28を検出しなくなるまでのパルス数を測定する。搬送装置の1パルス当たりの搬送距離Pとパルス数とを乗算して通過長さL2を算出する。第一センサー18と第二センサー20とにより定まる間隔長さL1にこの通過長さL2を加算して、ビレット28の長さを算出する。このビレット28は、この長さ情報を基に切断装置12で定尺に切断される。第二センサーを複数にしてビレット28の後方を検索してビレット28の長さを算出してもよい。
(もっと読む)
光学測定装置、光学測定方法、パターン基板の製造方法、及び直線往復動装置
【課題】低損失で高速な折返しを行うことができる直線往復動装置、直線往復動装置の制御方法、及び測定装置を提供するこを提供する。
【解決手段】本実施の形態にかかる直線往復動装置は、移動体40を直線方向に沿って往復運動させる直線往復動装置であって、移動体40と、移動体40に対して与えられる駆動力を制御する制御部と、移動体40よりも大きい質量を有する質量体58であって、接近する移動体40を跳ね返して移動体40の移動方向を反転させる反転部50が移動体40の両側にそれぞれ設けられている質量体58と、移動体40の移動方向に沿って設けられ、移動体40、及び質量体58を直線移動可能に保持するガイドレール33と、を備えるものである。
(もっと読む)
描画位置取得方法および装置並びに描画方法および装置
【課題】多数の画素からなる変調手段の全ての描画点の位置を示す全画素座標データを短時間で取得し、生産性の向上を図る。
【解決手段】多数の画素から一部の画素を間引いた残りの第1間引済画素の描画点の位置を測定して詳細測定座標データP1を取得し、その詳細測定座標データP1を補間して全ての画素の第1全画素座標データR1を取得し、第1間引済画素からさらに一部の画素を間引いた残りの第2間引済画素の描画点の位置を測定して第1簡易測定座標データQ1を取得し、第1簡易測定座標データQ1と詳細測定座標データP1のうち第2間引済画素の詳細測定座標データP1との関係に基づいて詳細測定座標データP1を補正して第1補正済詳細測定座標データP1−1を取得し、その第1補正済詳細測定座標データP1−1を補間して第2全画素座標データR1−1を取得する。
(もっと読む)
タイヤ形状検出装置,タイヤ形状検出方法
【課題】タイヤの表面に照射したライン光の像を撮像した画像に基づいて光切断法による形状検出を行う場合に,ライン光の強度を増強することなく,十分に高い撮像レートでライン光の像の撮像を行っても,タイヤの表面に照射したライン光の明瞭な像を得ることができる。
【解決手段】タイヤ1の表面の一の線Ls上に光切断線が形成されるように,その光切断線における検出高さ方向(Z軸方向)とは異なる方向から複数のライン光を連ねて照射,又は1つのライン光をそのライン長方向において集光して照射する投光装置10と,タイヤ1の表面に一の線状に連ねて照射されたライン光の像を,複数のシート光それぞれの主光線がタイヤ1の表面に対して正反射する方向において,又は集光された1つのライン光の主光線がタイヤ1の表面に対して正反射する方向において撮像するカメラ20とを備える。
(もっと読む)
透明樹脂の検査方法および検査装置
【課題】光結合素子の製造工程において使用できて、非破壊検査であって、検査精度が高く、検査タクト・設備調整時間が十分短く、検査コスト・設備コストが低くできる上に、材料コストの増大を防止でき、また、デバイスを覆う透明樹脂に使用しても、デバイスへの悪影響の発生を防止できる透明樹脂の検査方法を提供する。
【解決手段】リードフレーム2の一表面上に略半球形状の透明樹脂4を塗布形成して、略半球形状の透明樹脂4を硬化させた後、略半球形状の透明樹脂4に光を照射しながら、略半球形状の透明樹脂4からの反射光をCCDラインセンサカメラ13で受ける。CCDラインセンサカメラ13がその反射光に基づいて作成した画像データによって、透明樹脂4の塗布量を判定する。
(もっと読む)
位置特定方法、位置特定装置、及び、プログラム
【課題】取得した濃度値に誤差を含む場合であっても適切に画像の位置を特定することができるようにすること。
【解決手段】所定の画像のパターンを媒体に形成するステップと、前記媒体上を所定方向に走査して、該所定方向における各位置の濃度値を取得するステップと、ある位置の所定範囲に含まれる位置の前記濃度値の平均値に基づいて、該ある位置における前記濃度値と比較されるしきい値を補正するステップと、前記各位置について補正した前記しきい値に基づいて、前記所定の画像のパターンの形成されている位置を特定するステップと、を含む位置特定方法。
(もっと読む)
形状測定装置および形状測定方法
【課題】 2次反射による反射光の影響をより効果的に除外することが可能な形状測定装置および形状測定方法を提供すること。
【解決手段】 レーザー光源12からレーザー光が測定対象に照射され、照射部位における反射光が複数のイメージセンサ24,26の受光領域に受光される。イメージセンサ24,26は受光量を表す受光信号を出力し、ドライブ回路42,44にてデジタルデータにされて受光位置検出部46a,48aに入力し、受光位置検出部46a,48aは受光信号から受光量のピーク値が存在する受光位置を検出し距離算出部46b、48bに出力する。距離算出部46b、48bは受光位置から照射間距離の推定値を計算する。このとき複数の照射間距離の推定値を算出した場合には、これら複数の照射間距離の推定値を比較し、所定の許容範囲内で一致する値を正規の照射間距離として選択する。
(もっと読む)
リソグラフィ装置及びデバイスの製造方法並びに測定装置
【課題】 走査型露光装置のマスクステージ、あるいはウエハステージにおいて、走査方向と直交する方向の変位を測定する測定手段を含むリソグラフィ装置を提供する。
【解決手段】 フレーム15に固定されたビーム源17から発せられたビームはステージに固定された反射型の格子26により2つのビームに分割される。さらに、それぞれのビームは透過型の第2の格子18,19、第3の格子24,25、1/4波長板22,23を透過後、反射型の格子26でビームを1本にし、センサに入射させる。センサはビームの干渉の強度変動を感知し、ステージの変動量を測定する。
(もっと読む)
継ぎ手を改良された座標測定機
一実施形態において、座標測定装置は、第1の端および第2の端をそれらの間の少なくとも第1のアームセグメントおよび第2のアームセグメントとともに有する関節付きアームを含む。さらに、装置は、第1のアームセグメントを第2のアームセグメントに接続する少なくとも1つのボールソケット継ぎ手であって、ボール部材およびソケット部材を含むボールソケット継ぎ手と、上記関節付きアームの第1の端に取り付けられる測定プローブとを含むことができる。  (もっと読む)
(もっと読む)
光学要素の保持装置及びそれを備えた露光装置
【課題】電源再立上げ時でも高精度な位置決め精度を発揮することができる光学要素の保持装置及びそれを備えた露光装置を提供する。
【解決手段】レンズLEを光軸方向に駆動させる駆動機構71と、レンズLEの位置を計測するレンズ位置検出手段72と、を有する光学要素の保持装置であって、レンズ位置検出手段72は、レンズLEの光軸方向における相対位置を計測するインクリメンタル式垂直変位検出センサ722と、レンズLEの絶対位置を計測するアブソリュート式垂直変位検出センサ721と、を有することを特徴とする。
(もっと読む)
光学要素の保持装置並びにその調整方法及びそれを備えた露光装置
【課題】非駆動方向に変位が生じても正確に補正することができる光学要素の保持装置並びにその調整方法及びそれを備えた露光装置を提供する。
【解決手段】レンズLEを駆動させる駆動機構71と、レンズLEの位置を計測するレンズ位置検出手段72と、を有する光学要素の保持装置であって、レンズ位置検出手段72の位置検出パラメータ数は、駆動機構71の駆動方向パラメータ数より多いことを特徴とする。
(もっと読む)
部品保持具による電子回路部品の保持位置検出装置
【課題】基準部材の基準部と電子回路部品とを撮像して部品保持具による電子回路部品の保持位置の相対的な位置決め誤差を検出し補正する装置を提供する。
【解決手段】基準マークを備えた基準マーク部材を部品吸着具70の回転軸線のまわりに回転可能に設け、基準マーク部材回転装置112により回転させる。基準マーク部材は、部品吸着時には、電子回路部品と干渉せず、部品カメラにより撮像される回転位置に位置させられ、電子回路部品と共に撮像され、基準マークの中心位置等に基づいて吸着具回転軸線の位置を取得し、部品吸着具70による電子回路部品の保持位置誤差を取得する。撮像後、電子回路部品の姿勢を変更する場合、基準マーク部材が電子回路部品と干渉するのであれば基準マーク部材を回転させ、干渉を回避する。基準マーク部材は、吸着具回転軸線を中心とする円の半径方向,吸着具回転軸線と平行な方向に移動させてもよい。
(もっと読む)
板状体の検査装置
【課題】ブレードの欠陥検査工程と寸法検査工程とを連動させて自動化を図る。
【解決手段】欠陥検査装置21および寸法検査装置31は、ブレード1が欠陥検査装置21および寸法検査装置31に対して連続的に相対移動されるように取付台11の移動方向に沿って配列されている。そして、欠陥検査装置21は、ブレード1の内部の欠陥を検査する内部欠陥検査部25と、ブレード1の第1の基準面3における欠陥を検査する第1の表面欠陥検査部26と、ブレード1の第1の基準面3に直交する第2の基準面4における欠陥を検査する第2の表面欠陥検査部27とを有する。
(もっと読む)
流動体塗布方法及び流動体塗布装置
【課題】三角形状や円弧形状のフラップを有する封筒であっても、封緘時に糊や水を良好に塗布することができる技術を提供する。
【解決手段】ベルトコンベア2による搬送経路の途中には、エッジ位置計測用センサ24が配置されている。エッジ位置計測用センサ24の計測範囲をフラップF1が通過するとき、その遮光量に応じてエッジ位置を計測することができる。エンコーダ18の一定パルスごとにエッジ位置を計測し、計測した位置の変化量をΔy、一定パルス間の封筒E1の移動量をΔxとして、エッジの傾きΔy/Δxを算出する。この傾きに合わせてスプレーノズル26を移動させ、フラップF1の形状に合わせて糊又は水を塗布する。
(もっと読む)
ロボット装置及び物体の三次元形状の取得方法
【課題】物体把持を行うことが可能な腕部を有するロボットにおいて、把持対象物体の三次元形状認識の精度を向上させる。
【解決手段】ロボット1は、頭部10及び胴体部11よりなる体幹部、胴体部11に連結された腕部12、頭部10に固定された頭部カメラ101、腕部12に固定された手先カメラ125を備えている。また、ロボット1は、頭部カメラ101によって腕部12を撮像した画像に基づいて、前記第2のカメラの三次元位置及び姿勢を算出し、手先カメラ125によって複数の位置から把持対象物体を撮像して得た画像系列と、算出した手先カメラ125の三次元位置及び姿勢とに基づいて把持対象物体の三次元形状を算出する。さらに、ロボット1は、算出した持対象物体の三次元形状に基づいて前記物体の把持動作を実行する。
(もっと読む)
変位測定システム、リソグラフィ装置およびデバイス製造方法
【課題】誤差を生じにくく、多くの空間を占有しない、改良された精密測定システムを提供する。
【解決手段】測定システムに入力された第1の放射ビームが、第1の回折格子によって、1次および負の1次回折放射ビームに分割され、1次および負の1次回折放射ビームが、第2の回折格子によってさらに回折され、続いて再結合されて、第2の放射ビームを形成するように構成されており、この測定システムはさらに、1次回折放射ビームに由来する第2のビームの第1の成分と負の1次回折放射ビームに由来する第2のビームの第2の成分との間の位相差の決定から、第1の格子と第2の格子の相対変位を決定する。
(もっと読む)
101 - 120 / 156
[ Back to top ]